Цель изобретения -снижениетепловых отерь и повышение усвоения легирующих обавок,
Поставленнап цель достигается тем, что огласно способу внепечной обработки ста- 5 и, включающему корректировку химичекого состава металла введением добавок о шъшГпродувку металла инертным газом чеез погружную фурму, металл продувают нертным газом в течение 20- 60 с до ввода 10 обавок, при своде добавок и в течение 60- 00 с после вводя добавок с заглублением урмы на 0,2-0,5 высоты ковша, а остальное обработки с заглублением фурмы на 0,8-0 9 высоты ковша15
Путем предварительной продувки металла в течение 20-60 с достигается освобождение поверхности шлака от сформировавшейся за время после выпуска плавки до начала вне- печной обработки шлаковой корки, которая 20 препятствует проникновению добавок непосредственно в метал/ При отсутствии такой предварительной прод/вки присаживаемые добавки за счет дополнительного теплоотводэ и частичного смешивания со шлаком формиру- 25 ют конгломерат, времч расплавления которого больше Это вызывает необходимость увеличения длительности обработки для исключения химической неоднородности металла.
Предварительная продувка в течение ме- 30 нее 20 с не позволяет обеспечить освобождение достаточной для введения добавок площади шлака от корки Предварительная продувка в течение бочее СО с приводит к увеличению тепловых потерь ча счет уноса 35 тепла излучением и газами
После предварительной продувки и без ее прекращения в подфурмонную зону, освобожденную or шлаковой корки вводятся корректирующие добавки.40
В течение дальнейших 60-300 с продувки за счет циркуляции металла и соответствующего теплоотвода осуществляется расплавление и усвоение корректирующих добавок. Длительность продувки зависит от 45 вида и массы присаживаемых добавок. При продувке в течение менее 60 с но достигается расплавление добавок, а длительность продувки более 300 с нецелесообразна, так как за это время происходит растворение 50 добавок, дальнейшая продувка вызывает снижение температуры металла
В течение предварительной продувки, ввода добавок и после введения добавок продувку инертным газом осуществляютче- 55 рез фурму, заглубленную на 0 2-0 5 высоты ковша. Это связано с тем, что по высоте ковша после выпуска плавки имеется значительная неравномерность по температуре с более холодными слоями металла в нижней
части ковша, За счет ограничения глубины погружения фурмы обеспечивается вовлечение в процесс плавления и усвоение легирующих только горячими слоями металла, что позволяет ускорить время протекания этого процесса. Кроме того, в этом случае снижаются тепловые потери с отходящими газами и ограничивается зона интенсивного теплоизлучения на поверхности шлака в ковше
При заглублении фурмы менее 0,2 высоты ковша сокращается теплопровод к присаженным добавкам, особенно периферийных местах, что удлиняет время их усвоения и, следовательно, требует больших затрат тепла на обработку При заглублении фурмы более 0,5 высоты ковша происходит вовлечение в процесс нижних, холодиыхслоев металла, что также увеличивает тепловые потери на обработку за счет удлинения времени расплавления добавок. Кроме того, при этом увеличиваются и тепловые потери с отходящими газами, т.к. их температура возрастает.
Такая последовательность внепечной обра ботки позволяет обеспечить более полное усвоение добавок при меньших тепловых потерях,
Дальнейшая продувка металла через фурму, пофуженную на глубину 0,8-0,9 высоты ковша, обеспечивает быстрое усреднение металла по химическому составу и температуре. При погружении металла на глубину менее 0,8 высоты ковша время выравнивания химического состава и температуры увеличивается, т.е медленного вовлечения в циркуляцию периферийных слоев металла, находящихся у днища ковша. При погружении более 0,9 высоты ковша происходит эрозия огнеупоров на днище в месте ввода фурмы, Сопоставительный анализ заявляемого решения с прототипом (2) по1 гзывает, что предложенный способ соответствует критерию новизна, т.к. отличается от известного тем что металл продувают инертным газом в течение 20-60 с до овода добавок, при вводе добавок и в течение 60-300 с после ввода добавок с заглублением фурмы на 0,20,5 высоты ковша, а остальное время обработки с заглублением фурмы на 0,8-0,9 высоты ковша.
