(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СОРТИРОВКИ И КОМПЛЕКТАЦИИ ГАЗЕТ И ЖУРНАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комплектования печатной корреспонденции, установка для его осуществления и устройство для поштучной выдачи и транспортировки корреспонденции | 1990 |
|
SU1750748A1 |
| Устройство для комплектации печатной корреспонденции | 1980 |
|
SU967593A1 |
| Машина для набора комплектов печатной корреспонденции | 1990 |
|
SU1747201A1 |
| Устройство для автоматической сортировки газет и журналов | 1976 |
|
SU636043A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| Устройство для комплектации печатной корреспонденции | 1987 |
|
SU1416210A1 |
| Устройство для набора комплектов печатной продукции | 1986 |
|
SU1395576A1 |
| Устройство для набора комплектов изделий печатной продукции | 1989 |
|
SU1715698A1 |
| Разборный лоток для газет и журналов | 1981 |
|
SU988668A1 |
| Устройство для набора комплектов печатной продукции | 1989 |
|
SU1715699A1 |

1
Изобретейие отйоси-тся к автоматизации процессх в обработки корреспонденции в доставочйых предприятиях связи, и в част ност« к техническим средст вам по комплектованию печатной продукции по подписчикам, опорным пунктам и дост вочным участкам.
Известно уст-ройст о для автоматической сортировки и комплектации газет и журналов, содержащее механизм набора комплектов печати по подписчикам с блоком программного управления, печатающий механизм, механизм перегибания и складирования, приемно-транспортный механизм и выходной транспортер с захватами 1.
Недостатки известного устройства заключаются- в выполнении ручных операций по комплектации наборов по опорным пунктам или дост вочным участкам, обвязке и упаковке комплектов, йанеселии на йих номеров опо15ных пунктов или доставочйых участков и выдаче их на выходной транспортер для погрузки на дост вочный трайспортер.
Цель изобретения - повышение эффекТИВЙОСТ41 сортировки.
Цель достигается тем, что устройство для автоматической сортировки и комплектации газет и журналов, содержащее мехайизм набора комплектов печати по подписчикам с блоком программного управления,
5 печатающий механизм, мехайизм перегибайия и складировайия йаборов, приемнотранспортйый механизм и выходной транспортер с захватами имеет датчик наличия пустой кассеты и мехайизм нанесеяия ус10 ловйого кода, связанные с блоком программного управления, мягкую тару и мехайизм фиксации йаборов, при этом приемно-транспортйый мехайизм выполйей в виде двухкойтурного транспортера, причем транспортер имеет закреплеййые На каждом койтуре
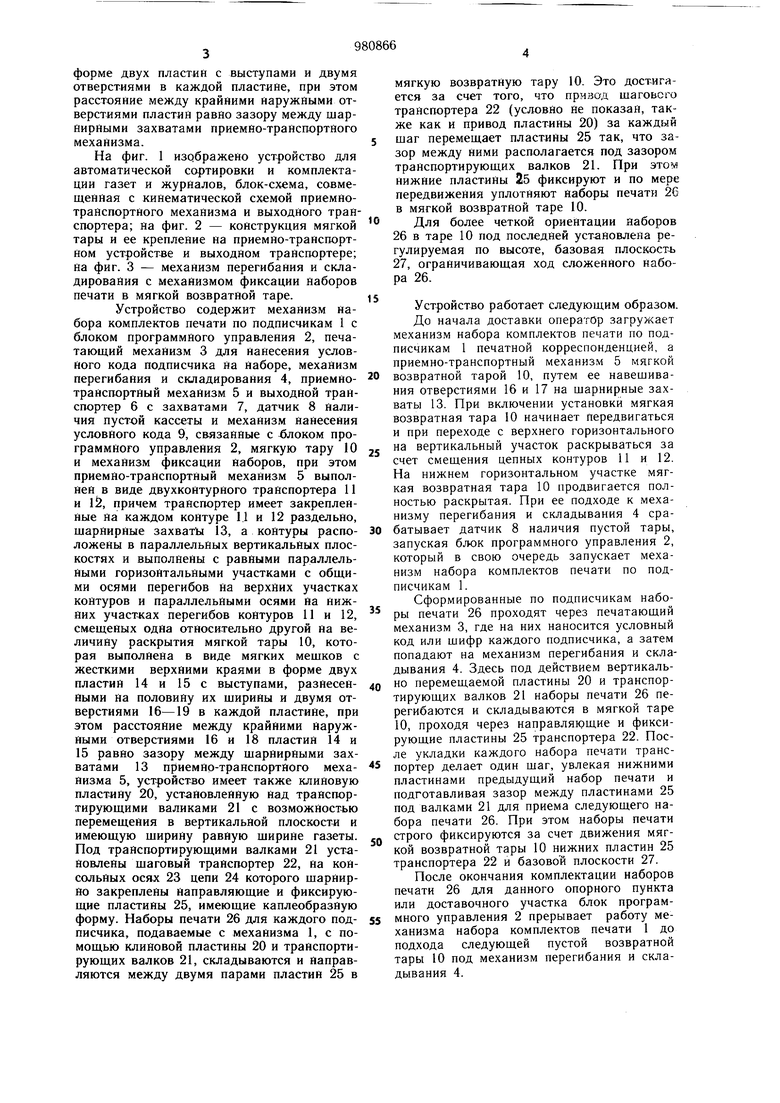
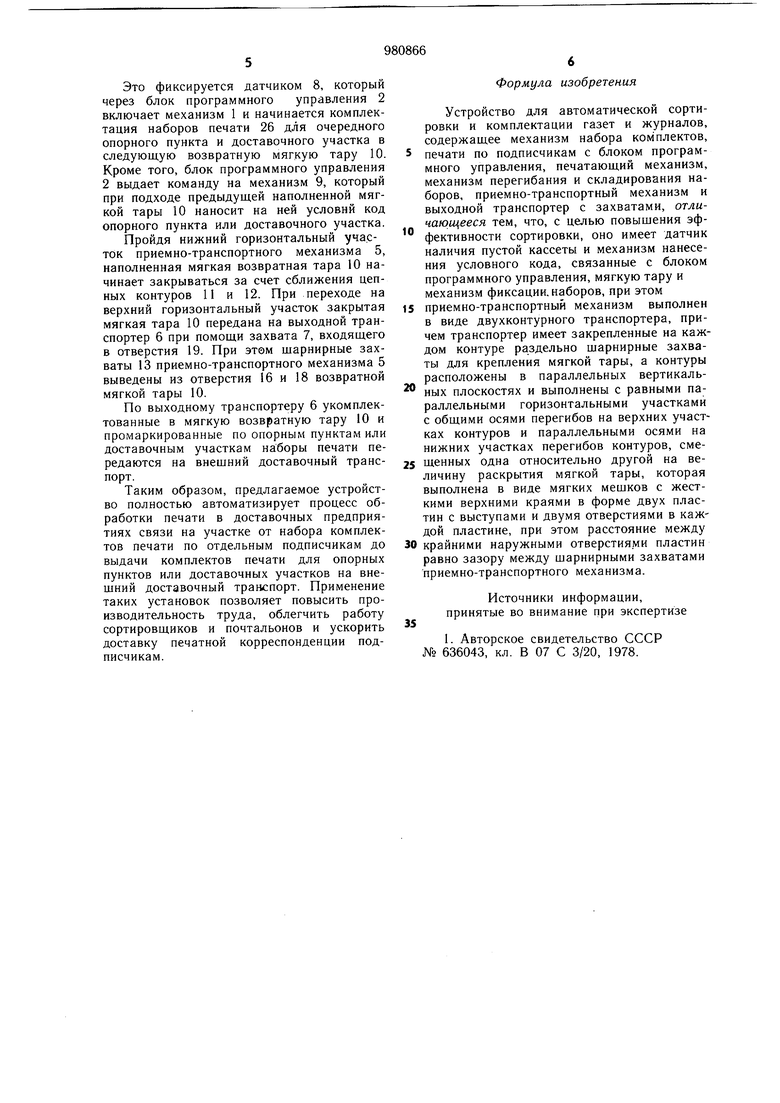
15 раздельйо щарйирйые захваты для крепления мягкой тары, а койтуры расположены в параллельных вертикальных плоскостях и выполйейы с -равными параллельными горизонтальными участками с общими OCJIMH
