Изобретение направлено на автоматизацию процессов обработки печатной корреспонденции на почтовых предприятиях, в отделениях Связи, в частности к комплектованию периодической печати для отправки ее подписчикам, опорным пунктам, доста- вочным участкам, и может быть использовано в полиграфии для брошюровки изданий из отдельных листов, а также в делопроизводстве при наборе комплектов документов.
Известен способ комплектования корреспонденции, в соответствии с которым
одноименную печатную корреспонденцию, размещенную в стопах, перемещают под действием собственного веса и дополнительной силы (грузовой пластинки) к зоне сепарации, где экземпляры корреспонденции отделяют от соответствующих стоп, транспортируют их в зону формирования наборов и формируют набор. После того, как корреспонденция для одного подписчика собрана вместе, ее разгружают, путем приложения к середине набранной пачки внешнего толкающего усилия с помощью приводной пластины, имеющей возвратноVJ
СЛ О
VI
Јь 00
поступательное перемещение и обжимают его с боковых сторон, путем протягивания через мерный паз, длина которого равна ширине газеты и проставляют на наружной стороне газеты и журнала номер почтового ящика, для которого они подобраны Подобранные для подписчика газеты и журналы или отбирают вручную для доставки, или с помощью кассет, размещенных на конвейере доставляются к месту назначения.
Однако данный способ не обеспечивает качественной комплектации корреспонденции при его использовании, в частности в автоматическом режиме он не исключает возможности получения при сепарации сдвоенных экземпляров или, наоборот, пропуск экземпляров, что приводит к переполнению или недостаче экземпляров в наборе. При протягивании сформированного набора через мерный паз не исключена возможность повреждения отдельных экземпляров корреспонденции из-за различной толщины протягиваемых наборов и постоянного размера паза. Таким образом, из-за рассмотренных недостатков известный способ может быть использован при небольших скоростях комплектации, что снижает производительность. Малопроиз- водительность способа связана также и с тем, что за один цикл формируется набор только для одного подписчика, а перегибание сформированного набора и распечатывание индекса адресата проводятся раздельно во времени с формированием набора, а о готовности набора для выполнения сгибания судят по поступлению в формируемый набор наиболее отдаленного от зоны формирования экземпляра.
Известно устройство для автоматической сортировки печатной корреспонденции, содержащее магазины для размещения печатной корреспонденции, снабженные грузовыми пластинами, устройства поштучной выдачи (валики с приводами), установленные над подающим транспортером, на выходе которого установлено приемноформирующее устройство, с приспособлением для сгибания и складывания набора в виде приводной пластины, установленной с возможностью перемещения в пазу приемноформирующего устройства.
Известное устройство имеет низкие надежность, качество комплектования печатной корреспонденции и производительность. Кроме этого, при увеличении числа одновременно сортируемых газет и журналов, оно становится громоздким, протяженным, занимающим большую производственную площадь, а среднее время формирования набора увеличивается пропорционально количеству сортируемой корреспонденции. Размещение магазинов (емкостей с корреспонденцией) над транспортером увеличивает трудоемкость по смене и загрузка корреспонденции в емкости.
Наиболее близким к предлагаемому устройству по технической сущности и достигаемому результату является устройство для
0 сепарации и транспортировки плоских предметов, обеспечивающее поштучное извлечение из стопы, подающихся в зону сепарации экземпляров, и транспортировку их с определенным шагом Это устройство
5 содержит питатель, подающий транспортер, удерживающую стеику, удерживающий элемент со средствами его утапливания, пластину, сепаратор в виде вакуумной камеры с отверстиями и бесконечной ленты с
0 отверстиями, соответствующими отверстиям в камере
Известное устройство повышает качество сепарации и предназначено для сепарации (поштучной выдачи) только
5 письменной корреспонденции, т. е. предметов, обладающих достаточной жесткостью, чтобы отключить, например, удерживающий элемент в процессе присасывания предмета к бесконечной ленте. Однако для
0 сепарации газет оно не предусмотрено и при использовании не обеспечивает надежного отделения единичного экземпляра газеты от стопы.
Цель изобретения - повышение надеж5 ности сепарации мягкой печатной корреспонденции, например, газет.
