Изобретение относится к области черной металлургии, в частности к внепечной обработке стали в ковше, и может быть использовано в сталеплавильных цехах.
В последние годы разработаны промышленные способы химического подогрева стали в ковше за счет тепла экзотерической реакции между кислородом и алюминием, который успешно применяют для исправления холодных плавок.
Обязательными технологическими операциями при осуществлении известных способов химического подогрева являются продувка металла инертным газом до введения в металл кислорода для усреднения температуры стали в ковше; одновременная продувка кислородом и инертным газом для обеспечения прогрева металла на максимально возможную глубину, а также обработка одним инертным газом после окончания продувки кислородом для очищения металла от продуктов окисления алюминия.
Известные решения по осуществлению химического подогрева стали в ковше сложны и громоздки, что затрудняет их внедрение в действующих сталеплавильных цехах, а присущий им общий недостаток, связанный с "закозлением" днища футеровки ковшей при постоянном выпуске металла из сталеплавильного агрегата с пониженной температурой, ограничивает их практическое применение только исправлением единичных холодных плавок.
В настоящее время в зарубежной практике широко применяется способ CaS-OB (1). Устройство для осуществления способа CaS-OB включает футерованный колокол, содержащий течку для присадки гранулированного алюминия, погружаемый в ковш на границу металл-шлак; аспирационную систему и отверстия для ввода в колокол непогружаемой в металл кислородной фурмы. Кислородную фурму располагают над пористой вставкой в днище ковша, через которую подают аргон для перемешивания и оголения металла под кислородной фурмой.
Способ CaS-OB обеспечивает высокую стойкость кислородной фурмы при скорости подогрева стали до 10oC/мин.
К недостаткам известного способа следует отнести сложности его реализации, связанные с необходимостью применения пористых вставок в днищах всего парка ковшей и использованием громоздких колоколов, которые требуют высококачественных огнеупоров и частого их торкретирования. Используемый в данном способе обдув сопряжен с большими дымовыделениями, осложняющими работу аспирации и пылеочистки.
Способ IR-UT исключает применение пористых вставок в днище ковша, заменив их погружаемой фурмой для вдувания аргона и порошкообразных элементов (2,3).
Главным недостатком способа CaS-OB, связанным с удалением зоны прогрева от днища ковша, является быстрое "закозление" днища ковша при систематическом выпуске из плавильного агрегата плавок с пониженной температурой. Настыли металла, образующиеся в этих условиях на днище ковша, не могут расплавиться в процессе химического подогрева из-за удаленности кислородной фурмы от днища ковша и связанной с этим сравнительно низкой температуры металла, омывающего днище котла. Поэтому через две-три плавки из-за "закозления" ковши оказываются непригодными для дальнейшей эксплуатации.
Из-за этого применение способа CaS-OB позволяет снизить среднюю температуру металла, выпускаемого из конвертера, лишь со 1667 до 1657oC, т.е. не более чем на 10oC, что не достаточно эффективно.
Известен более простой и более близкий к предложенному способ подогрева стали в ковше, в котором используется расходуемая многоканальная фурма, которую погружают под уровень металла на глубину 0,15-0,40 высоты столба металла в ковше. Фурма выполнена из огнеупорного материала с заформованными в нем металлическими трубами-каналами, через которые подают кислород. Через эту же фурму по одному из каналов подают или инертный газ, или инертный газ в смеси с кислородом для перемешивания стали. Алюминий для экзотермической реакции в виде проволоки или куска вводят заранее или во время продувки кислородом (4).
Рассредоточенная подача в известном способе кислорода обеспечивает достаточно спокойное протекание реакции окисления алюминия и обеспечивает эффективный подогрев металла в ковше. Так, за 6 мин продувки с расходом O2 42,5 нм3/мин и алюминия 345 кг температура стали в 268-тонном ковше повысилась на 37oC.
Недостатки этого известного способа связаны с использованием многоканальной фурмы, одновременной продувкой стали кислородом и аргоном, а также малым заглублением фурмы в металл.
Использование многоканальной фурмы возможно только при совместной продувке металла кислородом и аргоном, т.к. при продувке одним аргоном каналы, подводящие кислород, мгновенно заметалливаются и фурма оказывается непригодной для продувки кислородом.
