(Л
С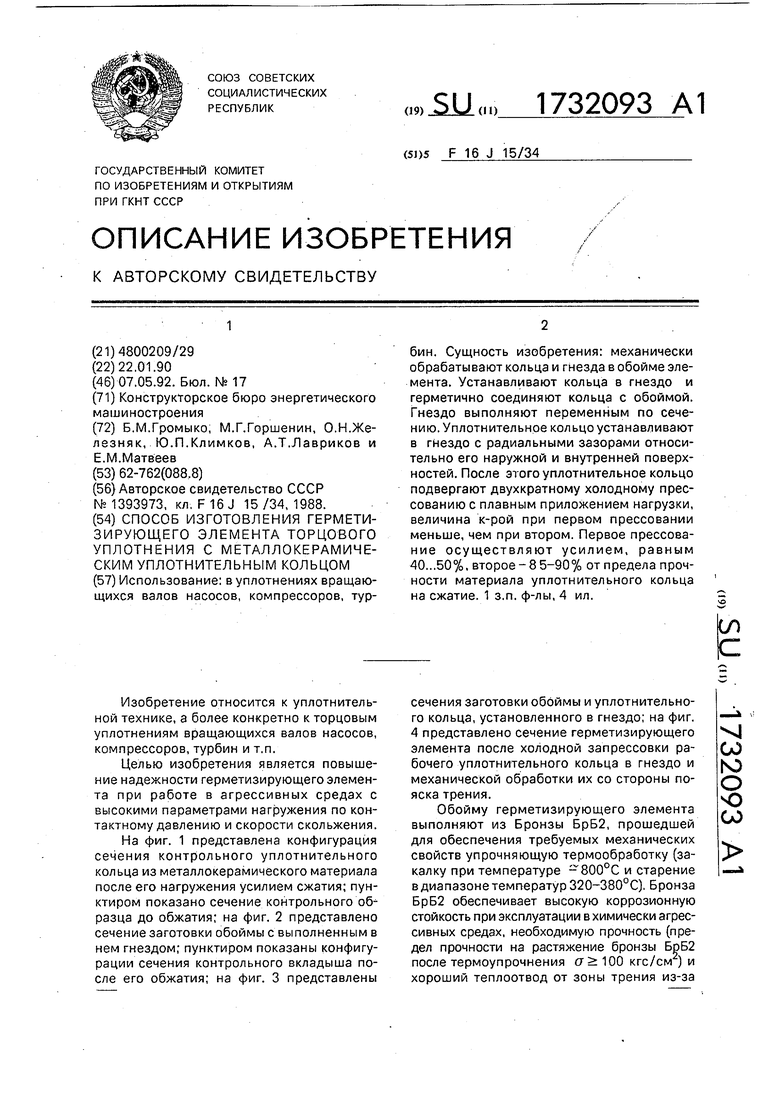
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗЪЕМНОЕ НЕПОДВИЖНОЕ УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО | 1988 |
|
RU2154209C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ УПЛОТНЯЮЩИХ ЭЛЕМЕНТОВ | 1985 |
|
RU2153110C2 |
| Способ герметизации крепежного соединения | 1991 |
|
SU1834996A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1999 |
|
RU2168084C2 |
| ГЕРМЕТИЗИРУЮЩИЙ КОМПЛЕКТ ДЛЯ САЛЬНИКОВЫХ УПЛОТНЕНИЙ | 2005 |
|
RU2296256C1 |
| КЛАПАННОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2462636C2 |
| Способ диффузионной сварки металлов с металлокерамикой | 2020 |
|
RU2758655C2 |
| Безманжетное уплотнение штока или вала в гидравлических и пневматических приводах | 2018 |
|
RU2674838C1 |
| Способ изготовления коллектора электрической машины | 1984 |
|
SU1185463A1 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 2006 |
|
RU2301787C1 |
Использование: в уплотнениях вращающихся валов насосов, компрессоров, турбин. Сущность изобретения: механически обрабатывают кольца и гнезда в обойме элемента. Устанавливают кольца в гнездо и герметично соединяют кольца с обоймой. Гнездо выполняют переменным по сечению. Уплотнительное кольцо устанавливают в гнездо с радиальными зазорами относительно его наружной и внутренней поверхностей. После этогоуплотнительное кольцо подвергают двухкратному холодному прессованию с плавным приложением нагрузки, величина к-рой при первом прессовании меньше, чем при втором. Первое прессование осуществляют усилием, равным 40...50%, второе-8 5-90% от предела прочности материала уплотнительного кольца на сжатие. 1 з.п. ф-лы, 4 ил.
