Изобретение относится к области авиационной техники (далее - AT), а именно к системам кондиционирования воздуха AT, в частности к системам воздушного охлаждения.
Из уровня техники известен способ изготовления профильных изделий (в том числе труб) из полимерных композиционных материалов (патент 2133670, опубликованный 27.07.1999) методом пултрузии, при котором получаются профили с постоянными толщиной стенки и формой поперечного сечения. Известен также способ изготовления изделий из стеклопластика на основе эпоксидной клеевой композиции методом вакуумного формования (патент 2230764, опубликованный 20.06.2004). Известные способы изготовления позволяют изготавливать изделия с однородной структурой стенки.
Недостатком известного уровня техники является недостаточная эффективность теплозащиты патрубков и недостаточное обеспечение минимальных тепловых потоков между рабочим телом внутри патрубка и окружающей средой, а так же достаточно большая масса конструкции.
Таким образом, задачей заявленной группы изобретений является устранение недостатков известного уровня техники.
Техническим результатом, на достижение которого направлено заявленное изобретение, является увеличение эффективности теплозащиты патрубков и обеспечение минимальных тепловых потоков между рабочим телом внутри патрубка и окружающей средой, а так же снижение массы конструкции.
Заявленный технический результат достигается использованием в качестве теплоизолятора воздуха, постоянной толщиной воздушного зазора по всей длине патрубка и применением полимерных композиционных материалов для формирования контуров патрубка.
Патрубок системы кондиционирования воздуха выполнен из внешнего и внутреннего патрубков, выполненных различного диаметра и расположенных коаксиально. Внутренний патрубок выполнен из двух деталей в виде полутруб с фланцевыми выступами в местах соединения деталей внутреннего патрубка, на внешних сторонах которых установлены плоские проставки, образующие с торцами фланцевых выступов единую плоскую поверхность, а внешний патрубок выполнен из двух зеркальных деталей, выполненных в виде полутруб, которые соединяются между собой на плоской поверхности, образованной торцами фланцевых выступов и плоских проставок. В пространстве между внешним и внутренним патрубками на расстоянии друг от друга поперек установлены полукольцевые проставки, упирающиеся в плоские проставки. Все соединение внешнего патрубка и его деталей, внутреннего патрубка и его деталей, плоских проставок и полукольцевых проставок осуществляется при помощи клеевого соединения. Детали внешнего и внутреннего патрубков выполнены из полимерного материала.
Расстояние между установленными полукольцевыми проставками между внешним и внутренним патрубками от 200 мм до 400 мм.
Плоские и полукольцевые проставки выполнены из пенопласта с закрытой ячеистой структурой.
Патрубок выполнен с металлизацией.
На внешней поверхности внутреннего патрубка нанесен проводящий материал, от которого сквозь внешний патрубок выходит металлическая пластина.
Способ изготовления заявленного патрубка содержит следующие операции:
- раскраивание заготовки деталей внутреннего патрубка и выполнение их выкладки на оснастку требуемой формы,
- раскраивание заготовки деталей внешнего патрубка,
- вырезка плоских и полукольцевых проставок,
- последовательная склейка деталей внутреннего патрубка, плоских проставок, проводящего материала металлизации, металлической пластины металлизации, полукольцевых проставок и деталей внешнего патрубка.
Склейка деталей патрубка осуществляется при помощи дополнительной оснастки.