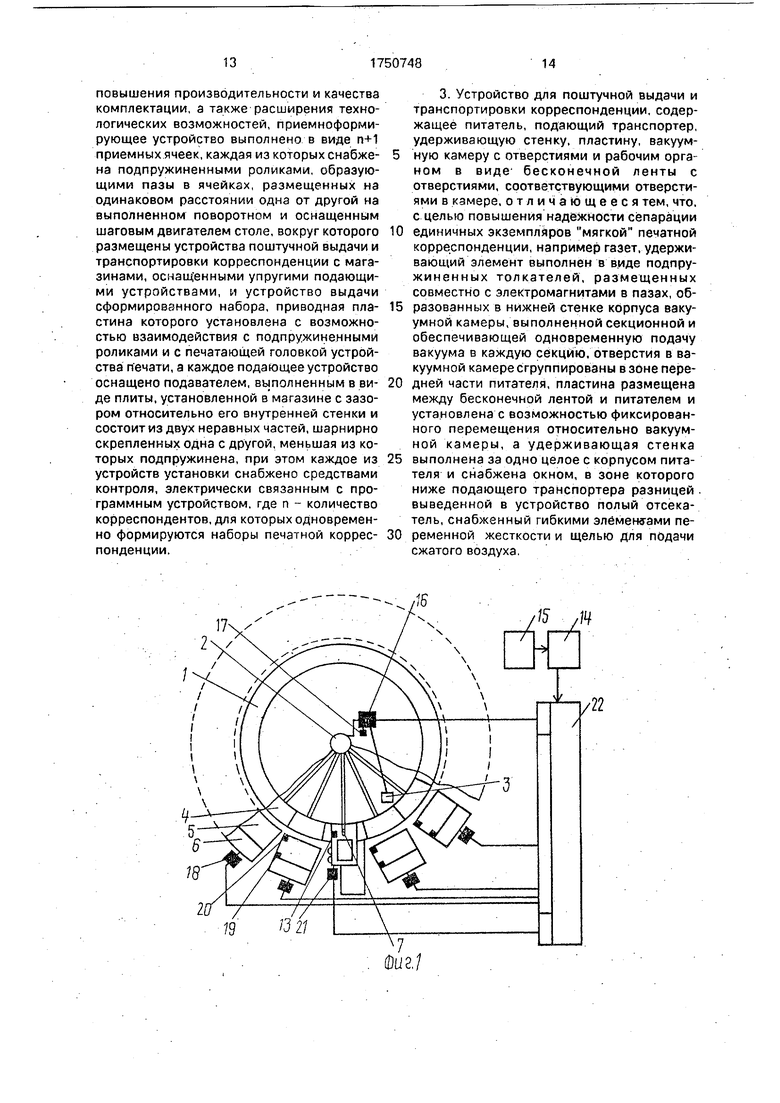
На фиг, 1 изображена блок-схема установки с программным управлением; на фиг 2 - устройство поштучной выдачи и транс0 портировки газет с магазином, разрез; на фиг. 3 - то же, вид сверху, кожух условно снят; на фиг 4 - разрез А-А на фиг. 3 (в уменьшенном масштабе); на фиг. 5 - устройство выдачи сформированного набора га5 зет.
Установка (фиг. 1) состоит из поворотного стола 1, оснащенного шаговым двигателем 2 и устройством 3 позицирования. На столе 1 на одинаковом расстоянии друг
0 от друга размещены приемные комплектующие ячейки 4. Вокруг стола 1 установлены устройства 5 поштучной выдачи и транспортировки корреспонденции, магазины 6 с корреспонденцией (газетами), устройство 7
5 выдачи сформированного набора (разгрузки), содержащее приводную пластину 8 (фиг. 5), имеющую возможность перемещаться в пазу 9, образованном подпружиненными роликами 10, прикрепленными к ячейке 4. Пластина 8 дополнительно имеет
возможность взаимодействия с печатающей головкой 12 устройства 13 (фиг, 1) печати, установленной по ходу движения пластины 8 (фиг. 5).