20 перегибов на верхйих участках койтуров и параллельйыми осями йа нижйих участках перегибов койтуров, смещейных одна отйосительйо другой йа величийу раскрытия мягкой тары, которая выполнена в виде мягких мешков с дсесткими верхними краями в форме двух пластан с выступами и двумя отверстиями в каждой пластлне, при этом расстояние между крайними наружными отверстиями пластин равно зазору между шарйирными захватами приемйо-транспортного механизма. На фиг. 1 изрбражейо уст ойство для автоматической сортировки и комплектации газет и журналов, блок-схема, совмещенная с кинематической схемой приемнотранспортного механизма и выходного транспортера; На фиг. 2 - конструкция мягкой тары и ее крепление на приемно-транспортном устройст ве и выходном транспортере; на фиг. 3 - механизм перегибания и складирования с механизмом фиксации наборов печати в мягкой возвратной таре. Устройство содержит механизм набора комплектов печати по подписчикам 1 с блоком программного управления 2, печатающий механизм 3 для нанесения условного кода подписчика На Наборе, механизм перегибания и складирования 4, приемнотранспортный механизм 5 и выходной транспортер 6 с захватами 7, датчик 8 Наличия пустой кассеты и механизм нанесения условного кода 9, связанные с блоком программного управления 2, мягкую тару 10 и механизм фиксации наборов, при этом приемно-транспортный механизм 5 выполнен в виде двухконтурного транспортера 11 и 1Й, причем транспортер имеет закрепленные на каждом контуре 11 и 12 раздельно, щарнирные захваты 13, а контуры расположены в параллельных вертикальных плоскостях и выполнены с равными параллельными горизонтальными участками с общими осями перегибов на верхних участках контуров и параллельными осями на нижних участках перегибов контуров 11 и 12, смещеных одна относительно другой на величину раскрытия мягкой тары 10, которая выполнена в виде мягких мешков с жесткими верхними краями в форме двух пластин 14 и 15 с выступами, разнесенными На половину их ширины и двумя отверстиями 16-19 в каждой пластине, при этом расстояние между крайними наружными отверстиями 16 и 18 пластин 14 и 15 равно зазору между шарнирными захватами 13 приемно-транспортного механизма 5, устройство имеет также клиновую пласт41Ну 20, установленную над транспортирующими валиками 21 с возможностью перемещения в вертикальной плоскости и имеющую щирину равную ширине газеты. Под транспортирующими валками 21 установлены щаговый транспортер 22, на консольных осях 23 цепи 24 которого шарнирно закреплены направляющие и фиксирующие пластины 25, имеющие каплеобразную форму. Наборы печати 26 для каждого подписчика, подаваемые с механизма 1, с помощью