Изобретение относится к машиностроению и может быть использовано для сигнализации превышения допустимой величины продольного наружного либо внутреннего грата, врезания резца гратоснимателя и смещения кромок и является усовершенствованием известного устройства описанного в авт ев СССР N- 1538945
Целью изобретения является повышение качества электросварных труб за счет оперативного получения более подробной информации о типе дефекта
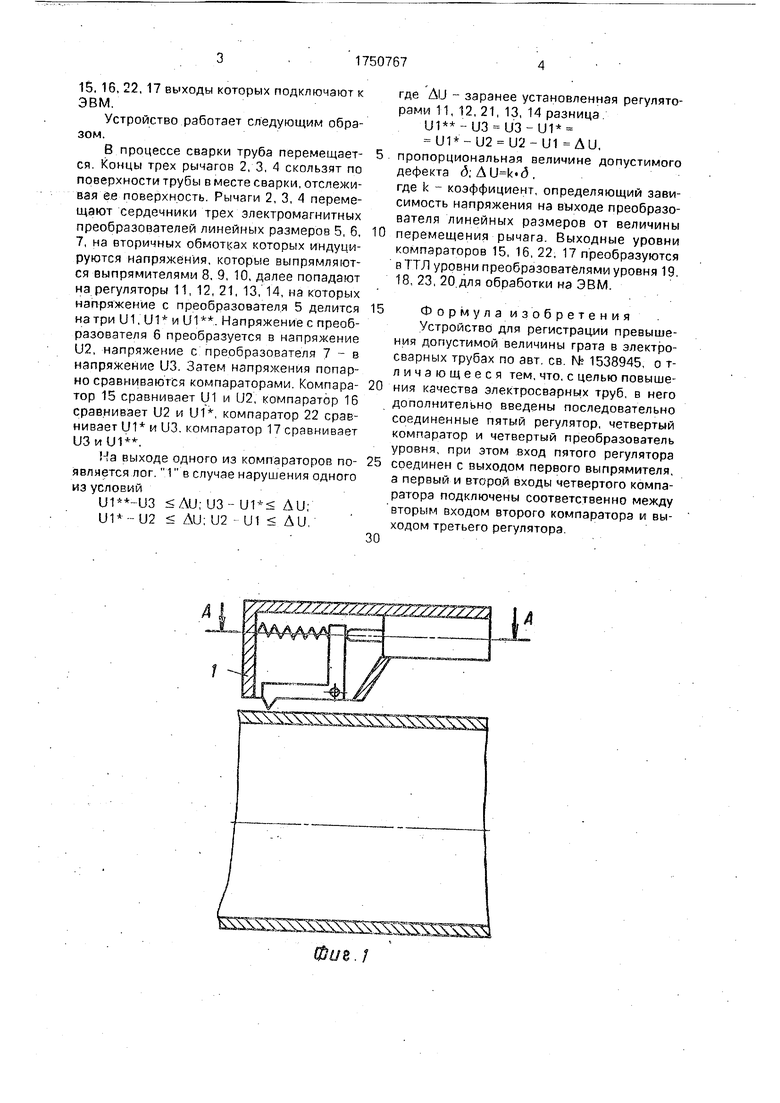
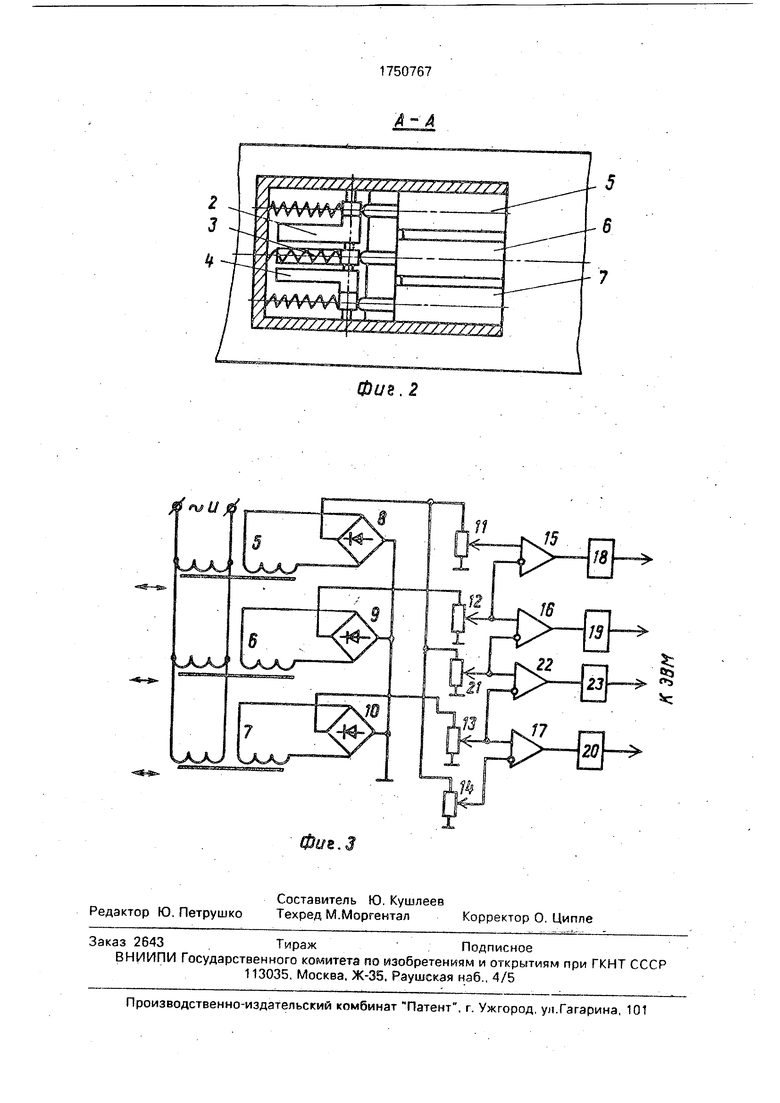
На фиг 1 показано устройство механической части устройства на фиг 2 - разрез А-А на фиг 1 на фиг 3 - принципиальная электрическая схема устройства
Устройство содержит корпус 1 В нем размещаются три подпружиненных рычага 234, следяющие концы которых прижимаются к трубе в месте зоны сварки и снятия грата Вторые концы рычагов 2, 3 4 контактируют с сердечниками электромагнитных преобразователей линейных размеров 5, б, 7, на выходных обмотках которых индуцируются напряжения которые выпрямляются выпрямителями 8 9 10 соответственно, и поступают на регуляторы 11 12 21, 13 14 На регуляторы 11 21 14 напряжения посту пают с выпрямителя 8 с выпрямителя 9 на регулятор 12 с выпрямителя 10 на регулятор 13
Четыре компаратора 15 16 22, 17 по парно сравнивают напряжения поступающие с регуляторов 11 12 21, 13 14 На прямой вход компаратора 15 поступает напряжение с регулятора 11 на инверсный вход - с регулятора 12 На прямой вход компаратора 16 поступает напряжение с регулятора 12 на инверсный вход - с регулятора 21 На прямой вход компаратора 22 поступает напряжение с регулятора 21 на инверсный вход - с регулятора 13 На прямой вход компаратора 17 поступает напряжение с регулятора 13 на инверсный вход - с регулятора 14 Четыре преобразователя уровня 18 19 23 20 входами соединены соответственно с выходами компараторов