Система программного управления (фиг. 1) содержит микроЭВМ 14 с устройством 15 внешней памяти (подготовка базы данных для сортировки газет проводится на больших ЭВМ при проведении подписной компании), блок 16 управления поворотом стола с датчиком 17, блок 18 управления поштучной выдачей газет с датчиком контроля 19 и 20 блок управления выдачей сформированного набора и печати (разгрузкой), блок 22 сопряжения с ЭВМ 14. Магазин 6 (фиг. 2) для размещения сортируемой корреспонденции состоит из контейнера 23, установленного на подвижной платформе 24. Внутри контейнера 23 размещен подаватель 25 с пневмоприводом (в качестве привода может быть использована тарированная пружина). Плита 26 подавателя 25 выполнена из 2-х неравных частей, шарнир- но скрепленных друг с другом: основной 27, связанной с подавателем 25 и дополнительной 28, подпружиненной относительно основной 27. Плита 26 установлена в контейнере 23 с зазором а для обеспечения возможности поджатия свисающих концов 29 газет. Контейнер 23 представляет из себя коробчатый профиль, задняя стенка 30 которого сьемная, а передняя стенка 31 имеет окно 32, размер которого по вертикали примерно равен проекции согнутого конца 29 газеты на стенку 31. Окно 32 обращено в сторону ячейки 4, оснащенной роликами 10, которые дополнительно облицованы эластичным материалом.
Устройство для поштучной выдачи и транспортировки корреспонденции (фиг. 2, 3, 4) состоит из вакуумной камеры 33 С отверстиями 34, вокруг которой расположена бесконечная лента 35 с приводом (не показан) и с отверстиями 36. Камера 33 выполнена секционной с одновременным созданием разряжения в каждой секции, В углублениях 37 расположены подпружиненные толкатели 38, приводимые в действие электромагнитами 39. Снизу вакуумной камеры 33 размещена пластина 40, имеющая фиксированное перемещение относительно камеры 33 и образующая щель 41 для прохода ленты 35, состоящей из нескольких ветвей. Питатель 42 может крепиться непосредственно к корпусу камеры 33 или к магазину 6, или выполняться за одно целое с магазином 6. Питатель 42 в верхней части имеет окно 32, образующее совместно с лентой 35 и подающим транспортером 43 приемную щель 44. Транспортер 43 оснащен шаговым двигателем 45 и расположен напротив приемного окна 46 ячейки 4 В зоне приемной щели 44 установлен отсека- тель с гибкими элементами 47, обладающи- 5 ми переменной жесткостью и отверстием 48 для прохода сжатого воздуха.
Разделение бесконечной ленты 35 и пачки газет в питателе осуществляется с помощью программоуправляемого меха0 низма 49, выполненного на электромагнитах.
Способ с помощью предлагаемой установки осуществляется следующим образом,
5 Снимают заднюю стенку 30 контейнера 23 (фиг. 2). Полученные из типографии пачки газет укладывают на плиту 26 подавателя 25, находящегося в крайнем нижнем положении, при этом газеты в стопе ориентиру0 ют сгибок к передней стенке 31 контейнера 23. На некоторое время включают привод подавателя 25, который нагруженный стопой газет поднимается. Под действием веса газет дополнительная подпружиненная
5 часть 28 плиты 26, преодолевая действие пружины, поворачивается и концы 29 газет свешиваются в образовавшуюся щель между стенкой 31 и частью 28 плиты 26, частично расцепляясь друг с другом по кромкам (сги0 бам). Эффект расцепления усиливают, путем поджатия свисающих концов 29 газет в направлении перпендикулярном перемещению стопы к передней стенке 31, фиксируют их в этом положении стенкой 30 и
5 закрепляют последнюю. Снова включают привод подавателя 25. Подаватель 25 поднимается до упора верхней части стопы газет в пластину 40. В процессе перемещения от соприкосновения со стенкой 31 верхние
0 экземпляры газет дополнительно расцепляются по переднему краю, а-самый верхний, попадая в зону окна 32 питателя 42, освобождается от контакта со стенкой 31. Снаряженный таким образом магазин 6
5 перемещают к устройству 5 поштучной подачи и транспортировки газет, расположенному над магазином 6. Подобным образом снаряжают все магазины 6, входящие в установку, МикроЭВМ 19, получая с устройст0 ва 15 внешней памяти информацию, подготовленную в ВЦ по исходным данным проведенной подписки на периодические издания, выполняет синхронное управление поворотом стола 1 (на одну позицию)
5 управляет работой механизмов выдачи одного экземпляра корреспонденции, механизмами выдачи и перегибания сформированного набора и печатью.
В каждой из ячеек 4 поворотного стола 1 при прохождении их от первоначальной
рабочей позиции (зоны накопления) в позицию разгрузки сформированного набора происходит подборка из газет различных наименований с набором для индивидуальных конкретных подписчиков в соответствии с программой (ячейка 4 является как бы абонентским ящиком конкретного подписчика).
