113
Изобретение относится к производству прямошовных электросварных труб в бухтах, в частности к удалению внутреннего грата.
Цэль изобретения - упрощение технологии производства труб.
На фиг. 1 представлена схема расположения устройства в продольном сечении трубы; на фиг. 2 - сечение А-А на фиг.1; на фиг. 3 - сечение Б-Б на фиг.1; на фиг. 4 - узел 1 на фиг.З; на фиг. 5 - устройство в момент заполнения баллона стружкой, продольное сечение; на фиг. 6 - то же, в момент самоуплотнения (пакетирования) стружки в баллоне; на фиг. 7 - схема удаления баллона со стружкой по окончании процесса сварки трубы; на фиг. 8- вариант крепления баллона к гратосни- мателю.
Устройство для осуществления способа содержит гратосниматель 1 с резцом 2 и стружкоотводящим каналом 3 (фиг.1). Гратосниматель неподвижно расположен в трубе 4 на инструментальной тяге 5. Направляющая канавка 6 гратоснимателя служит для удержания его на линии грата. На конце гратоснимателя с возможностью рас- соединения закреплен приемный баллон 7 для сбора и уплотнения стружки грата 8, входное отверстие которого сообщается со стружкоотводящим каналом гратоснимателя. Такая конструк- ция устраняет механический контакт стружки со стенкой трубы и попадание ее во внутреннюю трубную полость. Стружкоотводящий канал и входное отверстие баллона оканчиваются анало- , гичными один другому расиюряющимися конусами так, что в сборе (баллон с гратоснимателем) оба конуса имеют общую образующую МН (фиг.З). Индуктор 9 служит для разогрева кромок сваривае- . мой трубы.
Сущность способа заключается в следующем.
Разогретые индуктором 9 (фиг.1) кромки непрерывно движущейся (покайа- но стрелкой) свариваемой трубы 4 сводят с помощью обжимных валков (не показаны), оси которых расположены по прямой В с обеих сторон трубы. Обра- зованньш на трубе внутренний грат 8 проходит по направляющей канавке 6 (фиг.2) гратоснимателя 1 и срезается резцом 2. Резец настроен так, что он врезается в стенку трубы (резанием с
182
поднутрением) в месте расположения сварного-шва на определенную величину h (фиг.4). Это гарантирует полное Удаление грата в случае наличия дефекта сварки (смещение кромок трубной заготовки) и исключает возможность образования в этих местах плен в процессе волочения трубы. При этом образуется сплошная стружка грата. По стружкоотводящему каналу 3 грат поступает в замкнутый объем (баллон) 7, где накапливается и самоуплотняется (пакетируется).
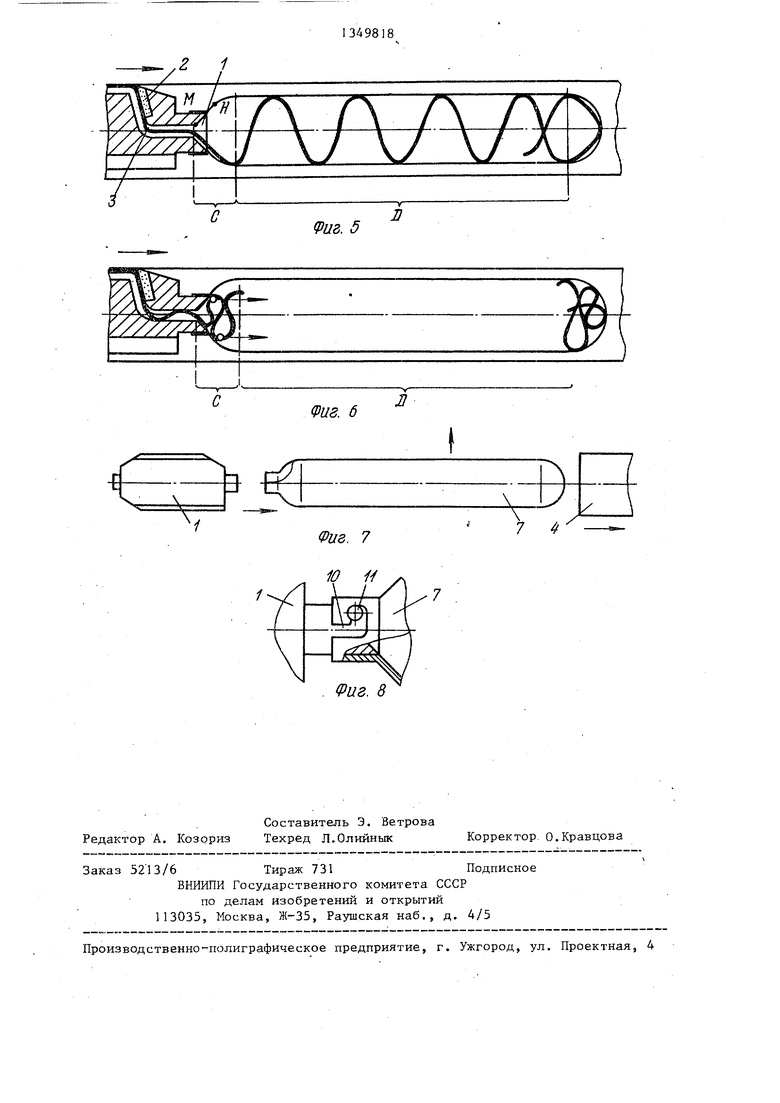
Самоуплотнение происходит следующим образом. Срезанный грат 8 (фиг.1) попадая в первоначально св.ободный объем баллона, проходит до конца его, произвольно деформируясь. Встретив на своем пути упор (дно баллона), грат, склонньй к завиванию (во время резания стружка испытывает деформацию сдвига и претерпевает усадку), деформируется на длине баллона (участок D) с образованием витков подобно спирали (фиг.5). По мере поступления стружки происходит уплотнение витков и заполнение баллона. Сопротивление пакета стружки уплотнению на участке D постоянно растет за счет увеличения трения ее о стенки баллона и увеличения его (пакета) продольной жесткости В какой-то момент оно достигает значения, при котором очаг деформации стружки переносится на сравнительно короткий участок С (фиг.6) баллона. В этом месте постоянно образующийся пакет стружки стремится сдвинуться в сторону расширения конуса за счет эффекта расклинивания, окончательно уплотняя содержимое баллона. Отрезок стружки в стружкоотводящем канале лишен возможности значительной поперечной деформации и его продольная жесткость соизмерима с жесткостью прямого стержня. Воздействие его на пакет стружки в баллоне аналогично воздействию уплотняющего штока. Полное заполнение баллона стружкой совпадает . с окончанием процесса сварки трубы (объем баллона рассчитан на заполнение стружкой при сварке одной трубной бухты). По окончании процесса баллон. со стружкой грата 8 удаляется (фиг.7) и замен51ется новым. Для этого крепления его к гратоснимателю выполняется быстроразъемным, например, в виде штокового соединения (фиг.8), для чего на посадочном ци-.