Предлагаемый способ опробован при внепечной обработке подшипниковой стали, выпларленной е дуговых печах. После выпуска плавки из ковша отбирали пробу металла для определения его химического состава Далее ковш с металлом транспортировали на установку корректировки химического состава металла. После получения анализа отобранной из ковша пробы определяли количество необходимых добавок.
включали подачу аргона на фурму и производили ее погружение. За время предварительной продувки проводили взвешивание и доставку к ковшу корректирующих добавок. Затем их вводили в подфурменную зону и продолжали продувку металла аргоном. Для контроля хода процесса на ряде плавок отбирали контрольные пробы металла из ковша по ходу продувки. Далее производили заглубление фурмы и дополнительную продувку металла аргоном, которая для всех плавок составляла 1,5 мин. Других изменений в технологию ьыплавкм металла не вносили. Для контроля равномерности распределения элементов осуществляли посифонный отбор проб металла при разливе с определением их химического состава.
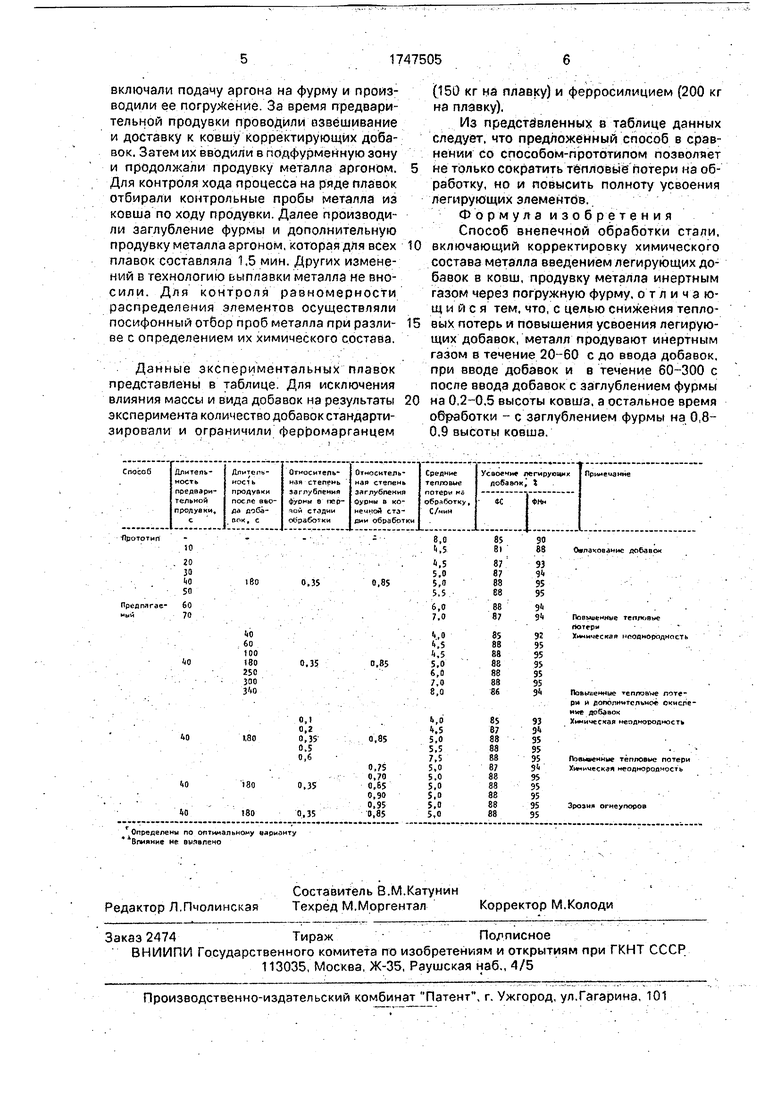
Данные экспериментальных плавок представлены в таблице. Для исключения влияния массы и вида добавок на результаты эксперимента количество добавок стандартизировали и ограничили ферромарганцем
(150 кг на плавку) и ферросилицием (200 кг на плавку).
Из представленных в таблице данных следует, что предложенный способ в сравнении со способом-прототипом позволяет не только сократить тепловые потери на обработку, но и повысить полноту усвоения легирующих элементов.