СП
hO
15, 16, 22, 17 выходы которых подключают к ЭВМ
Устройство работает следующим образом.
В процессе сварки труба перемещается Концы трех рычагов 2, 3, 4 скользят по поверхности трубы в месте сварки, отслеживая ее поверхность Рычаги 2, 3, 4 перемещают сердечники трех электромагнитных преобразователей линейных размеров 5, б, 7, на вторичных обмотках которых индуцируются напряжения, которые выпрямляются выпрямителями 8, 9, 10, далее попадают на регуляторы 11, 12, 21, 13, 14, на которых напряжение с преобразователя 5 делится натри U1, U1 и U1 Напряжение с преобразователя 6 преобразуется в напряжение U2, напряжение с преобразователя 7 - в напряжение U3 Затем напряжения попарно сравниваются компараторами Компаратор 15 сравнивает U1 и U2, компаратор 16 сравнивает U2 и U1 компаратор 22 сравнивает U1 и U3 компаратор 17 сравнивает ШиШ
На выходе одного из компараторов появляется лог 1 в случае нарушения одного из условий
AU U3-U1 AU,
U1 -U2 AU U2 U1 AU
где AU - заранее установленная регуляторами 11, 12, 21, 13, 14 разница
U3-U1
U2-U1 AU, пропорциональная величине допустимого дефекта д, ,
где k - коэффициент, определяющий зависимость напряжения на выходе преобразователя линейных размеров от величины перемещения рычага Выходные уровни компараторов 15, 16,22, 17 преобразуются в ТТЛ уровни преобразователями уровня 19 18 23, 20 для обработки на ЭВМ
Ф о р м у л а и з о б р е т е н и я
Устройство для регистрации превышения допустимой величины грата в электросварных трубах по авт ев N° 1538945 о т- личзющееся тем, что, с целью повышения качества электросварных труб в него дополнительно введены последовательно соединенные пятый регулятор, четвертый компаратор и четвертый преобразователь уровня при этом вход пятого регулятора