Поэтому на практике химический подогрев стали этим известным способом осуществляется с использованием двух фурм, одна из которых подает кислород для подогрева стали, вторая - аргон для выравнивания температуры в объеме ковша и очищения его от продуктов реакции. Так, при реализации фирмой "Bethlehem Steel" способа химического подогрева стали в ковше на заводе Стилтекс установка была оснащена двумя фурмами (для глубинной продувки аргоном и кислородом соответственно) и трайб-аппаратом для ввода алюминиевой проволоки, которая используется в качестве топлива (4). Использование установки двумя фурмами усложняет конструкцию и требует дополнительных расходов аргона и огнеупоров.
Основной недостаток известных способов химического подогрева - "закозление" днища ковша при систематическом выпуске в ковш металла с пониженной температурой характерен также для способа фирмы "Bethlehem Steel", зона подогрева в котором удалена от днища ковша на 0,6 - 0,85 высоты металла в ковше, что позволяет использовать его только для исправления единичных холодных плавок.
Повышение эффективности подогрева в открытых ковшах без изменения качества стали известным способом (5) осуществляется за счет непрерывного ввода алюминия в количестве 0,5-3,0 кг/т в зону истечения аргонокислородной струи, заглубленной в металл на 1/6-4/5 его высоты при соотношении расходов Ar, O2 и Al 1:(5-300):(6-340) и расходе аргона 10-80 нм3/ч. Этот способ позволяет получить удовлетворительное качество металла по неметаллическим включениям без последующей обработки аргоном и высокие скорости подогрева (до 10oC/мин). Однако присущие этому способу недостатки, связанные с использованием закрепляемого на стержне фурмы алюминиевого блока, через канал, в котором подается в металл аргонокислородная смесь, не позволили использовать его для снижения температуры в конвертере. Из-за быстрого расплавления и растворения алюминия из блока в стали (за 30-40 с) фурма укорачивалась на 1,0-1,5 м, в результате чего основное время продувка (60-80%) аргонокислородной смесью проводилась через фурму, заглубленную на 40-50% высоты металла, в ковше, что не позволяло расплавлять настыли на дне ковша, образующиеся при выпуске из конвертера стали с пониженной температурой.
Наиболее близким к описываемому изобретению является способ обработки стали в ковше, включающий ввод алюминия в жидкий металл, продувку металла кислородом через нагружаемую футеровочную фурму с керамическим соплом для подогрева и перемешивания металла со снижением расхода кислорода при перемешивании (заявка RU 94015771, A1, C 21 C 7/00, 27.01.96).
В известном способе исправляют плавки, выплавленные с отклонением от требований технологической инструкции непрерывной разливки, по нижнему пределу температуры металла.
Однако в нем эффективность нагрева металла недостаточна, кроме того, не исключено образование настылей на футеровке ковша из-за низких скоростей истечения кислородной струи из сопла фурмы и расхода кислорода при перемешивании металла.
Задачей описываемого изобретения является создание такого способа обработки стали в ковше, в котором регламентирован ввод кислорода в ковш для обеспечения повышения эффективности обработки стали в ковше.
Это достигается тем, что в известном способе обработки стали в ковше, включающем ввод алюминия в жидкий металл, продувку металла кислородом через погружную футерованную фурму с керамическим соплом для подогрева и перемешивания металла со снижением расхода кислорода при перемешивании металла, по изобретению, кислород подают со скоростью истечения 200-1200 нм3/сек из сопла фурмы, которую погружают в металл на 80-95% высоты ковша, причем при подогреве металла и его перемешивании расход кислорода поддерживают в пределах 0,10-0,30 и 0,01-0,05 нм3/т•мин соответственно.
В предлагаемом способе используется заглубление фурмы на 80-95% в сочетании с большой кинетической энергией газовой струи, соответствующей истечению кислорода из ковша со скоростью 200 1200 нм/с, обеспечивающей эффективное омывание днища ковша горячим металлом, что исключает образование настылей и позволяет, тем самым, понизить среднюю температуру металла в плавильных агрегатах на 30-40oC, что в 3-4 раза эффективнее известных способов химического подогрева стали в ковше.
Применение технического кислорода с расходами 0,01-0,05 и 0,10-0,30 нм3/т•мин с указанными выше параметрами заглубления фурмы и скорости истечения газа при известных расходах кислорода (0,03 нм3/тoC) и алюминия (0,04 кг/тoC) обеспечивает удовлетворительное перемешивание, достаточное для усреднения температуры и химического состава стали в объеме ковша, а также очищения металла от продуктов окисления алюминия, без использования этих целей инертного газа.