линдре баллона выполнен вскрытьй изогнутый паз 10, а на гратоснимате- ле в соответствующем месте имеется палец 11. Для извлечения стружки из баллона его днище также выполняется объемным (не показано).
Применение изобретения на практике позволяет упростить технологию изготовления сварных труб в бухтах за счет исключения операции удаления стружки грата из трубы. Удаление грата таким способом возможно на любых скоростях сварки, применяемых в настоящее время, ограничением чему может служить лишь стойкость резца. Внедрение способа не требует значительных затрат на модернизацию трубо- электросварочного стана и на изготовление оснастки.
Формула изобретения
3. Устройство по п.2, отличающееся тем, что, с целью пакетирования путем самоуплотнения стружки в баллоне, стружкоотводящий канал гратоснимателя оканчивается расширяющимся концом, а входное от1. Способ удаления внутреннего грата, заключающийся в том, что обра- 25 верстие приемного баллона также име- зующийся в процессе сварки трубы грат ет форму конуса, имеющего общую с ко- срезают с образованием слитной струж- нусом стружкоотводящего канала обра- ки, а затем удаляют из внутренней по- зующую.
лости трубы, отличающийся тем, что, .с целью упрощения технологии производства труб, образующуюся слитную стружку направляют в замкну- тьй объем, исключая механический контакт ее со стенкой трубы, и там ее пакетируют.
2, Устройство для удаления внутреннего грата,содержащее гратосниматёль с резцом и стружкоотводящим каналом, неподвижно закрепленный на конце инструментальной тяги, отличающееся тем, что оно снабжено за
крепленным на.конце гратоснимателя приемным баллоном, входное отверстие которого сообщается со стружко- отводящим каналом гратоснимателя.
3. Устройство по п.2, отличающееся тем, что, с целью пакетирования путем самоуплотнения стружки в баллоне, стружкоотводящий канал гратоснимателя оканчивается расширяющимся концом, а входное отверстие приемного баллона также име- ет форму конуса, имеющего общую с ко нусом стружкоотводящего канала обра- зующую.
6-6
(риг. 2
8
Фиг. 5

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных прямошовных труб | 1987 |
|
SU1669607A1 |
| Трубоэлектросварочный стан | 1977 |
|
SU682304A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299105C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2016 |
|
RU2633857C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
| Трубоэлектросварочный стан | 1989 |
|
SU1660783A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2014 |
|
RU2595163C2 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 1996 |
|
RU2100169C1 |
Изобретение относится к производству прямошовньк электросварных труб в бухтах и касается удаления внутреннего грата. Целью изобретения является упрощение технологии производства труб. При снятии грата 8 с поверхности трубы 4 резцом 2 грато- снимателя 1 грат направляется пс стружкоотводящему каналу 2 в приемный баллон 7, где уплотняется (пакетируется). После сварки бухты конечного размера рассчитанньй на соответствующий объем стружки баллон 7 снимается. На его место устанавливается новый приемньш баллон. При этом упрощается технология изготовления сварных труб в бухтах за счет исключения операции удаления стружки грата из трубы. Удаление грата возможно на любых скоростях сварки. 2 с. и 1 з.п. ф-лы, 8 ил. е (/) - г. СО 4 СГ 00 00
Фиг.
AA/V)
С1}
(Риг. 5
Фиг. 6
Фие. 7
7 4
10 //
. Фиг. 8
| Онохин Р.Д | |||
| и др | |||
| Резцовое удаление продольного грата в латунных трубах малого диаметра | |||
| - Цветные ме таллы, 1982, N 6, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