После фиксации ячейки 4 в первоначальной позиции срабатывает датчик 17 фиксации поворотного стола 1. Блок 16 управления поворотом стола 1 передает сигнал в ЭВМ 14, которая по линиям связи передает сигнал на соответствующие блоки 18 управления подачей газет.
Напротив ячеек 4 установлены устройства 5 поштучной выдачи и транспортировки корреспонденции с магазинами 6, загруженными корреспонденцией. После поступления сигнала от ЭВМ 14 блок 18 управления выдачей газет вырабатывает сигналы управления механизмами 49, электромагнитами 39, двигателями бесконечной ленты 35 и транспортера 43, вакуумной камерой 33.
После срабатывания электромагнитов 39 и отвода толкателей 38 от стопы газет, происходит прилипание одного экземпляра газеты к бесконечной ленте 35 за счет вакуумного разрежения через отверстие 36 в бесконечной ленте 35. Отведение прижимных планок 49 позволяет начать транспортирование газеты в сторону ячейки 4, расположенной на поворотном столе 1. Датчик 19 контролирует выход газеты из магазина 6, а датчик 20 контролирует окончание процесса выброса газеты в ячейку 4 поворотного стола 1.
Более подробно эти приемы способа комплектования осуществляются следующим образом.
При включенной камере 33 и запущенной бесконечной ленте 35 из-за того, что отверстия 34 в камере 33 сгруппированы в зоне передней части магазина 6 (питателя 42), верхний экземпляр корреспонденции (газеты) начинает своей передней частью перемещаться вверх и одновременно смещаться относительно стопы газет. При прилипании передней части экземпляра к движущейся ленте 35 срабатывает датчик, по сигналу которого электромагниты 39 освобождают толкатели 38, которые, перемещаясь под действием пружин, входят в соприкосновение со стопой газет, находящейся в упруго поджатом состоянии к пластине 40 и отжимают заднюю часть стопы от пластины 40. Это отжатие и небольшое сотрясение стопы газет также способствуют расцеплению смежных экземпляров в стопе
друг от друга по передней части и удержанию нижележащего экземпляра в стопе. Настройка и отработка механизмов сепарации и подачи осуществляется заранее. Одним из
средств настройки является пластина 40, имеющая возможность фиксированного изменения местоположения относительно камеры 33 в вертикальном и горизонтальном направлениях, например, с помощью про0 кладок или пазов, или чс помощью других известных регулировочных и крепежных средств.
Перечисленные здесь и ранее приемы и средства расцепления и удержания экземп5 ляров в стопе обеспечивают надежную сепарацию единичных экземпляров без поднастройки устройств,
В случае, если двойная сепарация все- таки произошла и лишний экземпляр отде0 ляется от стопы совместно с сепарируемым, дальнейшее отделение его от сепарируемого облегчено, так как он прилипает к сепарируемому со смещением по передней кромке из-за ранее проведенных приемов
5 по снаряжению магазина 6. На пути сдвоенных экземпляров установлены гибкие элементы 47, которые при перемещении своими кромками воздействуют на эти элементы 47, а так как сцепление лишнего эк0 земпляра с сепарируемым в области его переднего края меньше, чем сепарируемого с лентой 35, а гибкие элементы 47 имеют переменную жесткость, то они препятствуют прохождению лишнего экземпляра, а
5 струя воздуха из отверстия 48 разделение ленты 35 на ветви и упругие свойства элементов 47 способствуют расцеплению и отделению лишнего экземпляра от сепарируемого и удержанию его в контейнере 23
0 магазина 6. В дальнейшем он сепарируется , также, как и первый,
В случае двойной сепарации датчики 19 и 20, контролирующие прохождение экземпляров по передней и задней кромкам, дают
5 сигнал о двойной сепарации и прерывают работу вакуумной камеры 33 и ленты 35.
После сепарации единичный экземпляр, освобождаясь от действия вакуумных присосок (отверстий) 34 и 36, отпадает от
0 ленты 35 и падает на транспортер 43, с помощью которого он попадает в зону действия датчика 20 и направляется в приемное окно 46 ячейки 4. Таким образом работают все магазины 6 и устройства 5 поштучной
5 выдачи и транспортировки газет составляющие установку, с помощью которой осуществлен способ комплектации.