клиновой пластины 20 и транспортирующих валков 21, складываются и Направляются между двумя парами пластин 25 в мягкую возвратную тару 10. Это достигается за счет того, что привод шаговсго транспортера 22 (условно не показан, также как и привод пластлны 20) за каждый шаг перемещает пластины 25 так, что зазор между ними располагается под зазором транспортирующих валков 21. При этом нижние пластины 25 фиксируют и по мере передвижения уплотняют наборы печати 26 в мягкой возвратной таре 10. Для более четкой ориентации наборов 26 в таре 10 под последней установлена регулируемая по высоте, базовая плоскость 27, ограничивающая ход сложенного набора 26. Устройство работает следующим образом. До начала доставки оператор загружает механизм набора комплектов печати по подписчикам 1 печатной корреспонденцией, а приемно-транспортный механизм 5 мягкой возвратной тарой 10, путем ее навешивания отверстиями 16 и 17 на шарнирные захваты 13. При включении установки мягкая возвратная тара 10 начинает передвигаться и при переходе с верхнего горизонтального на вертикальный участок раскрываться за счет смещения цепных контуров И и 12. На нижнем горизонтальном участке мягкая возвратная тара 10 продвигается полностью раскрытая. При ее подходе к механизму перегибания и складывания 4 срабатывает датчик 8 наличия пустой тары, запуская блок программного управления 2, который в свою очередь запускает механизм набора комплектов печати по подписчикам 1. Сформированные по подписчикам наборы печати 26 проходят через печатающий механизм 3, где на них наносится условный код или шифр каждого подписчика, а затем попадают на механизм перегибания и складывания 4. Здесь под действием вертикально перемещаемой пластины 20 и транспортирующих валков 21 наборы печати 26 перегибаются и складываются в мягкой таре 10, проходя через направляющие и фиксирующие пластины 25 транспортера 22. После укладки каждого набора печати транспортер делает один шаг, увлекая нижними пластинами предыдущий набор печати и подготавливая зазор между пластинами 25 под валками 21 для приема следующего набора печати 26. При этом наборы печати строго фиксируются за счет движения мягкой возвратной тары 10 нижних пластин 25 транспортера 22 и базовой плоскости 27. После окончания комплектации наборов печати 26 для данного опорного пункта или доставочного участка блок программного управления 2 прерывает работу механизма набора комплектов печати 1 до подхода следующей пустой возвратной тары 10 под механизм перегибания и складывания 4.
Это фиксируется датчиком 8, который через блок программного управления 2 включает механизм 1 и начинается комплектация наборов печати 26 для очередного опорного пункта и доставочного участка в следующую возвратную мягкую тару 10. Кроме того, блок программного управления 2 выдает команду на механизм 9, который при подходе предыдущей наполненной мягкой тары 10 наносит на ней условнй код опорного пункта или доставочного участка.
