Изобретение относится к обработке металлов резанием и может быть использовано на отделочных операциях деталей Сложного профиля.
Известный режущий инструмент содержит базирующий элемент, выполненный в виде цилиндрического упругого стержня и режущей части в виде спиральной ленты трапециевидной формы.
Недостатком режущего инструмента является недостаточное охлаждение режущих кромок инструмента, что приводит к их быстрому износу и потере производительности. Это связано с тем. что охлаждение в зону резания поступает самотеком по спиральному каналу, между передней и задней поверхностями спирали и практически не выполняет основные функции: смыва стружки - что очень важно для чистовой обработки и охлаждения зоны резания.
Целью изобретения является повышение производительности за счет улучшения условий резания.
Поставленная цель достигается тем. что в режущем инструменте, содержащем центральный базирующий элемент, выполненный в виде упругого стержня, и
установленный на нем режущий элемент в виде спиральной ленты трапециевидной формы, центральный упругий стержень выполнен в виде полой спирали с каналами по боковой поверхности, открытой со стороны хвостовика инструмента полостью и закрытой со стороны торца режущей части инструмента, а спиральный режущий элемент снабжен каналами подачи охлаждающей жидкости, выполненными на его боковой поверхности.
Сущность изобретения заключается в следующем.
Одним из факторов, влияющих на производительность труда, является стойкость режущей части инструмента. Известно, что повышению стойкости режущего инструмента способствует интенсивное охлаждение. Традиционные способы подачи охлаждения в зону резания для инструмента подобного типа недостаточно решают задачу охлаждения режущей кромки, так как, например, к кромкам переднего витка винтового инструмента охлаждение поступает самотеком по винтовой линии, закручиваясь вместе с инструментом в процессе его вращения и при этом слабо вымывая частицы
N4
СП О 00
О
ю
срезанного металла из зоны резания. Аналогичная картина происходит во всех витках режущего инструмента.
В предлагаемом техническом решении охлаждение подается изнутри инструмента через каналы между витками инструмента и каналы гибкого стержня. В этом случае, учитывая то, что гибкий стержень выполняет роль трубопровода, охлаждающая жидкость, подающаяся под давлением от систе- мы охлаждения, с силой ударяясь в стенки обрабатываемой поверхности и крошки режущего инструмента, выбивает частицы срезаемого металла из-под режущей кромки, охлаждает ее и вымывает частицы ежа- того материала и тем самым улучшает условия резания
В условиях отделочных и доводочных операций инструмент вращается с довольно высокими частотами вращения (пример- но от 2000 до 8000 мин 1) Гибкий центральный стержень, выполняющий дополнительную функцию трубопровода, вращается с такой же частотой, что и инструмент, увлекая за собой охлаждаю- щую жидкость, которая, закручиваясь, ударяется о стенки стержня - трубопровода, частично дробится на мелкие частицы и в виде охлаждающей жидкости и тумана подается в зону резания изнутри, охлаждая не только режущие кромки, но и сам режущий инструмент, тем самым происходит оптимизация условия резания Распылению охлаждающейся жидкости способствует то, что как и режущий инструмент, так и гибкий центральный стержень - трубопровод, в каждый данный момент времени стремятся сохранить свое первоначальное положение, когда их ось совпадает с осью шпинделя станка. Кроме того, распыление охлаждаю- щей жидкости в виде тумана требует на порядок меньшего расхода жидкости, чем подача ее под большим давлением или самотеком.
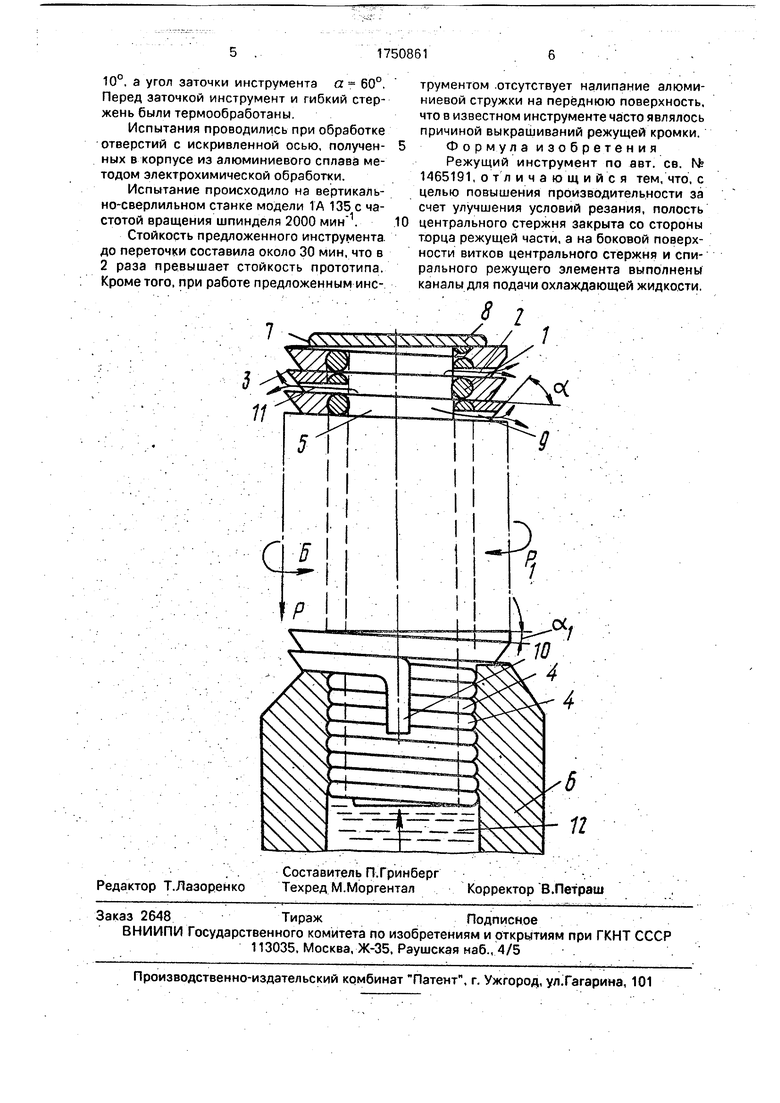
На чертеже схематически изображен режущий инструмент.
