сд
00
ю
fuz.J
Изобретение относится к обработке материалов резанием, в частности к обработке металлов.
Цель изобретения - повышение производительности обработки носредством увеличения числа режущих кромок.
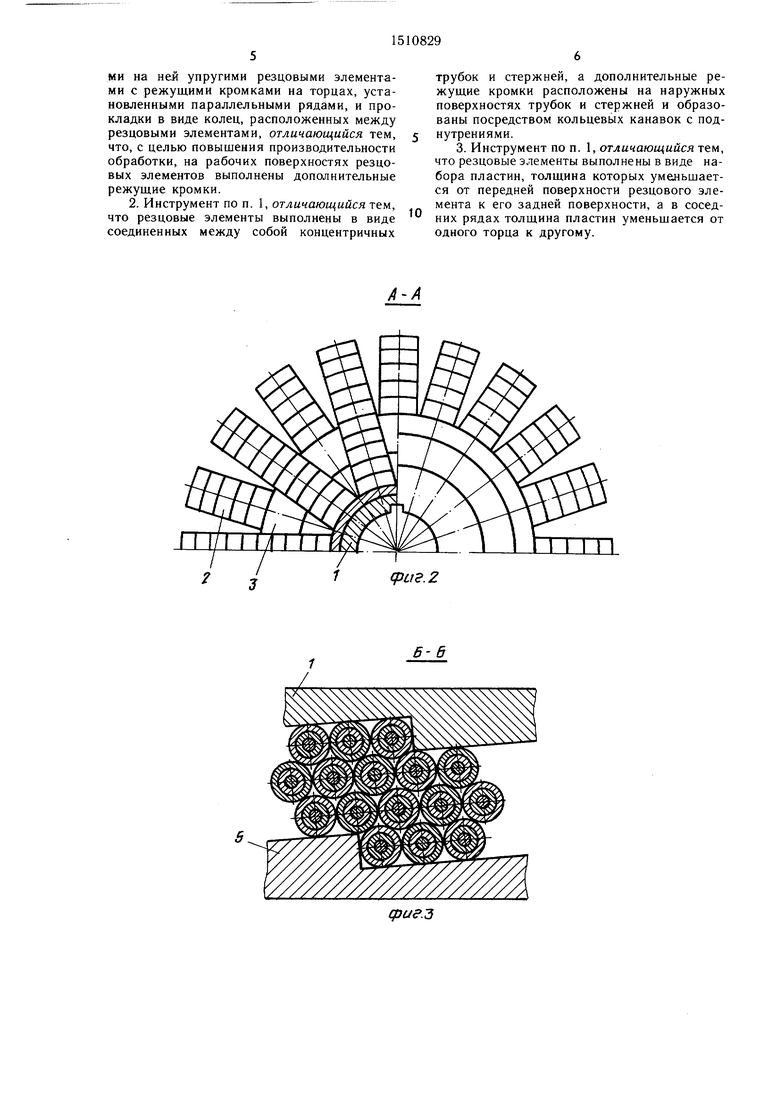
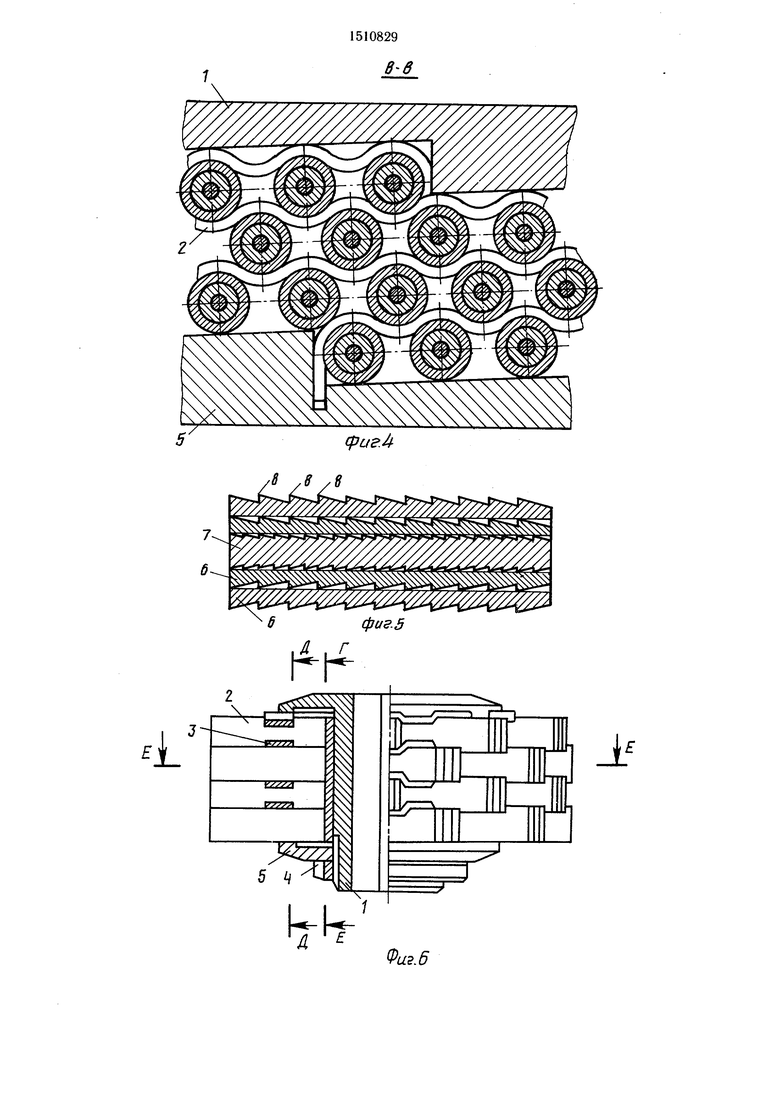
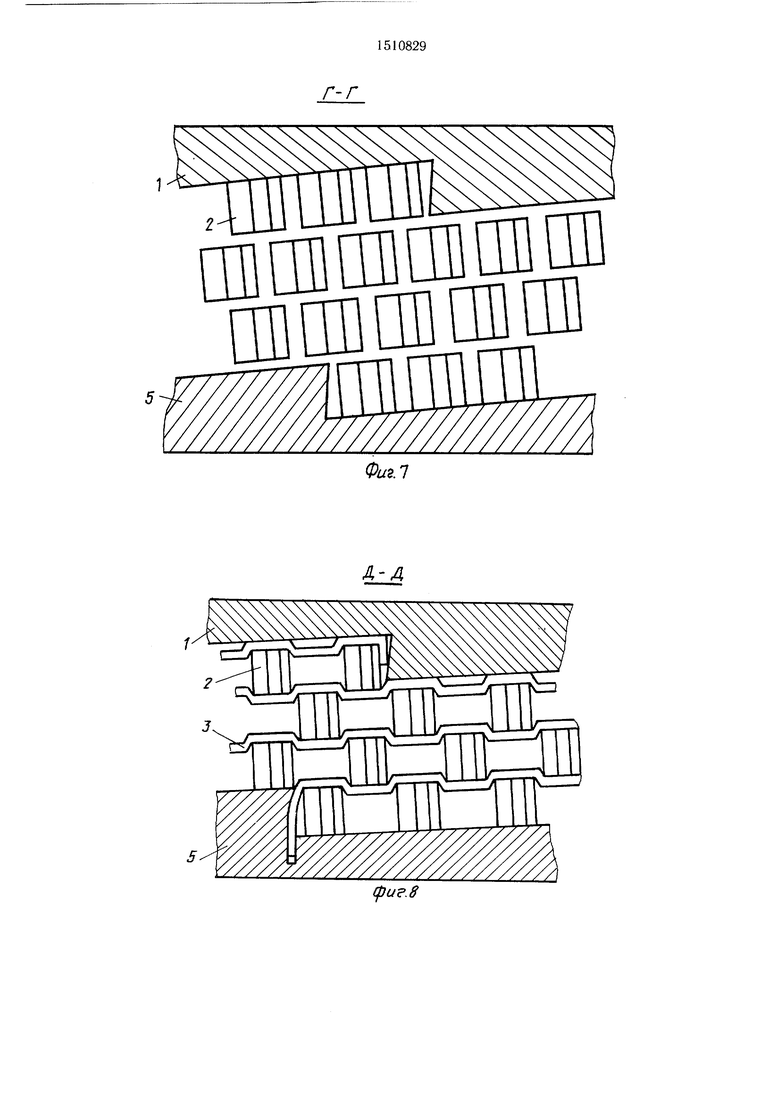
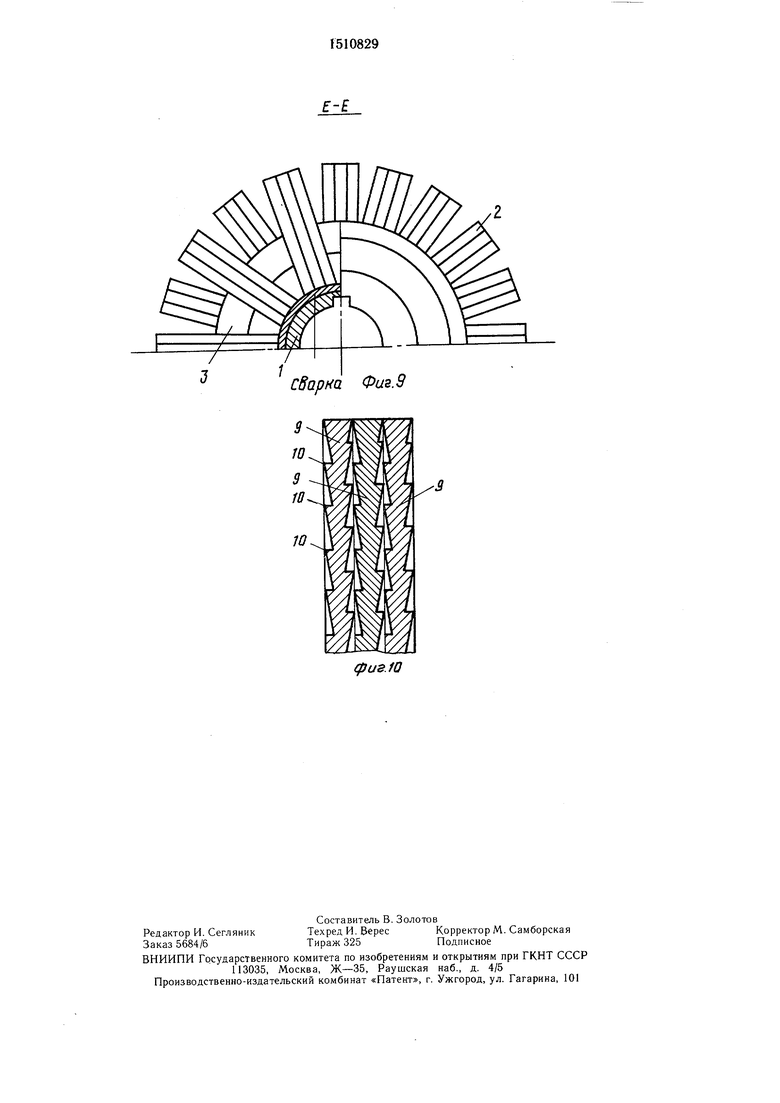
На фиг. 1 ноказан инструмент, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - резцовый элемент, разрез; на фиг. 6 - инструмент, общий вид, вариант; на фиг. 7 - сечение Г-Г на фиг. 6; на фиг.8 - сечение Д-Д на фиг. 6; на фиг. 9 - сечение Е-Е на фиг. 6; на фиг. 10 - резцовый элемент, разрез.
Инструмент для обработки поверхностей содержит втулку 1 с закрепленными на ней упругими резцовыми элементами 2, установленными параллельными рядами, и прокладки в виде колец 3, расположенных между резцовыми элементами 2. Количество гофр на каждом кольце 3 равно количеству резцовых элементов 2 в ряду. Резцовые элементы 2 скреплены по кольцевой прокладке при поджиме гайкой 4 через шайбу 5 и по внутреннему торцу при помощи сварки. Резцовые элементы 2 выполнены в виде концентричных трубок 6 (фиг. 1-5), соединенных между собой и установленных на стержень 7. На трубках 6 и стержне 7 по их наружной поверхности посредством канавок с поднутрениями образованы дополнительные кольцевые режущие кромки 8.
