Изобретение относится к текстильной и швейной промышленности и может быть использовано в поточных линиях для изготовления текстильных полотен.
Известны складьнзатели текстильных полотен, состоящие из механизма поперечного и механизма продольного сложения, первый из которых состоит из ленточных транспортеров с расположением их барабанов друг относительно друга так, что барабан первого транспортера вращается инверсно относительно второго и свешиваемое с первого барабана полотно проталкивается струей воздуха в зону между барабанами. Аналогично выполнена и вторая зона сложения. Для перехода с поперечного сложения на продольное используется периодически останавливающийся транспортер и расположенный параллельно его лентам проталкиватель с двумя втягивающими валиками. Для штабелирования сложенных изделий имеется захватывающее устройство и стапель вертикального перемещения.
К недостатку данного складывателя еле- 1/J дует отнести отсутствие в его составе меха- f низма нанесения этикетки.- Введение л дополнительного автономного механизма 3 нанесения этикетки потребует увеличить суммарное время технологического процес- .са складывания и зтикетирования, что при-.
ведет также к расширению площадей, ч занимаемых оборудованием по произведет- -4 ву готовых текстильных полотен. Кроме то- СЛ го, нанесение этикетки на сложенное ч4 изделие вызывает определенные трудности sQ в процессе его осуществления, так как ело- js женное полотно обладает значительной упругостью и при снятии прижима после нанесения этикетки последняя может отклеиться от полотна.
Цель изобретения - расширение технологических возможностей.
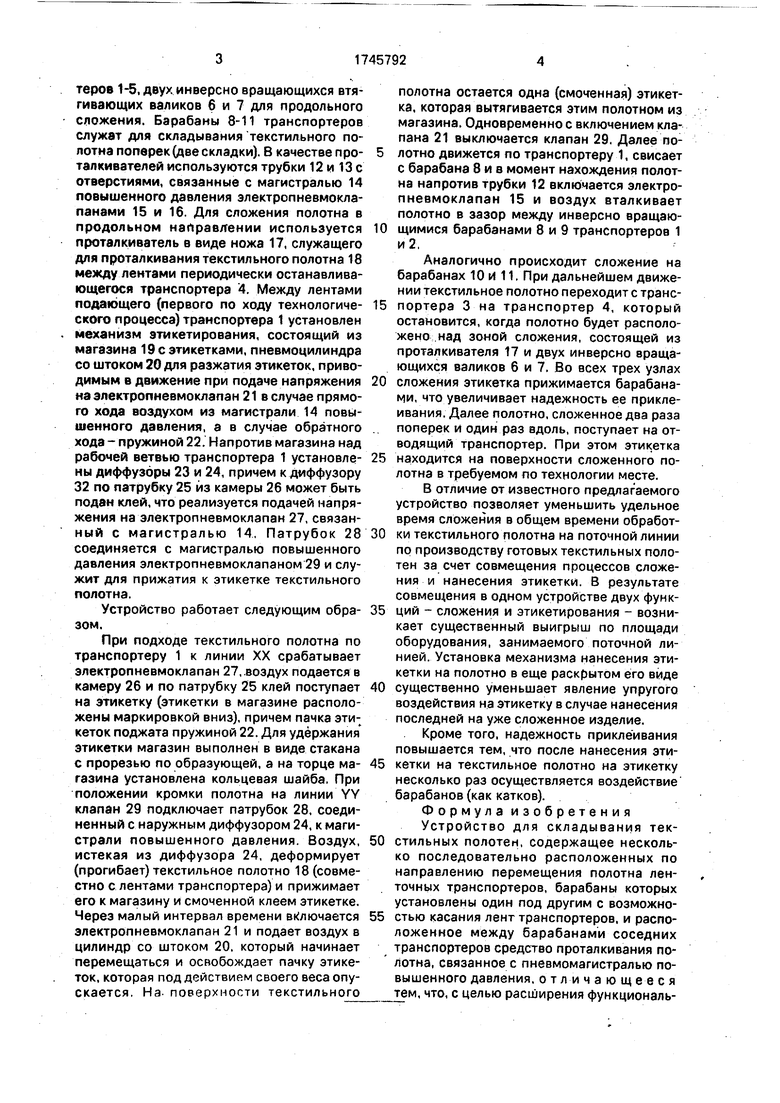
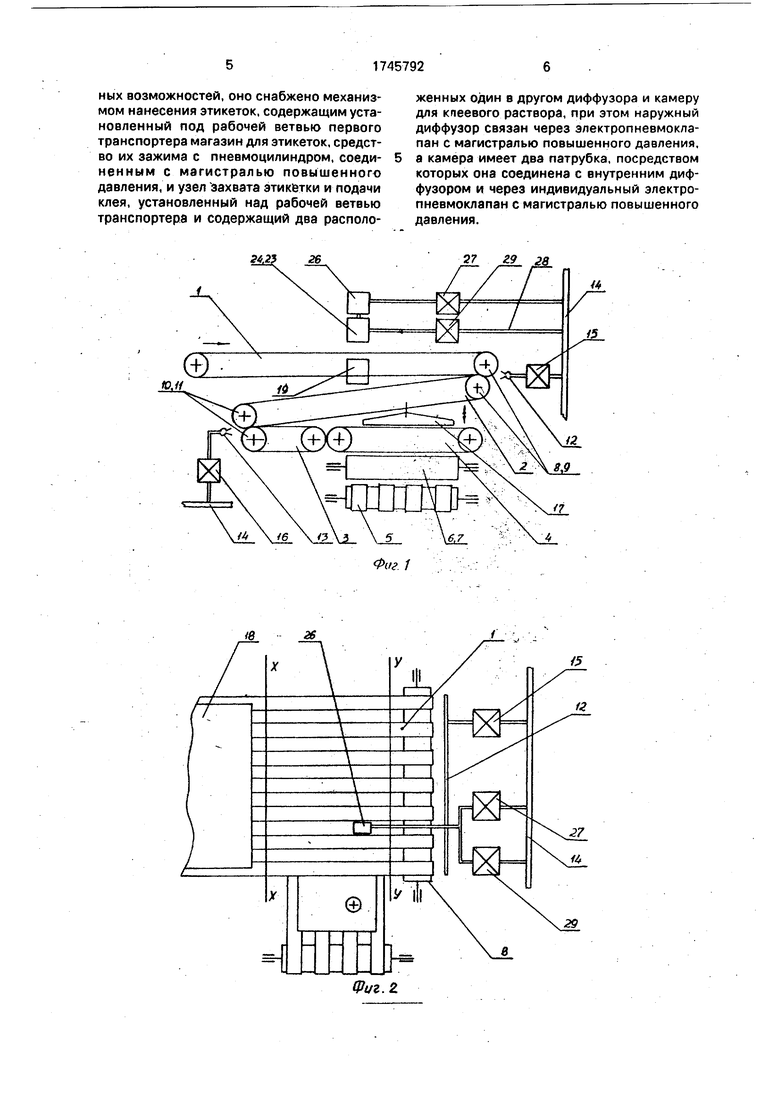
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - узел нанесения этикетки.
Складывающее устройство состоит из расположенных друг под другом транспортеров 1-5, двух инверсно вращающихся втягивающих валиков 6 и 7 для продольного сложения. Барабаны 8-11 транспортеров служат для складывания текстильного полотна поперек (две с кл адки). В качестве п ро- талкивателей используются трубки 12 и 13 с отверстиями, связанные с магистралью 14 повышенного давления электропневмокла- панами 15 и 16. Для сложения полотна в продольном направлении используется проталкиватель в виде ножа 