Режущий инструмент состоит из режущего элемента, представляющего собой спиральную ленту 1 с плотно уложенными витками, и упругого стержня 2. Спиральная лента выполнена из упругой стали, две грани которой расположены под углом «и образуют непрерывную режущую кромку 3. Упругий стержень 2, выполненный в виде пружины с плотно прижатыми витками 4, снабжен внутренней полостью 5, открытой со стороны цанги 6 и закрытой со стороны переднего торца 7 пластиной 8. Конец 10 последнего витка спиральной ленты отогнут
параллельно оси упругого стержня 2 Спиральный режущий элемент и упругий стержень снабжены рядом чередующихся каналов 11, через которые поступает охлаждение 12.
Режущий инструмент работает следующим образом.
При направлении витков спирали, как показано на фиг 1, инструменту сообщают движение по стрелке Б. При соприкоснове: нии режущей кромки 3 отдельных витков спиральной ленты 1 за счет угла а подъема спирали создается осевая сила резания Р, под действием которой витки спиральной ленты 1 прижимаются к торцу цанги 6. Одновременно возникает окружная сила Р резания, действие которой направлено на скручивание спиральной ленты. В процессе работы режущий инструмент может изгибаться в различных направлениях за счет зарубости стержня и режущей спирали, что позволяет производить отделочные операции сложных профилей деталей пресс-форм и другого типа деталей, например, искривленных отверстий.
Интенсивное вым.ывание частиц отработанного материала и охлаждение режущей кромки осуществляются с помощью каналов охлаждения, расположенных между витками ленты и гибкого стержня Эмульсия охлаждения поступает через системы охлаждения через шпиндель и цангу и попадает в полую часть гибкого стержня, откуда далее она перераспределяется через каналы подачи к кромкам инструмента в виде жидкости, и эмульсия, соударяясь о стенки гибкого стержня, дробится и благодаря высокой частоте вращения распыляется на мельчайшие частицы, что способствует активному вымыванию частиц отработанного металла за счет кинетической энергии. Все это в целом способствует благоприятным условиям резания, повышению стойкости режущей части и в конечном счете производительности труда.
Пример. Изготовление режущего инструмента. Спираль была изготовлена из ленты 65С2А шириной 5 мм и толщиной 3 мм, а для гибкого стержня использована пружинная проволочка диаметром 2 мм Диаметр гибкого стержня составил 10 мм, полое отверстие для эмульсии было выполнено равным 6 мм, диаметр инструмента составил 20 мм. Для прохода охлаждающей среды в витках спиральной ленты и гибкого стержня путем накатки были выполнены V-образные каналы; 0 ... 1,5 мм. Угол подъема спирали а был выполнен равным
10°. а угол заточки инструмента а 60° Перед заточкой инструмент и гибкий стержень были термообработаны
Испытания проводились при обработке отверстий с искривленной осью, полученных в корпусе из алюминиевого сплава методом электрохимической обработки.
Испытание происходило на вертикально-сверлильном станке модели 1А 135 с частотой вращения шпинделя 2000 .
Стойкость предложенного инструмента до переточки составила около 30 мин, что в 2 раза превышает стойкость прототипа. Кроме того, при работе предложенным инс
трументом отсутствует налипание алюминиевой стружки на переднюю поверхность, что в известном инструменте часто являлось причиной выкрашиваний режущей кромки. Формула изобретения Режущий инструмент по авт. св. № 1465191, отличающийся тем, что, с целью повышения производительности за счет улучшения условий резания, полость центрального стержня закрыта со стороны торца режущей части, а на боковой поверхности витков центрального стержня и спирального режущего элемента выполнены каналы для подачи охлаждающей жидкости
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент | 1987 |
|
SU1465191A1 |
| СВЕРЛО С КАНАЛОМ ДЛЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА | 1996 |
|
RU2140341C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ РЕЗАНИЯ | 2011 |
|
RU2481176C2 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ СОСУДИСТОЙ ХИРУРГИИ | 1993 |
|
RU2044519C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1993 |
|
RU2056979C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ МНОГОФУНКЦИОНАЛЬНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И ДЕРЖАВКА ДЛЯ НЕГО | 2004 |
|
RU2364477C2 |
| Инструмент для обработки поверхностей | 1987 |
|
SU1510829A1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ С ЛИТЕЙНОГО СТЕРЖНЯ ИЗ КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2009 |
|
RU2501639C2 |
| СПОСОБ ФИКСАЦИИ И ЗАТОЧКИ РЕЖУЩИХ ПЛАСТИН РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2526655C2 |
| СПИРАЛЬНОЕ СВЕРЛО | 2004 |
|
RU2372171C2 |
Использование: обработка металлов резанием, отделочные операции деталей сложного профиля. Сущность изобретения: режущий инструмент содержит спиральный режущий элемент, упругий стержень, полый изнутри и закрытый со стороны переднего торца. В спиральном режущем элементе и упругом стержне выполнены каналы для подвода охлаждающей жидкости к режущим кромкам. 1 ил.
7
| Режущий инструмент | 1987 |
|
SU1465191A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