Изобретение относится к уплотнитель- ной технике, а более конкретно к торцовым уплотнениям вращающихся валов насосов, компрессоров, турбин и т.п.
Целью изобретения является повышение надежности герметизирующего элемента при работе в агрессивных средах с высокими параметрами нагружения по контактному давлению и скорости скольжения.
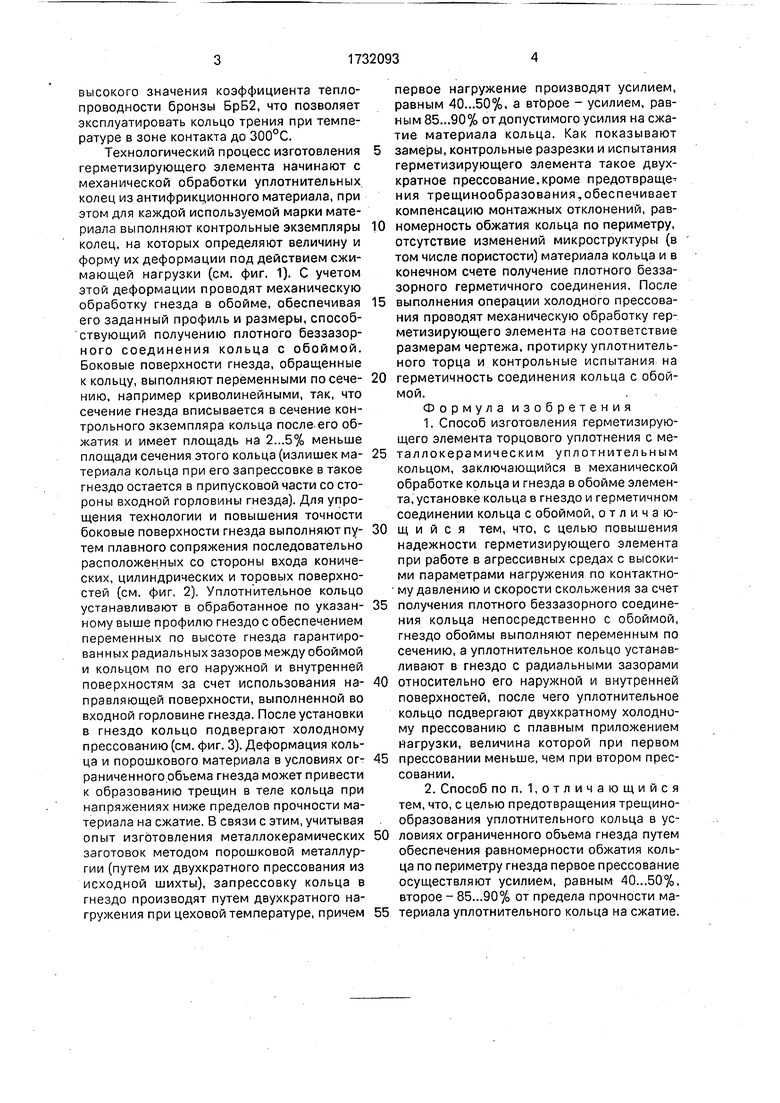
На фиг. 1 представлена конфигурация сечения контрольного уплотнительного кольца из металлокерамического материала после его нагружения усилием сжатия; пунктиром показано сечение