Таким образом, использование предлагаемого изобретения исключает необходимость в применении инертного газа и обеспечивает, при сохранении уровня качества металла возможность выпуска из плавильного агрегата металла со средней температурой на 20-30oC ниже, чем при известных способах химического подогрева, что можно характеризовать как существенное отличие.
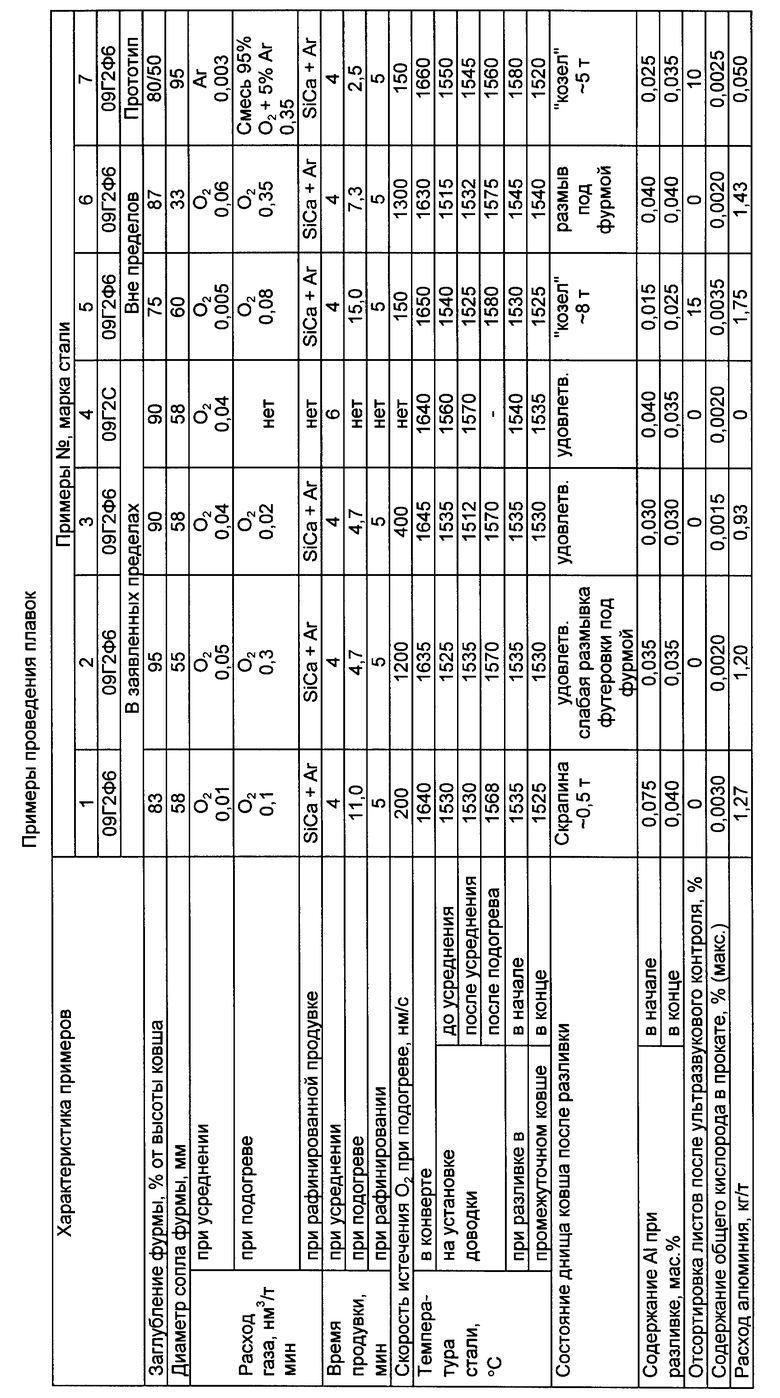
Указанные выше преимущества предполагаемого изобретения подтверждаются примерами N 1-6 (таблица), не исключающих другие решения.
Плавки проводились из стали 09Г2ФБ, выплавляемой в 320-тонном конвертере, разливаемой на МЛНЗ в сляб сечением 1850х800 мм с требуемой температурой в промежуточном ковше 1525-1540oC и рабочей скоростью 0,7-0,8 м/мин. До опробования обработки стали кислородом металл после выпуска в ковш продувался 3-5 мин аргоном в открытом ковше для усреднения химического состава и температуры.