Сборка и работа предложенного инструмента осуществляется следующим образом.
Нарезают трубки 6 и стержни 7 одной длины, при этом в комплект одного резцового эле.мента 2 входят один стержень 7 и несколько трубок 6, внутренний диа1метр которых равен наружному диаметру стержня 7 и предыдущей трубки 6. Количество трубок 6,входящих в комплект, может быть от одной до четырех. На наружной поверхности трубок 6 и стержня 7 наносят посредством канавок и поднутрений режущие кромки 8 глубиной не более 0,5 мм и шириной до 3 мм. Собирают комплект резцового элемента 2, возможно с натягом, сваривают трубки 6 и стержень 7 по внутреннему торцу. На втулку 1 при помощи сварки устанавливают резцовые элементы 2, которые могут быть установлены как радиально, так и тангенциально, под углом не более 10-20°. Параллельные ряды резцовых элементов 2 могут располагаться в плоскостях, перпендикулярных оси круга, или по спирали, угол наклона которой зависит от диаметра резцовых элементов 2, от диаметра втулки 1. Прокладки могут быть кольцевыми или в виде витка спирали в зависимости от расположения рядов резцовых элементов 2. Размещают прокладки между резцовыми элементами 2, устанавливают шайбу 5, навинчивают гайку 4 и поджимом гайки 4 совместно с шайбой 5 обеспечивают взаимодействие поверхностей резцовых элементов 2 и колец 3. При вращении инструмента резцовые элементы 2 работают как зубья фрезы, при этом обработка осуществляется за счет силы, приобретенной резцовым элементом 2 при упругом изгибе, которая позволяет резцовому элементу 2 срезать припуск с детали или материала. Каждый резцовый элемент 2 через один оборот инструмента вступает в контакт с обрабатываемой поверхностью. Стержни 7 могут быть толщиной от двух до 10 мм, а трубки 6 можно также изготавливать из прутка при удалении
центральной части. Толщина трубок 6 может быть от одного до 3 мм. Наружный диаметр резцовых элементов 2 может быть от 4 до 20 мм в зависимости от снимаемого припуска. Количество резцовых элементов 2 в ряду зависит от диаметра втулки 1, при этом
резцовые элементы 2 на втулке 1 размещают вплотную. Количество рядов резцовых элементов 2 может быть от двух до восьми, при большем количестве рядов усложняется сборка и ухудшается взаимодействие эле5 ментов 2 с кольцами 3. Длина резцовых элементов 2 может быть от 40 до 100 мм в зависимости от припуска на обрабатываемой поверхности и вида материала. Диаметр установки колец 3 зависит от их толщины, которая может быть от 2 до 5 мм и коли0 чества резцовых элементов 2 в ряду.
Резцовые элементы 2 могут быть также выполнены в виде наборов пластин 9 (фиг. б-10), на рабочих поверхностях которых выполнены дополнительные режущие кромки 10. При этом толщина пластин в на5 боре уменьшается от передней поверхности резцового элемента к его задней поверхности, а в соседних рядах толщина пластин уменьшается от одного торца инструмента к другому.
0 Дополнительные режущие кромки 10 IMO- гут быть прямолинейными, параллельными оси инструмента или могут иметь профиль в виде ромба. Толщина пластин 9 может быть от 1 до 8 мм, а толщина набора пластин 9 может быть от 3 до 20 мм. Ширина
5 пластины 9 может быть от 5 до 30 мм. Количество наборов пластин 9 (резцовых элементов 2) в ряду зависит от диаметра втулки, при этом резцовые элементы 2 на втулке размещают вплотную. Количество рядов резцовых элементов 2 может быть от двух до восьми. Длина резцовых элементов 2 может быть от 40 до 100 мм в зависимости от припуска на обрабатываемой поверхности и вида материала.