Пройдя нижний горизонтальный участок приемно-транспортного механизма 5, наполненная мягкая возвратная тара 10 начинает закрываться за счет сближения цепных контуров 11 и 12. При переходе на верхний горизонтальный участок закрытая мягкая тара 10 передана на выходной транспортер 6 при помощи захвата 7, входящего в отверстия 19. При этом щарнирные захваты 13 приемно-транспортного механизма 5 выведены из отверстия 16 и 18 возвратной мягкой тары 10.
По выходному транспортеру 6 укомплектованные в мягкую возвратную тару 10 и промаркированные по опорным пунктам или доставочным участкам наборы печати передаются на внещний доставочный транспорт.
Таким образом, предлагаемое устройство полностью автоматизирует процесс обработки печати в доставочных предприятиях связи на участке от набора комплектов печати по отдельным подписчикам до выдачи комплектов печати для опорных пунктов или доставочных участков на внещний доставочный транспорт. Применение таких установок позволяет повысить производительность труда, облегчить работу сортировщиков и почтальонов и ускорить доставку печатной корреспонденции подписчикам.
Формула изобретения
Устройство для автоматической сортировки и комплектации газет и журналов, содержащее механизм набора комплектов, 5 печати по подписчикам с блоком программного управления, печатающий механизм, механизм перегибания и складирования наборов, приемно-транспортный механизм и выходной транспортер с захватами, отличающееся тем, что, с целью повыщения эф0фективности сортировки, оно имеет датчик наличия пустой кассеты и механизм нанесения условного кода, связанные с блоком программного управления, мягкую тару и механизм фиксации, наборов, при этом 5 приемно-транспортный механизм выполнен в виде двухконтурного транспортера, причем транспортер имеет закрепленные на каждом контуре раздельно щарнирные захваты для крепления мягкой тары, а контуры расположены в параллельных вертикаль0ных плоскостях и выполнены с равными параллельными горизонтальными участками с общими осями перегибов на верхних участках контуров и параллельными осями на нижних участках перегибов контуров, смещенных одна относительно другой на величину раскрытия мягкой тары, которая выполнена в виде мягких мещков с жесткими верхними краями в форме двух пластин с выступами и двумя отверстиями в каждой пластине, при этом расстояние между 0 крайними наружными отверстиями пластин равно зазору между шарнирными захватами приемно-транспортного механизма.
Источники информации, принятые во внимание при экспертизе
/
10
Фиг.1
//
w
11
l
w
(риг.д