17, служащего для проталкивания текстильного полотна 18 между лентами периодически останавливающегося транспортера 4. Между лентами подающего (первого по ходу технологиче- ского процесса) транспортера 1 установлен механизм этикетирования, состоящий из магазина 19 с этикетками, пневмоцилиндра со штоком 20 для разжатия этикеток, приводимым в движение при подаче напряжения на электропневмоклапан 21 в случае прямого хода воздухом из магистрали 14 повышенного давления, а в случае обратного хода - пружиной 22. Напротив магазина над рабочей ветвью транспортера 1 установле- ны диффузоры 23 и 24, причем к диффузору 32 по патрубку 25 из камеры 26 может быть подан клей, что реализуется подачей напряжения на электропневмоклапан 27, связанный с магистралью 14, Патрубок 28 соединяется с магистралью повышенного давления электропневмоклапаном 29 и служит для прижатия к этикетке текстильного полотна.
Устройство работает следующим обра- зом.
При подходе текстильного полотна по транспортеру 1 к линии XX срабатывает электропневмоклапан 27, воздух подается в камеру 26 и по патрубку 25 клей поступает на этикетку (этикетки в магазине расположены маркировкой вниз), причем пачка эти; кеток поджата пружиной 22. Для удержания этикетки магазин выполнен в виде стакана с прорезью по образующей, а на торце ма- газина установлена кольцевая шайба, При положении кромки полотна на линии YY клапан 29 подключает патрубок 28, соединенный с наружным диффузором 24, к магистрали повышенного давления. Воздух, истекая из диффузора 24, деформирует (прогибает)текстильное полотно (совместно с лентами транспортера) и прижимает его к магазину и смоченной клеем этикетке. Через малый интервал времени включается электропневмоклапан 21 и подает воздух в цилиндр со штоком 20, который начинает перемещаться и освобождает пачку этикеток, которая под действием своего веса опускается. На поверхности текстильного
полотна остается одна (смоченная) этикетка, которая вытягивается этим полотном из магазина. Одновременно с включением клапана 21 выключается клапан 29. Далее полотно движется по транспортеру 1, свисает с барабана 8 и в момент нахождения полотна напротив трубки 12 включается электропневмоклапан 15 и воздух вталкивает полотно в зазор между инверсно вращающимися барабанами 8 и 9 транспортеров 1 и2.