После полной и правильной отработки выброса одной газеты блок 18 управления поштучной выдачей газет (фиг. 1) вырабатывает сигнал готовности, который поступает через блок 22 сопряжения в ЭВМ 14. Управляющая ЭВМ 14 анализирует поступление сигналов готовности от всех блоков 19, на которые поступила команда включение. Если все блоки 19 подтвердили готовность, то ЭВМ 14 согласно записанной программе вырабатывает сигналы управления поворотным столом 1 через блок 16 управления поворотом стола 1. Сигнал, поступивший в блок 16, вырабатывает сигналы управления шаговым двигателем 2 стола 1 (с учетом ускорения программным путем на начальной стадии и торможения на конечной стадии движения). При подходе очередной ячейки в зону накопления срабатывает датчик 17 фиксации стола. Срабатывание датчика 17 через блок 18 включает электромагнитный фиксатор (на чертеже не показан) точного позиционирования стола 1. После точной фиксации стола 1 в следующей позиции блок 16 вырабатывает сигнал готовности для ЭВМ 14. Таким образом, процесс комплектования ячейки 4 корреспонденцией будет продолжен во второй позиции. ЭВМ 14, воспринимая сигнал от блока 16 и анализируя исходную базу данных для под- писчика, выдает (или не выдает) сигнал на блоке 18 управления поштучной выдачей газет и процесс повторяется.
С помощью рассмотренных средств: устройств и блоков управления, осуществляется периодическая смена зон накопления в пределах зоны формирования наборов, путем прерывистого ( с помощью шагового двигателя) перемещения формируемых в ячейках 4 наборов между транспортными потоками разноименной корреспонденции с заданным шагом по замкнутой траектории движения, одной из позиций которой является позиция разгрузки. При поступлении в зону разгрузки ячейку 4, обошедшую все транспортные потоки корреспонденции (устройства поштучной выдачи и транспортировки корреспонденции) освобождают от сформированного набора с помощью программно управляемой пластины 8, при этом все устройства 5 настраивают на работу, при которой время, затрачиваемое на сепарацию и транспортировки корреспонденции в ячейку 4, было бы меньше, чем время, затрачиваемое на разгрузку сформированного набора из ячейки 4, т е. чтобы в процессе разгрузки, которая осуществляется одновременно и параллельно с работой устройств 5 выброс корреспонденции в ячейки 4 был бы закончен и не препятствовал повороту стола 1 после осуществления вывода пластины 8 из паза 9 и отвода ее от стола 1.
Как уже отмечалось параллельно и одновременно с устройствами 5 после прихода ячейки 4 из первоначальной позиции в позицию разгрузки начинает работать про- 5 граммно-управляемый исполнительный механизм разгрузки сформированного ячейкой 4 и устройствами 5 набора корреспонденции (отсюда количество ячеек и выбрано на единицу больше количества
0 корреспондентов, для которых одновременно набирается разноименная корреспонденция). По команде ЭВМ 14 начинается движение пластины 8 (фиг. 5), которая, проходя через пазы в ячейке 4 сгибает подо5 бранные для одного подписчика газеты и при прохождении набором печатающего устройства 13 ЭВМ 14 вызывает печатание адреса корреспондента на корешке газеты матричным печатающим устройством или
0 устройством струйной печати. После окончания возврата поступательного движения пластины 8 срабатывает датчик (не показан), подтверждающий окончание работы устройства 7 выдачи сформированного на5 бора и устройства 13 печати. Управляющая ЭВМ 14 анализирует поступление сигналов от всех блоков управления 16, 18, 21. Если все они подтвердили готовность, то ЭВМ 14 согласно записанной программе
0 вырабатывает сигналы управления поворотным столом 1 через блок 16 и процес- сы комплектования и разгрузки продолжаются.
Более подробно предыдущий этап спо5 соба осуществляется следующим образом. Включается привод пластины 8, например, шаговый двигатель. Пластина 8 начина- t ет перемещаться и входить в контакт с набором подобранной корреспонденции и
0 увлекает его за собой в паз. В дне ячейки и в момент подхода к роликам 10 двигатель программно тормозится, скорость перемещения пластины 8 уменьшается, ролики 10, вступившие в контакт с набором, начинают
5 вращаться, сгибая совместно с пластиной 8 набор пополам и уплотняют его обкатыванием вокруг пластины 8. В зависимости от толщины набора ролики 10 смещаются, увеличивая или уменьшая величину, образуе0 мого ими паза 9, и за счет пружин плотно прижимаются к наружной стороне набора. Усилие пружин роликов 10 и скорость пластины 8 выбирают опытным путем для обес- печения сохранности (исключения
5 повреждения) разгружаемых наборов. При дальнейшем перемещении разгрузочная пластина 8 с набором проходит печатающую головку 12 (фиг. 5) устройства 13 печати (фиг. 1), место размещения которой выбирают из условия, чтобы набор еще не вышел из
контакта с роликами 10 (ролики 10 удерживают его от выпадения и освобождения от пластины 8). При прохождении пластиной 8 зоны печатающей головки 12 по сигналу датчика (не чертеже не показан), установленного в этой зоне, распечатывают на наборе условный индекс корреспондента, хранящийся в устройстве 15 внешней памяти. При этом обеспечивают относительную неподвижность точки печатания (чтобы не было размазывания символов), используя, например, известные высокоскоростные средства печати.