5Формула изобретения
. 1. Инструмент для обработки поверхностей, содержащий втулку с закрепленны0
ми на ней упругими резцовыми элементами с режущими кромками на торцах, установленными параллельными рядами, и прокладки в виде колец, расположенных между резцовыми элементами, отличающийся тем, что, с целью повышения производительности обработки, на рабочих поверхностях резцовых элементов выполнены дополнительные режущие кромки.
2. Инструмент по п. 1, отличающийся тем, что резцовые элементы выполнены в виде соединенных между собой концентричных
трубок и стержней, а дополнительные режущие кромки расположены на наружных поверхностях трубок и стержней и образованы посредством кольцевых канавок с поднутрениями.
3. Инструмент по п. 1, отличающийся тем, что резцовые элементы выполнены в виде набора пластин, толщина которых уменьшается от передней поверхности резцового элемента к его задней поверхности, а в соседних рядах толщина пластин уменьшается от одного торца к другому.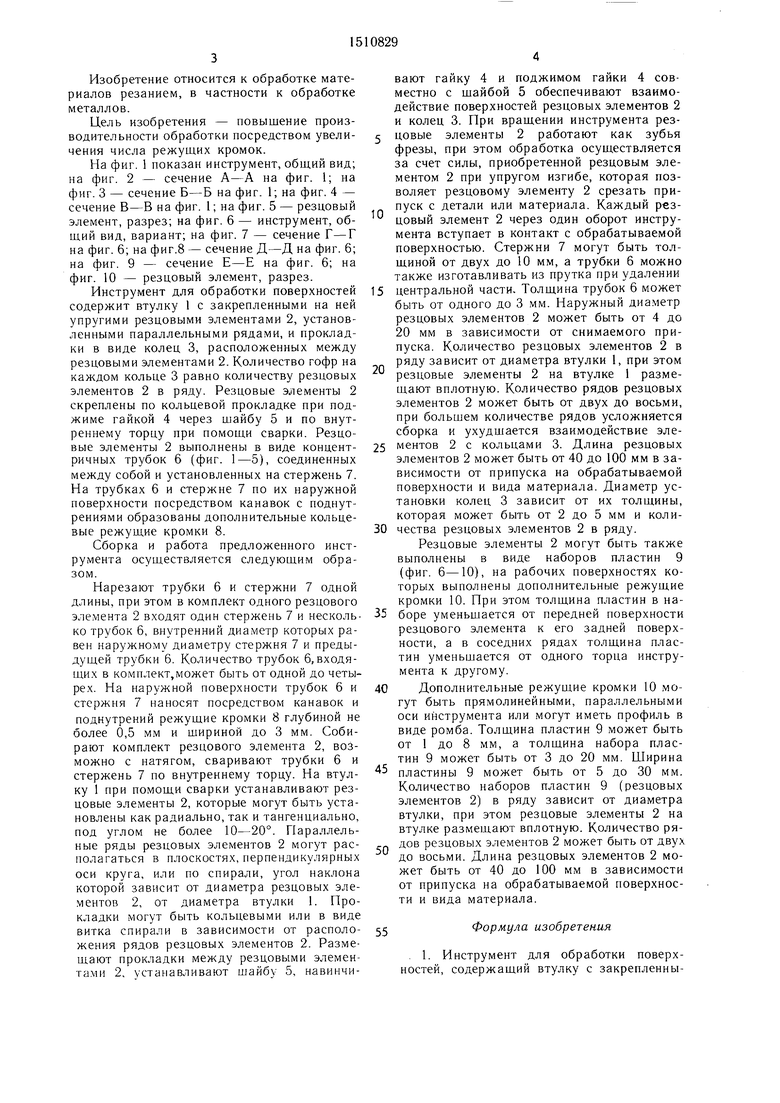
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки поверхностей | 1987 |
|
SU1511017A1 |
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1813614A1 |
| Рабочее тело для вибрационной обработки | 1989 |
|
SU1668116A1 |
| Полировальный круг | 1986 |
|
SU1373554A1 |
| Торцовый полировальный круг | 1987 |
|
SU1509240A1 |
| Контейнер устройства для вибрационной обработки | 1989 |
|
SU1749003A1 |
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1773697A1 |
