лем выступов 17, с шагом, равным шагу рифов, с кинематической увязкой их взаимного положения при работе, что позволит снизить расход связующего вещества.
Устройство для изготовления двухслой- 5 ного гофрированного картона работает следующим образом.
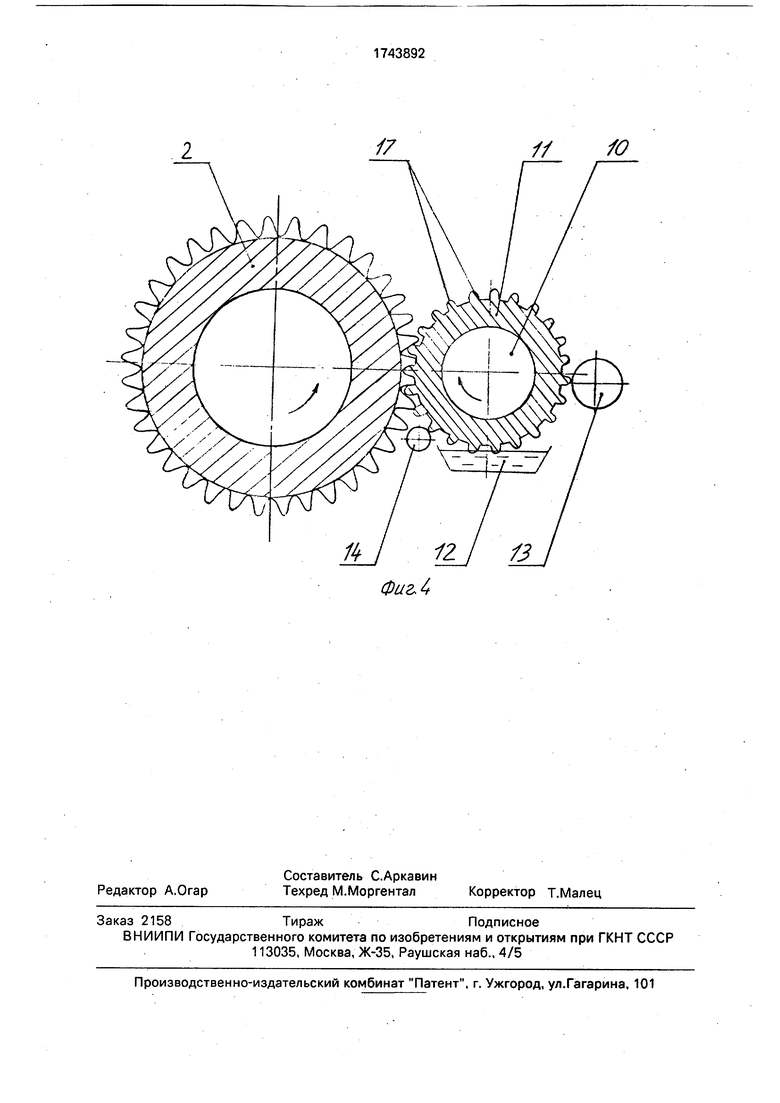
Бумажное полотно 6 увлажняется и подогревается, после чего подается в зазор между первым 1 и вторым 2 гофровалами. В 10 кольцевые канавки 9 наносится связующее вещество кольцевыми выступами 11 валика 10 из ванны 12, при этом его количество дозируется дозирующим шабером 14. В зазоре между гофровалами 1 и 2 бумажное 15 полотно б гофрируется и прижимается первым гофровалом 1 к впадинам рифами второго гофровала 2 в области кольцевых канавок 9, где вершины гофров бумаги 6, лежащие во впадинах между рифами второ- 20 го гофровала 2, связующим веществом прикрепляются к последнему,что обеспечивает надежную фиксацию гофрированного бумажного полотна (гофрослоя) 6 на втором гофровале 2 (каждый гофр бумаги фиксиру- 25 ется в трех главных точках: две точки - на смежных впадинах между рифами и одна - на вершине рифа за счет обтягивания полотном контура рифа). Затем клеенаносящим механизмом 4 на внешнюю поверхность 30 вершин гофров гофрослоя 6 наносится клей. Плоское полотно 7 картона подается по прижимному гладкому валу 3 и прижимается к гофрослою 6, в результате их склейки получается двухслойный гофрированный кар- 35 тон 8, который затем отрывается от второго гофровала 2. При этом используется связующее вещество, технические характеристики которого обеспечивают предотвращение агрязнения кольцевых канавок 9 40 торого гофровала 2. В случае применения связующего вещества, загрязняющего кольцевые канавки 9 второго гофровала 2, на последнем устанавливается скребковый механизм 15 очистки, например шаберный, 45 который очищает кольцевые канавки 9 от отработанного связующего вещества. Выполнение на дне кольцевых канавок 9 кольцевых проточек 16 позволяет наносить в кольцевые канавки 9 избыточное количест- 50 во связующего вещества, что обесп-ечивает его нанесение на всю ширину кольцевой