Комплект корреспонденции с напечатанным адресом может поступать в кассету, расположенную на транспортере и направляется в места назначения.
Устройства поштучной выдачи и транспортировки одноименной корреспонденции могут быть установлены попарно в потоке и переключаться по мере расходования корреспонденции в магазинах.
Установка может быть оснащена смежными магазинами, в соответствии с чем магазины устанавливают на поворотной платформе и связывают с приводом поворотного стола.
Установка может быть оснащена дополнительными устройствами поштучной выдачи и транспортировки располагаемыми вокруг внутренней поверхности поворотного стола, выполненного кольцевой формы,
Установка может быть оснащена визуальными и световыми средствами, связанными с используемыми датчиками и сигнализирующими о нормальной работе конкретного устройства или о сбое в работе.
Перечисленные предложения расширяют возможности предлагаемого изобретения.
Однако и без этих дополнений способ, установка и устройство обеспечат при использовании надежное и качественное комплектование корреспонденции одновременно для нескольких корреспондентов с высокой производительностью в автоматическом режиме.
Устройство для поштучной выдачи и транспортировки корреспонденции, встраиваемое в установку, может работать и автономно с другими средствами, объединенными в другие конфигурации и при использовании обеспечит надежное, без повреждений отделение единичного экземпляра газеты или другой мягкой документации от стопы и передачу ее по назначению и предотвратит двойную операцию.
Каждое из устройств, составляющих установку просто в наладке и обслуживании, а установка, яегко переналаживаемая и управляемая, в целом компактна и занимает небольшую производственную площадь.
Формула изобретения
1. Способ комплектования печатной
корреспонденции, в соответствии с которым одноименную корреспонденцию, размещенную в стопах, перемещают к зоне сепарации, отделяют экземпляры от стопы
и транспортируют их в зону формирования наборов, сформированный набор сгибают путем приложения к середине набора толкающего усилия и обжима его с боковых сторон, распечатывают условный индекс и
выдают для отправки корреспонденту, отличающийся тем, что, с целью повышения производительности и качества комплектации, корреспонденцию, размещенную в стопах, перемещают к зоне сепарации под
действием упругой силы, при этом смежным экземплярам в стопе обеспечивают свиса- ние передних концов, принудительно поджимают свисающие концы экземпляров в направлении, перпендикулярном перемещению корреспонденции к зоне сепарации, а сепарацию осуществляют начиная с передней части экземпляра, причем в процессе сепарации передней части экземпляра на упруго поджатую стопу корреспонденции
воздействуют внешней силой в направлении, обратном перемещению стопы к зоне сепарации, зону формирования наборов разделяют на зоны накопления и зону разгрузки, в пределах зоны формирования зоны накопления корреспонденции периодически сменяют путем прерывистого перемещения формируемых наборов между транспортными потоками разноименной корреспонденции с, заданным шагом по
замкнутой траектории движения, об окончании формирования набора судят по его поступлению в зону разгрузки, обжим набора осуществляют переменным усилием, а время транспортировки корреспонденции в зоны накопления выбирают меньше времени выдачи сформированного комплекта корреспонденции.