Далее более подробно заявленное изобретение поясняется чертежами, на которых:
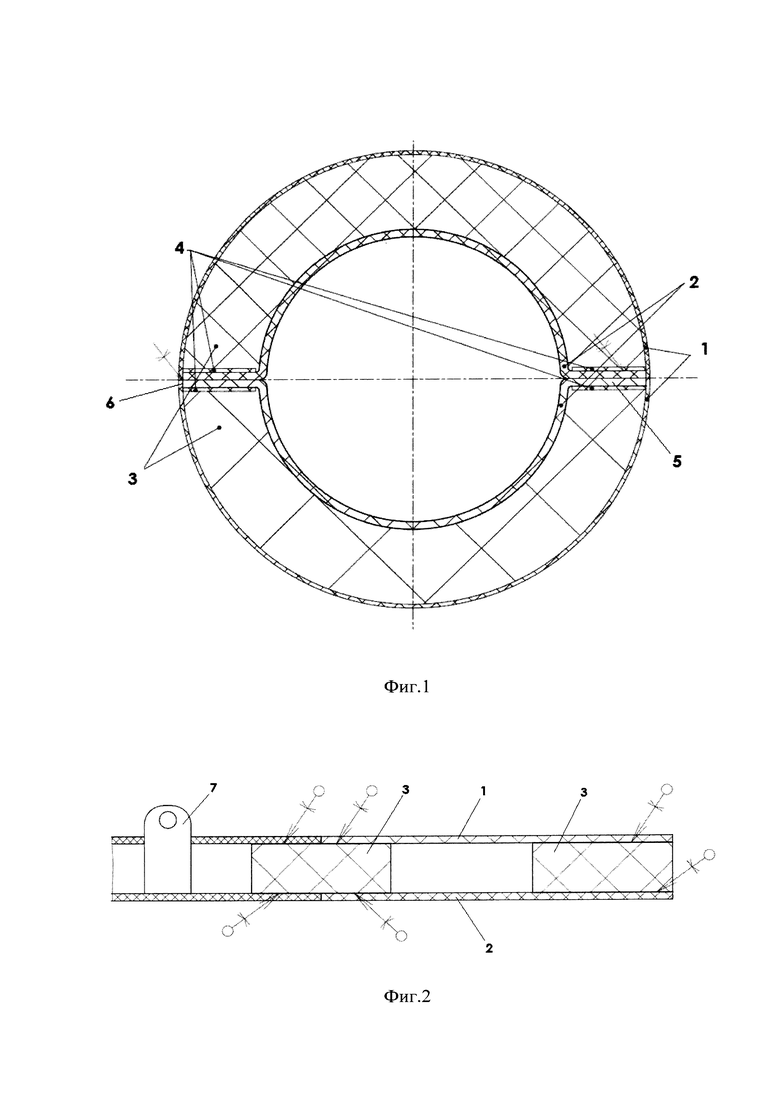
На фиг. 1 представлен поперечный разрез заявленного патрубка.
На фиг. 2 представлен продольный разрез части стенки заявленного патрубка.
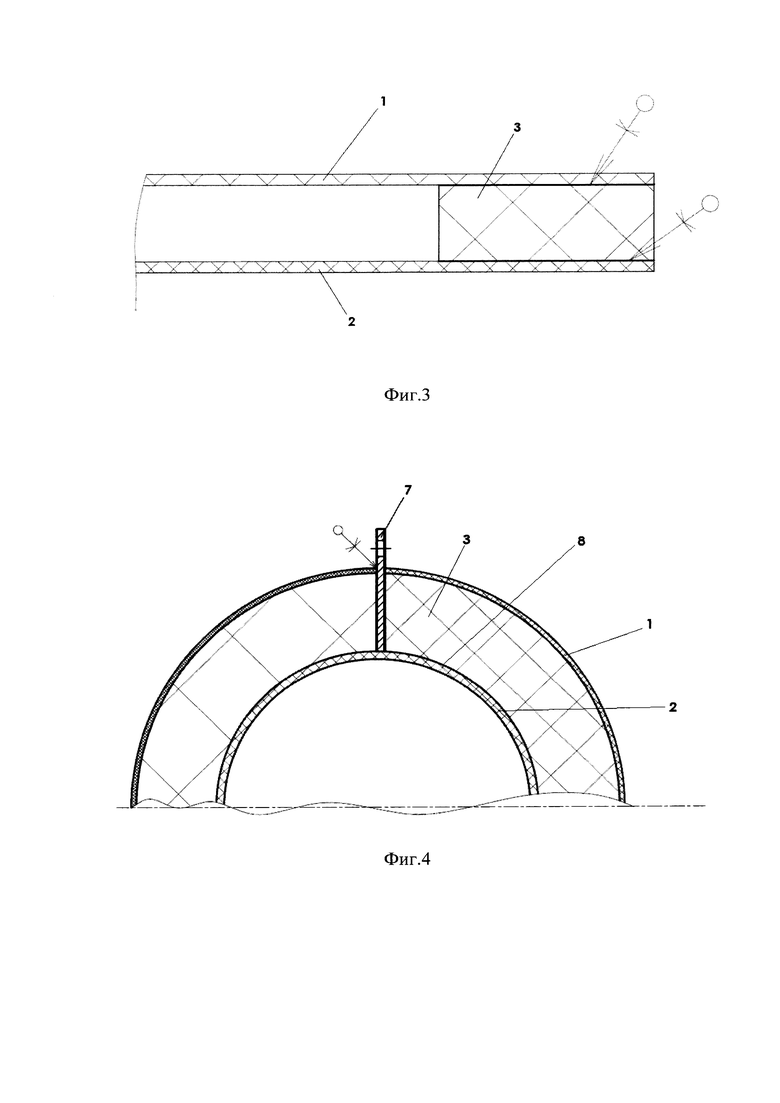
На фиг. 3 представлен разрез части законцовки заявленного патрубка.