канавки 9 и предотвращает загрязнение рифов второго гофровала 2 избытком связующего вещества, которое выдавливается в кольцевые проточки, а затем счищается скребком 15. Для нанесения связующего вещества в кольцевые канавки 9 дискретно в область впадин между рифами (рабочую область) кольцевые выступы 11 валика 100 профилированы выступами 17, расположенными с линейным шагом, равным шагу впадин между рифами второго 2 гофровала. Прокатываясь по второму гофровалу 2, валик 10 выступами 17 соприкасается с впадинами между рифами и наносит в них связующее вещество. Кроме того, связующее вещество может наноситься не во все кольцевые канавки 9, а выборочно в зависимости от условий производства, для этого дозирующий шабер 14 выполняют составным, а дозировку связующего вещества на кольцевых выступах 11 или полное его снятие производят соответствующим шабером 14.
Таким образом, предлагаемое техническое решение обеспечивает повышение надежности устройства для изготовления двухслойного гофрированного картона и качества производимого гофрокартона.
Формула изобретения
1.Устройство для изготовления двухслойного гофрированного картона, содержащее первый и второй гофровалы, прижимной гладкий вал, клеенаносящий механизм и механизм нанесения связующего вещества на гофровал, отличающее- с я тем, что, с целью повышения надежности устройства и качества гофрирования, на втором гофровале выполнены кольцевые канавки на глубину , где R - радиус гофровала по вершинам зубьев; г - радиус гофровала по впадинам, причем механизм нанесения связующего вещества взаимодействует с донной частью кольцевых канавок.
2.Устройство поп. 1, отличающее- с я тем, что второй гофровал снабжен механизмом очистки, взаимодействующим с его кольцевыми канавками.
3.Устройство поп.1, отличающее- с я тем, что по краям дна кольцевых канавок выполнены кольцевые проточки.
I
J

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления двухслойного картона | 1989 |
|
SU1729793A1 |
| Устройство для изготовления многослойного гофрированного картона | 1990 |
|
SU1726281A1 |
| Устройство для изготовления многослойного гофрированного картона | 1990 |
|
SU1722877A1 |
| ГОФРИРОВАЛЬНЫЙ ПРЕСС | 1991 |
|
RU2009043C1 |
| Устройство для гофрирования бумаги | 1987 |
|
SU1511142A1 |
| ГОФРИРОВАЛЬНЫЙ ПРЕСС | 1991 |
|
RU2011540C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРТОННОЙ УПАКОВКИ | 2002 |
|
RU2229981C2 |
| Способ изготовления полотен гофрокартона и устройство для его осуществления | 1990 |
|
SU1757906A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
| Гофрирующее устройство | 1980 |
|
SU960347A1 |


Фив.1
N w
i
1
a
Фа z. 4