соединен с выходом первого выпрямителя, а первый и второй входы четвертого компаратора подключены соответственно между вторым входом второго компаратора и выходом третьего регулятора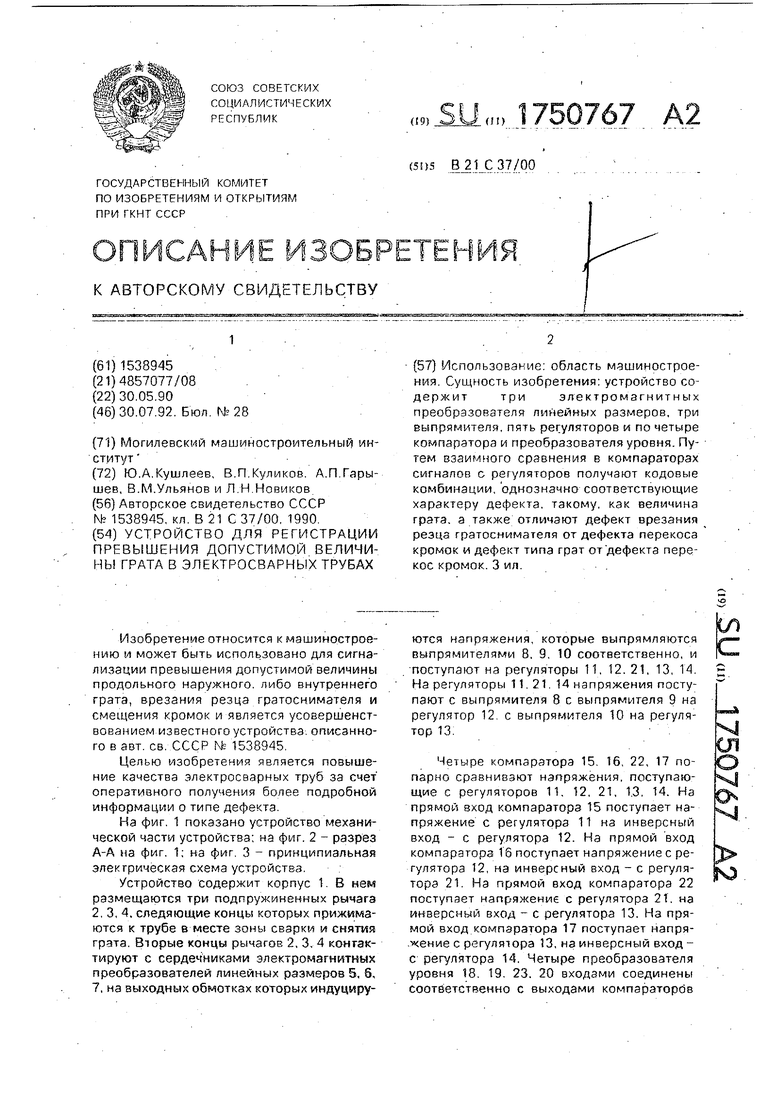
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регистрации превышения допустимой величины грата в электросварных трубах | 1988 |
|
SU1538945A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299105C1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 1996 |
|
RU2100169C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Способ удаления внутреннего грата и устройство для его осуществления | 1986 |
|
SU1349818A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
| ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ | 1992 |
|
RU2036510C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ГЕНЕРАТОРА СИНХРОННОГО | 2016 |
|
RU2632658C1 |
| Устройство для удаления внутреннего грата из прямошовных электросварных труб | 1987 |
|
SU1766553A1 |
Использование область машиностроения Сущность изобретения устройство со держит триэлектромагнитных преобразователя линейных размеров, три выпрямителя пять регуляторов и по четыре компаратора и преобразователя уровня Путем взаимного сравнения в компараторах сигналов с регуляторов получают кодовые комбинации однозначно соответствующие характеру дефекта такому как величина грата а также отличают дефект врезания резца гратоснимателя от дефекта перекоса кромок и дефект типа грат от дефекта пере кос кромок 3 ил
SSS5SSSSSSS
/
2
3
$rvU $
Фи%. 2
I
| Зажим для спичечных наборных рам | 1923 |
|
SU1538A1 |