На фиг. 4 представлен фрагмент заявленного патрубка с установленной пластиной металлизации.
Заявленный патрубок представляет собой комбинацию внешнего (1) и внутреннего (2) патрубков, полукольцевых проставок (3) и плоских проставок (4).
Внешний (1) и внутренний (2) патрубки имеют разные диаметры и располагаются в заявленном патрубке коаксиально. Внутренний патрубок (2) выполнен из двух одинаковых деталей в виде полутрубы с фланцевыми выступами (5), предназначенными для соединения деталей внутреннего патрубка (2) с образованием внутреннего цилиндрического пространства заявленного патрубка для течения рабочей среды. С внешних сторон фланцевых выступов (5) установлены плоские проставки (4), образующие с торцами фланцевых выступов (5) единую плоскую поверхность (6). Внешний патрубок (1) выполнен из двух зеркальных деталей, выполненных в виде полутруб, которые соединяются между собой на плоской поверхности (6), образованной торцами фланцевых выступов (5) и плоских проставок (4).
При соединении внешнего (1) и внутреннего (2) патрубков образуется заявленный патрубок, имеющий внутреннюю полость для течения рабочей среды постоянного диаметра и постоянное одинаковое пространство между внешним (1) и внутренним (2) фланцами. В пространстве между внешним (1) и внутренним (2) патрубками на расстоянии друг от друга (примерно от 200 мм до 400 мм) поперек установлены полукольцевые проставки (3), которые упираются в плоские проставки (4).
Соединение внешних патрубков (1) между собой, соединение внутренних патрубков (2) между собой, а также крепление заявленного патрубка к элементам каркаса летательного аппарата осуществляется в местах установки полукольцевых проставок (3) (см. фиг. 2).
Толщина внутреннего патрубка (2) рассчитывается исходя из давления рабочей среды, применяемого в системе, а внешнего патрубка (1) - исходя из минимальной технологически реализуемой толщины.
Плоские (4) и полукольцевые (3) проставки выполнены из легкого теплостойкого материала, в качестве которого могут применяться пенопласты с закрытой ячеистой структурой.
Все соединение внешнего патрубка (1), внутреннего патрубка (2), плоских проставок (4) и полукольцевых проставок (3) осуществляется при помощи клеевого соединения.
Для соответствия требованиям ОСТ 1 01025-82 в конструкции заявленного патрубка предусмотрено использование токопроводящей сетки и металлического ушка, выступающего за пределы внешнего патрубка (1), для металлизации собранного трубопровода.
Металлизация заявленного патрубка осуществляется путем нанесения проводящего материала (8) (например, сетки либо фольги) на поверхность внутреннего патрубка (2) в процессе его формования, и последующим выводом в виде металлической пластины (7), касающейся внутреннего патрубка (2) и выведенной между двумя половинками полукольцевых проставок (3).
Заявленный способ изготовления патрубка состоит из следующих операций:
1. Раскраивание заготовки внутреннего патрубка (2) и выполнение их выкладки на оснастку требуемой формы. Для обеспечения точности поверхностей, подлежащих склейке, заготовки деталей внешнего патрубка (1) изготавливают на оснастке от внутреннего патрубка. Для обеспечения формирования припуска на заготовке в радиальном направлении оснастка выполнена в виде пуансона с полуцилиндром в вершине.