После получения результатов анализа первой пробы металл обрабатывался порошкообразным силикокальцием в струе аргона в количестве 450-550 кг. При обработке силикокальцием в ковш присаживалось 500 кг феррованадия и 140 кг феррониобия и при необходимости корректирующие добавки ферромарганца и алюминия (катанкой через трайб-аппарат). Температура в этом случае перед выпуском из конвертера составляла 1660-1685oC при среднем значении 1670oC и в ковше после внепечной обработки 1540-1575oC при среднем значении 1560oC. Для снижения температуры около 40% плавок охлаждались в коше слябом в течение 5-12 мин. Температура металла в промежуточном ковше находилась в пределах 1515-1545oC и составляла в среднем 1535oC. Из-за низкой температуры до 2% плавок не могли быть разлиты на МНЛЗ и были возвращены в конвертер. Опытные плавки с продувкой кислородом проводились по той же технологии, что описана выше, но имели температуру перед выпуском из конвертера, пониженную на 25-40oC, а также отличались использованием кислорода вместо аргона при усреднительной продувке и подогреве металла в ковше за счет реакции взаимодействия кислорода с растворенным в стали алюминием, вводимым в зону истечения кислородной струи.
Опытные плавки с продувкой кислородом обрабатывались на той же самой аргонной установке с одной погружаемой фурмой, дооборудованной устройством химподогрева стали в ковше. Фурма со стержневой трубой и внутренним диаметром 60 и 34 мм футеровалась стандартными шамотными кольцами и имела керамическое сопло диаметром 58 и 33 мм. Длина фурмы (4,6 м) позволяла опускать ее до днища ковша. Эта фурма без замены использовалась для продувки стали кислородом и порошкообразным силикокальцием в струе аргона.
Примеры N 1-4 относятся к плавкам, проведенным в пределах формулы предполагаемого изобретения, а примеры N 5 и 6 - вне заявляемых пределов. Для сравнения в примере N 7 воспроизведен способ обработки стали смесью кислорода и аргона по выбранному прототипу.
Пример N 1. С нижними пределами расходов кислорода при усреднительной продувке (0,01 нм3/т•мин) и химподогреве (0,1 нм3/т•мин) при скорости истечения O2 из сопла 200 нм/с. Скорость истечения рассчитывалась делением секундного расхода O2 при подогреве на площадь сечения сопла фурмы. Фурма при продувке заглублялась но 80% высоты ковша.
Плавка выпущена из конвертера с температурой 1640oC и после внепечной обработки удовлетворительно разлита на МНЛЗ. Ковш после разливки из-за высокого расположения фурмы имел несущественные настыли в виде скрапины (массой 0,5 т) по периферии днища. Из-за слабого перемешивания металла при усреднительной продувке O2 феррониобий, введенный в ковш в этот период, не успел полностью раствориться в стали и частично осел на дне, о чем свидетельствует некоторая неравномерность содержания ниобия по ходу разливки (0,025% в начале и 0,040% в конце). В целом, плавка по химсоставу удовлетворяла требованиям технических условий на сталь 09Г2ФБ. Листы не имели отсортировки по уровню механических, технологических свойств и дефектам ультразвукового контроля (раскатаны грубые алюмосиликатные включения) при содержании общего кислорода, определяемого методом вакуумплавления на приборе "Бальцерс", 0,003%, что не превышает обычного уровня в листах стали 09Г2ФБ, выплавленной без обработки кислородом в ковше.
Пример N 2. Плавка с верхними пределами расходов кислорода при усреднительной продувке (0,05 нм3/т•мин) и подогреве (0,3 нм3/т•мин) при скорости истечения O2 из сопла 1200 нм/с. Плавка выпущена из конвертера с температурой 1635oC, не имела замечаний по разливке и качеству листов. Повышенный расход O2 при усреднительной продувке привел к увеличению температуры металла в ковше за 4 мин с 1525 до 1535oC, т.е. 10oC. Такое повышение температуры может быть нежелательно для плавок, не требующих подогрева. Большие заглубления фурмы (95%) и скорость истечения O2 из сопла фурмы привели к несущественному размыванию кирпичной футеровки днища под фурмой.
Пример N3. Плавка проведена внутри заявленных пределов расходов кислорода на усреднительную продувку и подогрев при скорости истечения струи из сопла 400 нм/с. Ковш после разливки имел удовлетворительное состояние, днище без настылей и размывания. Листы не имели отсортировки по механическим свойствам и УЗК и отличались низким содержанием общего кислорода, 0,0015%.