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1803309A1 |
| Головка для полирования отверстий | 1987 |
|
SU1549738A1 |
| Гранула наполнителя для объемной вибрационной обработки | 1988 |
|
SU1609621A1 |
Изобретение относится к обработке материалов резанием, в частности к обработке металлов. Целью изобретения является повышение производительности обработки посредством увеличения числа режущих кромок. На втулке с помощью сварки закрепляются резцовые элементы 2 с режущими кромками на торцах, установленные параллельными рядами. Между резцовыми элементами располагаются прокладки в виде гофрированных колец 3. В осевом направлении резцовые элементы поджимаются гайкой 4 и шайбой 5. На рабочих поверхностях резцовых элементов выполняются дополнительные режущие кромки. Резцовые элементы выполняются либо в виде концентричных втулок, установленных на стержне, либо в виде набора пластин с толщиной, уменьшающейся от передней поверхности резцового элемента к его задней поверхности, причем в соседних рядах толщина пластин уменьшается от одного торца к другому. При вращении инструмента резцовые элементы работают как зубья фрезы, при этом припуск срезается за счет изгиба резцового элемента. 2 з.п. ф-лы, 10 ил.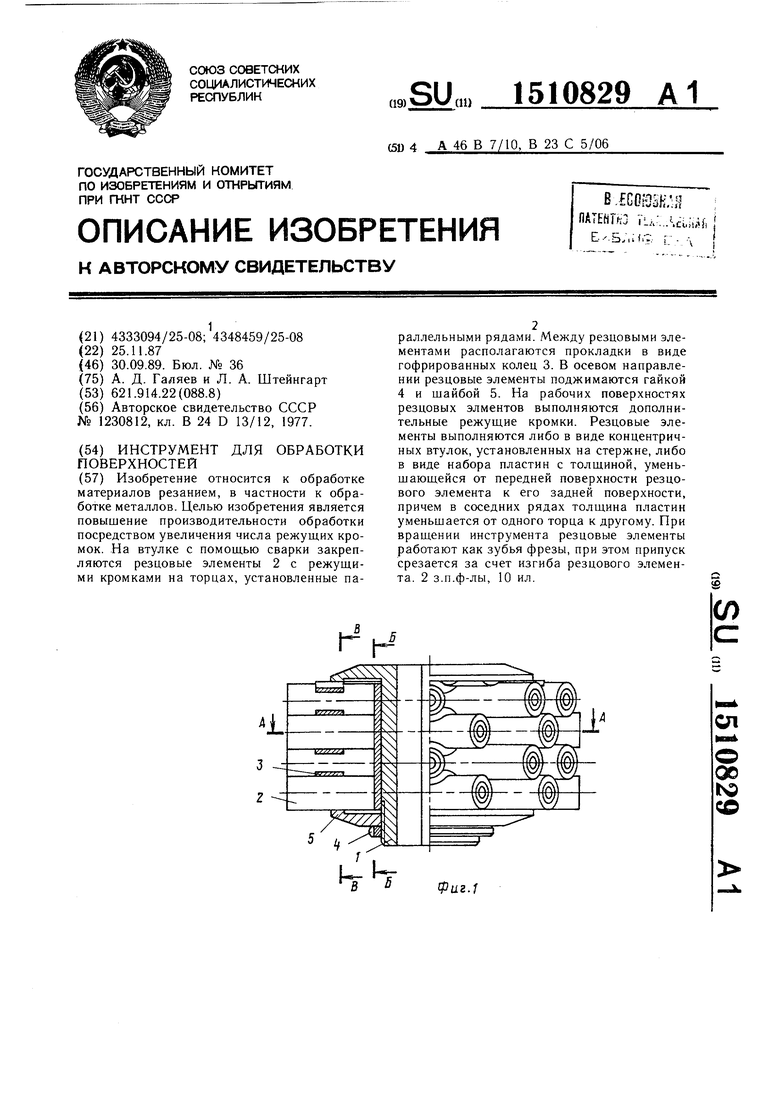
(риг. 2
(рие.з
сригМ
8 ,8 /8
i
В-в
5-Л
ш
Фиг.1
А Д
(ри.8
Сборка Фиг.9
фиг.Ю
| Инструмент для обработки поверхностей | 1977 |
|
SU1230812A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