2. Формование деталей патрубка производится по типовым технологическим процессам, рекомендованным производителем материала. Вырезка проставок может осуществляться как автоматическим, так и ручным способом.
3. Последовательная склейка деталей внутреннего патрубка, плоских проставок, проводящего материала металлизации, металлической пластины металлизации, полукольцевых проставок и деталей внешнего патрубка.
Склейка деталей заявленного патрубка может быть произведена без вспомогательной оснастки, однако, ее применение может быть обусловлено необходимостью повышения точности позиционирования деталей в особо сложных конфигурациях.
Заявленный способ в отличие от всех известных позволяет изготовить патрубок с интегрированной в конструкцию теплоизоляцией представляющие собой камеру с воздушной полостью, которая обеспечивает качественную теплоизоляцию.
Типовые элементы патрубка могут изготавливаться на универсальных оснастках необходимой формы. При этом, потребная длина каждого элемента может регулироваться путем механической обработки, а направление отводов в пространстве регулироваться взаимной установкой элементов под необходимым углом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ПОЗИЦИОНИРОВАНИЯ И ФИКСИРОВАНИЯ БЛОКА ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ДЛЯ ПРОВЕДЕНИЯ ПРОЦЕССОВ ОБРАБОТКИ ИХ ПОВЕРХНОСТИ | 2023 |
|
RU2816589C1 |
| Теплообменник | 1991 |
|
SU1776962A1 |
| Мембранный блок | 1990 |
|
SU1783208A1 |
| ШТАМП ДЛЯ ПНЕВМОТЕРМИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2016 |
|
RU2630156C1 |
| ДВУМЕРНАЯ МАТРИЦА ЛАЗЕРНЫХ ДИОДОВ И СПОСОБ ЕЁ СБОРКИ | 2021 |
|
RU2757055C1 |
| ОСНАСТКА ДЛЯ СТЕНДОВЫХ ИСПЫТАНИЙ МАГИСТРАЛЬНЫХ НАСОСОВ | 2020 |
|
RU2733795C1 |
| ВХОДНОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2690968C1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2448835C1 |
| Устройство для стабилизации и регулирования давления | 2018 |
|
RU2695241C1 |
| СПИРАЛЬНЫЙ ТЕПЛООБМЕННИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2358218C1 |
Изобретение относится к области авиационной техники, а именно к системам кондиционирования воздуха. Патрубок системы кондиционирования воздуха выполнен из внешнего и внутреннего патрубков, выполненных различного диаметра и расположенных коаксиально. Внутренний патрубок выполнен из двух деталей в виде полутруб с фланцевыми выступами в местах соединения деталей внутреннего патрубка, на внешних сторонах которых установлены плоские проставки, образующие с торцами фланцевых выступов единую плоскую поверхность, а внешний патрубок выполнен из двух зеркальных деталей, выполненных в виде полутруб, которые соединяются между собой на плоской поверхности, образованной торцами фланцевых выступов и плоских проставок. В пространстве между внешним и внутренним патрубками на расстоянии друг от друга поперек установлены полукольцевые проставки, упирающиеся в плоские проставки. Все соединение внешнего патрубка и его деталей, внутреннего патрубка и его деталей, плоских проставок и полукольцевых проставок осуществляется при помощи клеевого соединения. Детали внешнего и внутреннего патрубков выполнены из полимерного материала. Достигается увеличение эффективности теплозащиты патрубков и обеспечение минимальных тепловых потоков между рабочим телом внутри патрубка и окружающей средой, а также снижение массы конструкции. 2 н. и 5 з.п. ф-лы, 4 ил.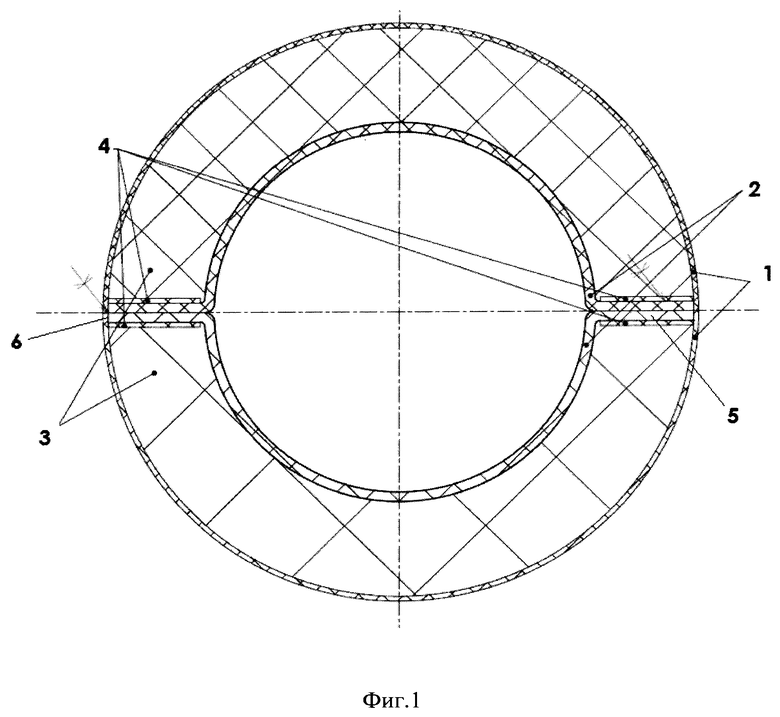