Пример N 4. Плавка из-за высокого содержания серы в пробе после усреднительной, с присадкой феррониобия и феррованадия, продувки переведена в марку 09Г2С, которая не обрабатывается порошкообразным силикокальцием. Плавка не требовала дополнительного подогрева и разливалась непосредственно после усреднительной продувки кислородом внутри заявленных пределов (0,04 нм3/т•мин). Удовлетворительный уровень механических свойств, отсутствие отсортировки листов при УЗК и низкое содержание общего кислорода подтвердили возможность полной замена аргона при усреднительной продувке и корректировке химсостава на кислород.
Пример N 5. Плавка проведена за нижними пределами расхода кислорода при усреднительной продувке (0,005 нм3/т•мин), подогреве (0,08 нм3/т•мин) и заглублении фурмы на 75% высоты ковша при скорости истечения O2 из сопла при подогреве 150 нм/с. Из-за практически полного отсутствия перемешивания металла в ковше при усреднительной продувке присаженный феррониобий в значительной части осел на дно и остался нерастворенным даже после 15 мин подогрева, что недопустимо в производстве. Малое заглубление фурмы и низкие скорости истечения кислорода при подогреве привели к образованию "козла" ~8 т на днище ковша и при практически нормальной температуре металла после внепечной обработки. Листы, из последних по ходу разливки слябов, были отсортированы при УЗК. Таким образом, снижение заглубления фурмы, расходов кислорода и скорости истечения струи кислорода из сопла ниже заявленных пределов недопустимо из-за "закозления" ковша и ухудшении качества макроструктуры листов.
Пример N 6. Плавка проведена вне верхних пределов расхода кислорода на усреднительную продувку и подогрев при скорости истечения O2 при подогреве 130 нм/с и глубине погружения фурмы на 97%. Недостатком такой обработки явились существенный подогрев стали при усреднительной продувке, что недопустимо для плавок, не требующих подогрева, размывание футеровки днища ковша под фурмой, требующее проведения холодного ремонта.
Пример N 7. Воспроизведена сравнительная плавка, проведенная нами по способу внепечной обработки, принятому за прототип. В данном случае футерованная фурма для подогрева имела на конце закрепленную на стержне футерованную цилиндрическую отливку диаметром 400 мм, высотой 1200 мм, массой 300 кг с отверстиями для прохождения кислорода диаметром 90 мм. Такая конструкция фурмы не позволяла использовать ее для усреднительной продувки. Поэтому усреднительная продувка проводилась аргоном через обычную фурму. Через эту же фурму после подогрева проводилась обработка стали порошкообразным силикокальцием в струе аргона. Подогрев металла через кислородную фурму проводился кислородно-аргонной смесью (95% и 5% соответственно) при начальном ее заглублении в ковше на 88%, расходах смеси 0,35 нм3/т•мин и скорости истечения 150 нм/с. Из-за быстрого расплавления алюминиевого блока продолжительность подогрева составила 2,5 мин, после чего резко увеличилось бурление металла в ковше и продувка была прекращена. В результате расплавления блока заглубление фурмы снизилось с 80% до 50%. Малое заглубление фурмы и низкие скорости истечения газовой смеси не позволили омывать днище горячим металлом и избежать, тем самым его "закозления". После разливки в ковш остался козел массой ~ 5 т, что не позволило использовать этот ковш для повторного выпуска в него металла из конвертера с пониженной температурой. Поэтому подогрев металла по способу-прототипу, также как и при использовании других известных способов-аналогов, может применяться только при снижении температуры металла в конвертере на 10-15oC с исправлением подогревом единичных плавок вместо снижения температуры металла в конвертере на 30-40oC с подогревом 35-40% плавок при обработке стали предложенным нами способом в заявленных пределах. В этом заключается принципиальное отличие заявленного способа, которое может быть характеризовано как существенная новизна.
Другими преимуществами предлагаемого способа являются простота его реализации без существенных капитальных затрат, в том числе на действующих в сталеплавильных цехах аргонных установках с одной фурмой; технологичность, связанная с возможностью последовательной обработки металла кислородом, аргоном и порошкообразными реагентами без замены фурмы, умеренное бурление металла в ковше при подогреве, не требующее снижения массы плавки и накрывания крышками; малое дымовыделение (5-8 кг за продувку, в основном FeO), не требующее переоборудования аспирационных систем аргонных установок.
В процессе усреднительной продувки стали и ее подогреве O2 содержание C, Mn, Nb, V, S, P, N практически не изменяется, содержание кремния снижается на 0,01-0,03%. Дополнительный расход алюминия на подогрев увеличивается на 0,04 кг/oC•т, что близко к данным, получаемым при использовании известных способов химического подогрева стали в ковше.