Формула изобретения Способ внепечной обработки стали,
0 включающий корректировку химического состава металла введением легирующих добавок в ковш, продувку металла инертным газом через погружную фурму, отличающийся тем, что, с целью снижения тепло5 вы потерь и повышения усвоения легирующих добавок, металл продувают инертным газом в течение 20-60 с до ввода добавок, при вводе добавок и в течение 60-300 с после ввода добавок с заглублением фурмы
0 на 0,2-0,5 высоты ковша, а остальное время обработки - с заглублением фурмы на 0,8- 0,9 высоты ковша.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 2005 |
|
RU2302472C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛА В КОВШЕ | 2011 |
|
RU2465339C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2008 |
|
RU2362810C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 1998 |
|
RU2121513C1 |
| СПОСОБ РАФИНИРОВАНИЯ РЕЛЬСОВОЙ СТАЛИ В ПЕЧЬ-КОВШЕ | 2010 |
|
RU2425154C1 |
| Способ обработки жидкого металла в ковше | 1977 |
|
SU673659A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2019 |
|
RU2732840C1 |
| СПОСОБ ВНЕПЕЧНОГО НАГРЕВА СТАЛИ | 1998 |
|
RU2125614C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2006 |
|
RU2334796C1 |
| СПОСОБ ХИМИЧЕСКОГО НАГРЕВА СТАЛИ | 2000 |
|
RU2186126C2 |
Изобретение может быть использовано в черной металлургии, в частности при вне- печной обработке стали. Цель изобретения - снижение тепловых потерь и повышение эффективности обработки. Металл продувают инертным газом в течение 20-60 с до ввода добавок и в течение 60-300 с после вводз добавок с заглублением фурмы нэ 0,2-0,5 высоты ковша, а остальное время обработки - с заглублением фурмы на 0,8-ч 0,9 высоты ковша. 1 табл. металла аргоном через погружную фурму в течение 5-11 мин. Недостатком известного способа являются повышенные тепловые потери на обработку, которые связаны с тем, что присадки подаются на шлаковую корку, которая формируется за время от окончания выпуска до присадки добавок. Это вызывает необходимость увеличения длительности продувки для обеспечения полноценного усвоения добавок и, как следствие, возрастают тепловые потери при обработке. Кроме того интенсивное перемешивание металла в ковше способствует быстрому теплообмену между относительно холодными слоями металла у днища ковша и более горячими верхними слоями, что вызывает более замедленное плавление добавок. В результате требуется более длительная продувка металла аргоном. сл С х| СЛ О сл
Прототип
плгае
10
20 3 liO SO
60 70
1бО
0.35
40 60
too
180 250
300
3 iO
0,35
,85
85
8,0 t.5
6,0 7,0
M
4,5 4,5 5,0 6,0 7,0 8,0
85 81
8;
87 88
88
88 87
85 88 88 88 88 SB 86
90 88
93
94 95 95
94 94
э:
95 95 9S 95
95 94
Ожлэхоелние добавок
Повышенные тепловые
потери
Химическая неоднородность
Повышенные Tennoewe потери и дополнительно окмсле
| Кнюппель Г | |||
| Раскисление и вакуумная обработка стали | |||
| Ч, II | |||
| Основы и технология ковщеаой металлургии (Пер, с нем) | |||
| - М,; Металлургий, 1984, с, 350 | |||
| А Е.Коган и др | |||
| Корректировка химического состава стали в ковше после выпуска, -Сталь, 1990, N° 3, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Изобретение относится к черной металлургии, в частности, к внепечным методам обработки стали, Известен способ продувки металла аргоном через погружную фурму, в соответствии с которым введение газа осуществляется на уровне 50 см от днища ковша, а подача легирующих добавок производится через специальные трубы-рукава | |||
| Недостатком этого способа являются повышенные тепловые потери, которые связаны с интенсивным теплопереносом по всему объему ковша и оголением значительной части поверхности металла за счет раскрытия струи аргона, подаваемого непосредственно от днища ковша | |||
| Наиболее близок к предлагаемому способ корректировки химического состава стали в ковше после выпуска, предусматривающий присадку корректирующих добавок и последующую усреднительную продувку | |||