1. Патрубок системы кондиционирования воздуха, характеризующийся тем, что выполнен из внешнего и внутреннего патрубков, выполненных различного диаметра и расположенных коаксиально, причем внутренний патрубок выполнен из двух деталей в виде полутруб с фланцевыми выступами в местах соединения деталей внутреннего патрубка, на внешних сторонах которых установлены плоские проставки, образующие с торцами фланцевых выступов единую плоскую поверхность, а внешний патрубок выполнен из двух зеркальных деталей, выполненных в виде полутруб, которые соединяются между собой на плоской поверхности, образованной торцами фланцевых выступов и плоских проставок, при этом в пространстве между внешним и внутренним патрубками поперек на расстоянии друг от друга установлены полукольцевые проставки, упирающиеся в плоские проставки, кроме того, все соединение внешнего патрубка и его деталей, внутреннего патрубка и его деталей, плоских проставок и полукольцевых проставок осуществляется при помощи клеевого соединения, при этом детали внешнего и внутреннего патрубков выполнены из полимерного материала.
2. Патрубок системы кондиционирования воздуха по п. 1, отличающийся тем, что расстояние между установленными полукольцевыми проставками между внешним и внутренним патрубками от 200 до 400 мм.
3. Патрубок системы кондиционирования воздуха по п. 1, отличающийся тем, что плоские и полукольцевые проставки выполнены из пенопласта с закрытой ячеистой структурой.
4. Патрубок системы кондиционирования воздуха по п. 1, отличающийся тем, что выполнен с металлизацией.
5. Патрубок системы кондиционирования воздуха по п. 4, отличающийся тем, что на внешней поверхности внутреннего патрубка нанесен проводящий материал, от которого сквозь внешний патрубок выходит металлическая пластина.
6. Способ изготовления патрубка по п. 1, отличающийся тем, что содержит следующие операции:
- раскраивание заготовки деталей внутреннего патрубка и выполнение их выкладки на оснастку требуемой формы,
- раскраивание заготовки деталей внешнего патрубка,
- вырезка плоских и полукольцевых проставок,
- последовательная склейка деталей внутреннего патрубка, плоских проставок, проводящего материала металлизации, металлической пластины металлизации, полукольцевых проставок и деталей внешнего патрубка.
7. Способ изготовления патрубка по п. 6, отличающийся тем, что склейка деталей патрубка осуществляется при помощи дополнительной оснастки.
| EP 4000974 А1, 25.05.2022 | |||
| US 11214375 В2, 04.01.2022 | |||
| DE 102010019777 В4, 22.08.2019 | |||
| АЭРОДРОМНЫЙ КОНДИЦИОНЕР | 2008 |
|
RU2410293C2 |
| KR 0101249721 В1, 02.04.2013. | |||