Аналогично происходит сложение на барабанах 10 и 11, При дальнейшем движении текстильное полотно переходит с транс- портера 3 на транспортер 4, который остановится, когда полотно будет расположено над зоной сложения, состоящей из проталкивателя 17 и двух инверсно вращающихся валиков 6 и 7. Во всех трех узлах сложения этикетка прижимается барабанами, что увеличивает надежность ее приклеивания. Далее полотно, сложенное два раза поперек и один раз вдоль, поступает на отводящий транспортер. При этом этикетка находится на поверхности сложенного полотна в требуемом по технологии месте.
В отличие от известного предлагаемого устройство позволяет уменьшить удельное время сложения в общем времени обработки текстильного полотна на поточной линии по производству готовых текстильных полотен за счет совмещения процессов сложения и нанесения этикетки. В результате совмещения в одном устройстве двух функций - сложения и этикетирования - возникает существенный выигрыш по площади оборудования, занимаемого поточной линией. Установка механизма нанесения этикетки на полотно в еще раскрытом его виде существенно уменьшает явление упругого воздействия на этикетку в случае нанесения последней на уже сложенное изделие.
Кроме того, надежность приклеивания повышается тем, что после нанесения этикетки на текстильное полотно на этикетку несколько раз осуществляется воздействие барабанов (как катков).
Формула изобретения
Устройство для складывания текстильных полотен, содержащее несколько последовательно расположенных по направлению перемещения полотна ленточных транспортеров, барабаны которых установлены один под другим с возможностью касания лент транспортеров, и расположенное между барабанами соседних транспортеров средство проталкивания полотна, связанное с пневмомагистралью повышенного давления, отличающееся тем, что, с целью расширения функциональных возможностей, оно снабжено механизмом нанесения этикеток, содержащим установленный под рабочей ветвью первого транспортера магазин для этикеток, средство их зажима с пневмоцилиндром, соединенным с магистралью повышенного давления, и узел захвата этикетки и подачи клея, установленный над рабочей ветвью транспортера и содержащий два расположенных один в другом диффузора и камеру для клеевого раствора, при этом наружный диффузор связан через электропневмокла- пан с магистралью повышенного давления, а камера имеет два патрубка, посредством которых она соединена с внутренним диффузором и через индивидуальный электро- пневмоклапан с магистралью повышенного давления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для складывания текстильных полотен | 1989 |
|
SU1622465A1 |
| Поточная линия для складывания текстильных полотен | 1990 |
|
SU1745793A1 |
| УСТРОЙСТВО ДЛЯ СКЛАДЫВАНИЯ ТЕКСТИЛЬНЫХ ПОЛОТЕН | 1996 |
|
RU2104242C1 |
| СПОСОБ ЭТИКЕТИРОВАНИЯ ТАРЫ (ВАРИАНТЫ) | 1996 |
|
RU2168448C2 |
| Устройство для складывания текстильных полотен | 1990 |
|
SU1744161A1 |
| Устройство для этикетирования предметов | 1987 |
|
SU1530530A1 |
| Устройство для этикетирования предметов | 1987 |
|
SU1500557A1 |
| Устройство для наклейки круговых этикеток на изделия | 1989 |
|
SU1666377A1 |
| Устройство для этикетирования цилиндрических предметов | 1988 |
|
SU1564053A1 |
| МАШИНА ДЛЯ ЭТИКЕТИРОВАНИЯ БУТЫЛОК АКЦИЗНЫМИ МАРКАМИ | 1998 |
|
RU2119879C1 |
Использование: поперечное и продольное сложение текстильных полотен. В устройстве совмещены по времени операции сложения и нанесения этикетки на полотно. Это обеспечивается установкой механизма нанесения этикетки в зоне первого транспортера складывателя так, что одновременно этим механизмом может быть нанесен и клей на этикетку распылением воздуха повышенного давления в диффузоре и осуществлено прижатие этикетки подачей воздуха повышенного давления в диффузор за счет пространственного прогиба несущих поверхностей транспортера с расположенным на нем текстильным полотном 3 ил.
#
15
Фиг.2.
| ПАТРУБОК СИСТЕМЫ КОНДИЦИОНИРОВАНИЯ ВОЗДУХА С ИНТЕГРИРОВАННОЙ ТЕПЛОИЗОЛЯЦИЕЙ, ВЫПОЛНЕННЫЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2823047C1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