контрольного образца до обжатия; на фиг. 2 представлено сечение заготовки обоймы с выполненным в нем гнездом; пунктиром показаны конфигурации сечения контрольного вкладыша после его обжатия; на фиг. 3 представлены
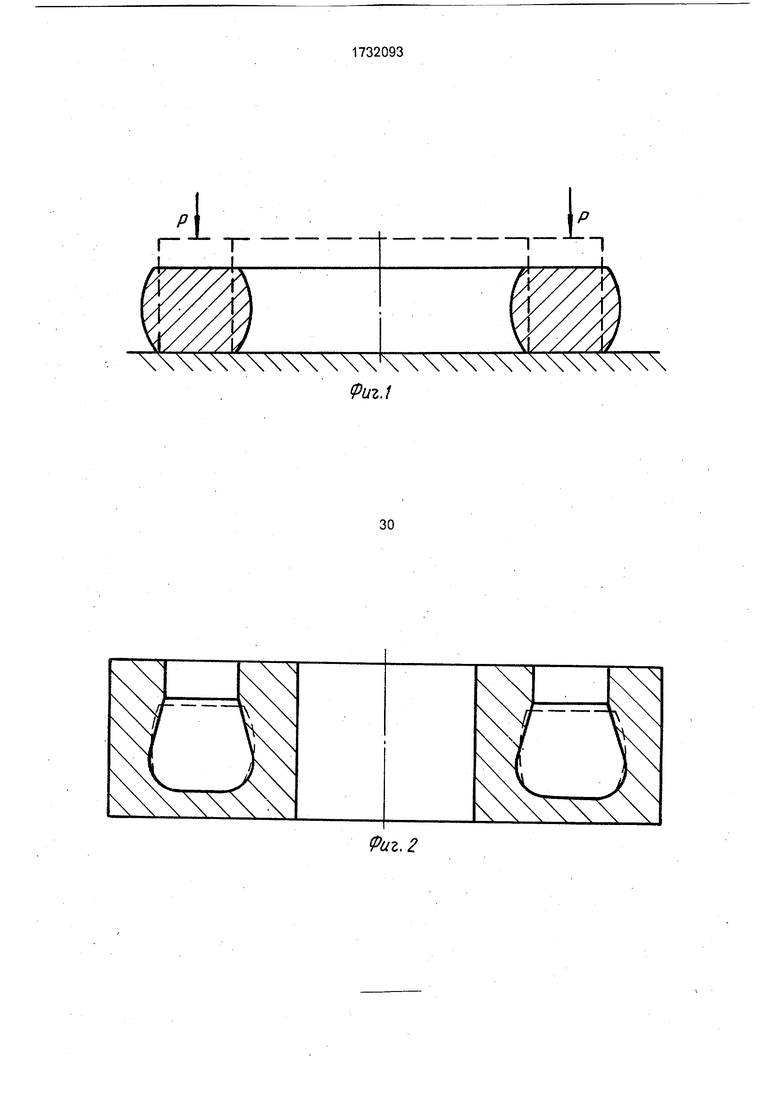
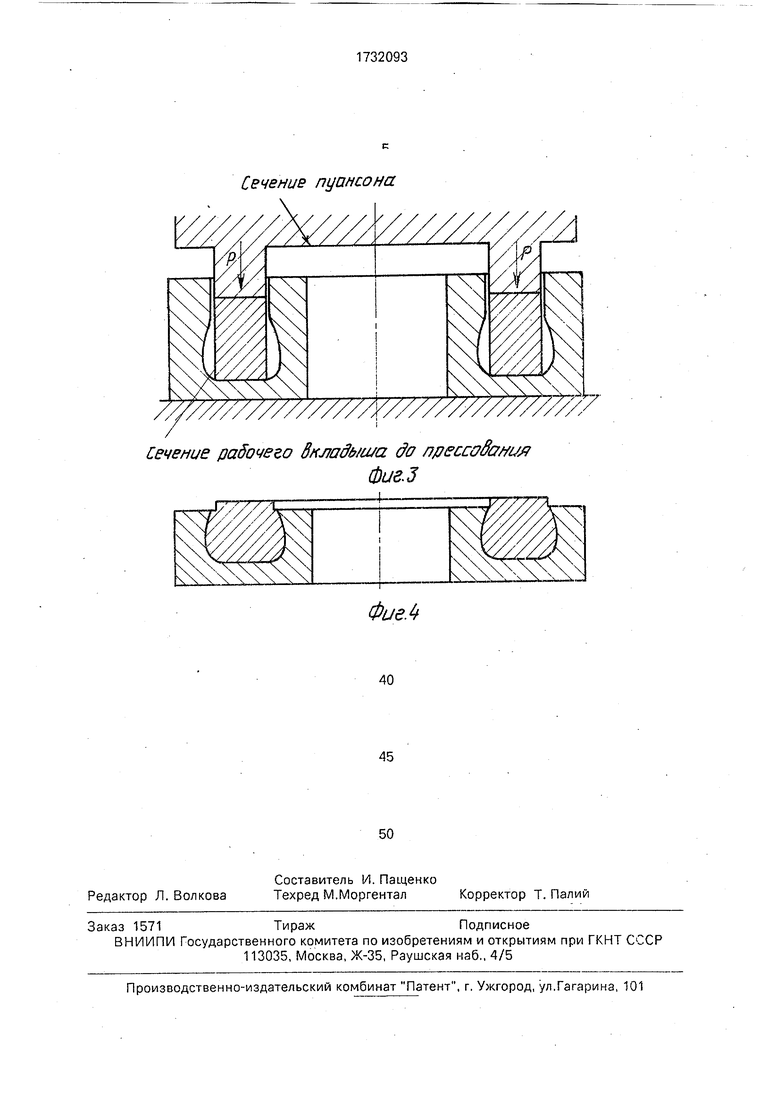
сечения заготовки обоймы и уплотнительного кольца, установленного в гнездо; на фиг. 4 представлено сечение герметизирующего элемента после холодной запрессовки рабочего уплотнительного кольца в гнездо и механической обработки их со стороны пояска трения.