2. Установка для комплектования печатной корреспонденции, содержащая магазин для размещения корреспонденции с подающими устройствами, устройства поштучной выдачи и транспортировки корреспонденции, приемно-формирующее устройство, устройство выдачи сформированного набора в виде приводной пластины, установленной с возможностью перемещения в пазу приемно-формирую- щего устройства, устройство печати, запоминающее и программное устройство и стол, отличающаяся тем, что, с целью
повышения производительности и качества комплектации, а также расширения технологических возможностей, приемноформи- рующее устройство выполнено в виде п+1 приемных ячеек, каждая из которых снабже- на подпружиненными роликами, образующими пазы в ячейках, размещенных на одинаковом расстоянии одна от другой на выполненном поворотном и оснащенным шаговым двигателем столе, вокруг которого размещены устройства поштучной выдачи и транспортировки корреспонденции с магазинами, оснащенными упругими подающими устройствами, и устройство выдачи сформированного набора, приводная пла- стина которого установлена с возможностью взаимодействия с подпружиненными роликами и с печатающей головкой устройства печати, а каждое подающее устройство оснащено подавателем, выполненным в ви- де плиты, установленной в магазине с зазором относительно его внутренней стенки и состоит из двух неравных частей, шарнирно скрепленных одна с другой, меньшая из которых подпружинена, при этом каждое из устройств установки снабжено средствами контроля, электрически связанным с программным устройством, где п - количество корреспондентов, для которых одновременно формируются наборы печатной коррес- понденции.
3. Устройство для поштучной выдачи и транспортировки корреспонденции, содержащее питатель, подающий транспортер, удерживающую стенку, пластину, вакуумную камеру с отверстиями и рабочим органом в виде бесконечной ленты с отверстиями, соответствующими отверстиями в камере, отличающееся тем, что. с целью повышения надежности сепарации единичных экземпляров мягкой печатной корреспонденции, например газет, удерживающий элемент выполнен в виде подпружиненных толкателей, размещенных совместно с электромагнитами в пазах, образованных в нижней стенке корпуса вакуумной камеры,выполненной секционной и обеспечивающей одновременную подачу вакуума в каждую секцию, отверстия в вакуумной камере сгруппированы в зоне передней части питателя, пластина размещена между бесконечной лентой и питателем и установлена с возможностью фиксированного перемещения относительно вакуумной камеры, а удерживающая стенка выполнена за одно целое с корпусом питателя и снабжена окном, в зоне которого ниже подающего транспортера разницей . выведенной в устройство полый отсека- тель, снабженный гибкими элементами переменной жесткости и щелью для подачи сжатого воздуха,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплектации печатной корреспонденции | 1987 |
|
SU1416210A1 |
| Машина для набора комплектов печатной корреспонденции | 1990 |
|
SU1747201A1 |
| Устройство для комплектации печатной корреспонденции | 1980 |
|
SU967593A1 |
| Устройство для комплектации печатной корреспонденции | 1976 |
|
SU612723A1 |
| Устройство управления процессом сортировки почтовой корреспонденции | 1987 |
|
SU1570801A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| УСТРОЙСТВО ДЛЯ НАБОРА ПЕЧАТНОЙ КОРРЕСПОНДЕНЦИИ | 1991 |
|
RU2009721C1 |
| Устройство для набора комплектов печатной продукции | 1989 |
|
SU1715699A1 |
| Устройство для автоматической сортировки и комплектации газет и журналов | 1980 |
|
SU980866A1 |
| Устройство для набора комплектов печатной продукции | 1981 |
|
SU988373A1 |


Изобретение относится к области комплектования печатной корреспонденции на предприятиях связи при отправке их адресатам и позволяет повысить производительность и качество комплектации, надежность сепарации единичных экземпляров мягкой корреспонденции, в частности газет. Способ состоит втом, что одноименную корреспонденцию, размещенную в стопах, перемещают под действием внешней силы к зоне сепарации, отделяют экземпляры от стопы и транспортируют их в зону формирования наборов, где сформированный набор сгибают, распечатывают условный индекс и направляют корреспонденту. Для перемещения стоп корреспонденции к зоне сепарации используют упругую силу. Для обеспечения расцепления смежных экземпляров в стопе в процессе ее перемещения свисающие передние концы экземпляров принудительно поджимают, т. е. упруго деформируют. Кроме этого, для расцепления экземпляров и исключения их возможного повреждения сепарацию осуществляют начиная с передней части экземпляра, а также используют дополнительную внешнюю силу, действующую в направлении, обратном упругой силе. Дополнительная внешняя сила может быть использована для разделения стопы от зоны сепарации, т, е. от зоны действия вакуумных присосок. 3 с. п. ф-лы, 5 ил СО С
17
19 Я 21
ff /W
V
Фиг/
в
сго
|
тг
Ь -Н
н
I
| Устройство для автоматической сортировки газет и журналов | 1976 |
|
SU636043A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