Поплавочные затраты алюминия при использовании предлагаемого способа в технологии составляют 0-1,5 кг/т.
Эти дополнительные затраты перекрываются экономией от снижения расхода чугуна, увеличения стойкости футеровки конвертера, практического исключения охлаждения металла в ковше слябами, стабилизации разливки и повышения качества поверхности и макроструктуры слябов.
Источники информации
1. Способ Ca5, СaS-OB. Г.Шольте, В.Пульвермахер, Т.Юлич. "Черные металлы", N 23, 20.11.1989 г.
2. Новый процесс внепечной обработки стали. Экспресс-информация. Черметинформация. Черная металлургия. Вып. 4, М. 1990 г.
3. Установка IR-UT для обработки стали в ковше с регулированием температуры. Р.Ж. "Металлургия", N 12, 12B497, M., 1991 г.
4. Черная металлургия капиталистических и развивающихся стран в 1988 г. Обзорная информация. Черметинформация. Черная металлургия, вып. 9, М., 1991 г.
5. А.С. N 1344811, СССР, МКИ C 21 С 7/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства стали | 1987 |
|
SU1544814A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 1990 |
|
RU2034037C1 |
| Способ выплавки рельсовой стали | 1983 |
|
SU1089149A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1995 |
|
RU2100447C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЛЕГИРОВАННОГО МЕТАЛЛИЧЕСКОГО РАСПЛАВА | 2004 |
|
RU2349647C2 |
| Способ выплавки и внепечной обработки стали | 1990 |
|
SU1744122A1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 1992 |
|
RU2031138C1 |
| СПОСОБ РАСКИСЛЕНИЯ И ЛЕГИРОВАНИЯ СТАЛИ | 1992 |
|
RU2031137C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 2006 |
|
RU2333255C1 |
| Способ выплавки стали в конвертере с комбинированной продувкой | 1988 |
|
SU1557171A1 |
Изобретение относится к области металлургии, в частности к обработке металла, например, газом. Способом предусматривается ввод алюминия в жидкий металл, перемешивание стали и ее подогрев кислородом, вводимым через погруженную в металл футерованную фурму с керамическим соплом. При перемешивании и подогреве металла расход кислорода поддерживают в пределах 0,01-0,05 и 0,10-0,30 нм3/т•мин соответственно. Фурму погружают в металл на 80-95% высоты ковша. Кислород подают со скоростью истечения из сопла 200-1200 нм/с. Изобретение позволяет за счет регламентируемого ввода кислорода в металл снизить расход чугуна, исключить образование настылей, снизить среднюю температуру металла в плавильных агрегатах на 30-40oС, повысить эффективность процесса обработки стали в ковше. 1 табл.
Способ обработки стали в ковше, включающий ввод алюминия в жидкий металл, продувку металла кислородом через погружную футерованную фурму с керамическим соплом для подогрева и перемешивания металла со снижением расхода кислорода при перемешивании металла, отличающийся тем, что кислород подают со скоростью истечения 200 - 1200 нм/с из сопла фурмы, которую погружают в металл на 80 - 95% высоты ковша, причем при подогреве металла и его перемешивании расход кислорода поддерживают в пределах 0,10 - 0,30 и 0,01 - 0,05 нм3/т • мин соответственно.
| RU 94015741 A1, 27.01.96 | |||
| RU 95108422 A1, 20.01.97 | |||
| RU 95111528 A1, 05.07.97 | |||
| Способ раскисления стали алюминием | 1986 |
|
SU1341214A1 |
| Способ получения основной стали | 1974 |
|
SU521320A1 |
| Фурма для продувки металла и обработки его монолитным углеродом (ее варианты) | 1983 |
|
SU1182084A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ОЗОНА | 2004 |
|
RU2285061C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ МЕТАЛЛИЧЕСКИХ СТЕРЖНЕЙ | 0 |
|
SU296708A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Обзорная информация | |||
| Черметинформация | |||
| - М.: Черная металлургия, вып.9, 1991 | |||
| Установка R - ИТ для обработки стали в ковше с регулированием температуры | |||
| М.: Р.Ж.Металлургия, N 12, 1991, реф.карточка 12В497 | |||
| Новый процесс внепечной обработки стали | |||
| Экпрессинформация | |||
| Черметинформация | |||
| М.: Черная металлургия, вып | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Шольте Г | |||
| и др | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| - Черные металлы, N 23, 20.11.1989г. | |||