Обойму герметизирующего элемента выполняют из Бронзы БрБ2, прошедшей для обеспечения требуемых механических свойств упрочняющую термообработку (закалку при температуре - 800°С и старение в диапазоне температур 320-380°С). Бронза БрБ2 обеспечивает высокую коррозионную стойкость при эксплуатации в химически агрессивных средах, необходимую прочность (предел прочности на растяжение бронзы БрБ2 после термоупрочнения ст 100 кгс/см ) и хороший теплоотвод от зоны трения из-за
VI
СО
ю о ю со
высокого значения коэффициента теплопроводности бронзы БрБ2, что позволяет эксплуатировать кольцо трения при температуре в зоне контакта до 300°С.
Технологический процесс изготовления герметизирующего элемента начинают с механической обработки уплотнительных колец из антифрикционного материала, при этом для каждой используемой марки материала выполняют контрольные экземпляры колец, на которых определяют величину и форму их деформации под действием сжимающей нагрузки (см. фиг. 1). С учетом этой деформации проводят механическую обработку гнезда в обойме, обеспечивая его заданный профиль и размеры, способствующий получению плотного беззазорного соединения кольца с обоймой. Боковые поверхности гнезда, обращенные к кольцу, выполняют переменными по сечению, например криволинейными, так, что сечение гнезда вписывается в сечение контрольного экземпляра кольца после его обжатия и имеет площадь на 2...5% меньше площади сечения этого кольца (излишек материала кольца при его запрессовке в такое гнездо остается в припусковой части со стороны входной горловины гнезда). Для упрощения технологии и повышения точности боковые поверхности гнезда выполняют путем плавного сопряжения последовательно расположенных со стороны входа конических, цилиндрических и торовых поверхностей (см. фиг, 2). Уплотнительное кольцо устанавливают в обработанное по указанному выше профилю гнездо с обеспечением переменных по высоте гнезда гарантированных радиальных зазоров между обоймой и кольцом по его наружной и внутренней поверхностям за счет использования направляющей поверхности, выполненной во входной горловине гнезда. После установки в гнездо кольцо подвергают холодному прессованию (см. фиг. 3). Деформация кольца и порошкового материала в условиях ограниченного объема гнезда может привести к образованию трещин в теле кольца при напряжениях ниже пределов прочности материала на сжатие. В связи с этим, учитывая опыт изготовления металлокерамических заготовок методом порошковой металлургии (путем их двухкратного прессования из исходной шихты), запрессовку кольца в гнездо производят путем двухкратного на- гружения при цеховой температуре, причем
первое нагружение производят усилием, равным 40...50%, а второе - усилием, равным 85...90% от допустимого усилия на сжатие материала кольца. Как показывают
замеры, контрольные разрезки и испытания герметизирующего элемента такое двухкратное прессование.кроме предотвращения тре ценообразования,обеспечивает компенсацию монтажных отклонений, равномерность обжатия кольца по периметру, отсутствие изменений микроструктуры (в том числе пористости) материала кольца и в конечном счете получение плотного беззазорного герметичного соединения. После
выполнения операции холодного прессования проводят механическую обработку герметизирующего элемента на соответствие размерам чертежа, протирку уплотнитель- ного торца и контрольные испытания на
герметичность соединения кольца с обоймой.
Формула изобретения
получения плотного беззазорного соединения кольца непосредственно с обоймой, гнездо обоймы выполняют переменным по сечению, а уплотнительное кольцо устанавливают в гнездо с радиальными зазорами
относительно его наружной и внутренней поверхностей, после чего уплотнительное кольцо подвергают двухкратному холодному прессованию с плавным приложением нагрузки, величина которой при первом
прессовании меньше, чем при втором прессовании.
I
Фиг.1
-,1
1
Раг.2
Сечение пуансона
Сечение рабочего 8кладь/ша до лресс&8а#ия
Фиг.З
П
Фиг Л
| Способ изготовления кольца трения торцового уплотнения | 1986 |
|
SU1393973A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
