Область техники, к которой относится изобретение
Изобретение относится к режущим инструментам и может быть использовано при фрезеровании, сверлении, токарной обработке, зенкеровании, расточке и строгании.
Уровень техники
Известен режущий инструмент и взятый за прототип, содержащий режущую пластину и внутренний канал, выполненный от кромки к периферии режущей пластины и содержащий входной и выходной каналы, прокладку и устройство фиксации режущей пластины к корпусу (см. SU №1171219, B23B 27/10, Гулянский Л.Г., 07.08.1985 г.).
Данную конструкцию невозможно применить на станках, не оснащенных подводом хладагента при нулевом давлении хладагента, поступающего из емкости, а при давлении даже с незначительной величиной, например при 1 ат, хладагент выйдет из-под режущей пластины в зону резания, чему также способствуют вибрации относительно корпуса, возникающие на указанном устройстве фиксации, возникающие при возможности краев режущей пластины отходить от плоскости крепления как при воздействии срезаемого слоя, так и при воздействии давления хладагента. Недостаток крепления режущей пластины заключается в одностороннем прижиме режущей пластины, при котором со стороны, не прижатой к корпусу, жидкость струей попадет в зону резания и на обрабатываемую деталь, что также отрицательно влияет на процесс резания, при котором производится деформация срезаемого слоя в состоянии высокой пластичности за счет повышенных температур резания или при обработки серых чугунов, где графит превратится в цементит. При этом прокладка не предназначена для работы при высоких температурах резания, например при длительной работе или при резании сверхтвердой пластиной твердых материалов, образующих высокую температуру в зоне резания из-за высоких внутренних напряжений кристаллической решетки при деформации. При поступлении охлаждающей жидкости без давления под режущей пластиной при работе охлаждающая жидкость переходит в пар, что образует воздушные пробки или пузыри под режущей пластиной, во время которых режущая пластина не охлаждается, что выводит из строя режущие свойства, при этом паровые пузыри противодействуют потоку охлаждающей жидкости во входном канале. Также конструкция не предусматривает возможность содержания перетачиваемой режущей пластины, т.к. не имеет возможности регулировки смещения режущей пластины относительно торца режущего инструмента, а переточка возможна только с одновременной переточкой корпуса, что недопустимо для герметизированного канала охлаждения. При этом режущая пластина охлаждается только по основанию, что не останавливает предел нагрева режущей кромки, и она постоянно нагревается, это обусловлено низкой скоростью теплоотвода от режущей кромки, при которой рабочая часть не успевает передать тепло к неработающей части тела режущей пластины. Также на понижение скорости теплоотвода влияет незащищенность плоскости передней поверхности, при которой площадь приема тепла режущей пластиной кратно увеличена. При этом контакт хладагента с режущей пластиной производится только по площади ее основания, что при низкой теплопроводности недостаточно для прохождения охлаждающего вектора к режущей кромке. При этом тело режущей пластины не охлаждается изнутри. При этом устройство фиксации, осуществляемой через отверстие режущей пластины, не обеспечивает герметичности.
Известен и взятый за прототип способ фиксации режущей пластины, при котором режущую пластину устанавливают в пазу корпуса, а направление перемещения режущей пластины выбирают под острым углом к оси инструмента (см. RU 2043875 МПК 6 B23B 27/00, B23B 27/16, B23C 5/22, Поплаухин А.И., опубл. 20.09.1995 г.).
Недостатком является то, что способ не предназначен для крепления минимум двух режущих пластин с линиями режущих кромок, лежащих в единой плоскости резания, а фиксация с помощью эксцентричного элемента не обеспечивает надежного упора режущих пластин при воздействии сил резания и сил, направленных по вектору подачи, в частности. Это ведет к неравномерному распределению срезаемого слоя между режущими кромками, к потере стойкости и повышению вибраций.
При этом заточка пластины за один проход со снятием небольшого слоя металла, равного 0,05-0,08 мм, ограничивает область применения и может быть применена только для окончательно-чистовой токарной обработки, т.к. износ передних поверхностей до потери режущих свойств на практике равен от 0,2 до 1,5 мм от режущей кромки, а при износе на 0,05-0,08 мм в подавляющем ряде процессов резания режущие пластины успешно режут, что не требует остановки процесса резания для переточки режущей пластины. При этом с помощью эксцентричного элемента выставить режущую кромку с точной компенсацией сточенного слоя невозможно, т.к. режущая кромка может быть вдавлена в обрабатываемую поверхность и нет четкой опоры для фиксации по заданным координатам относительно корпуса. При этом 20-30 переточек на указанном устройстве произвести невозможно, т.к. увеличение поверхности эксцентричного элемента относительно его оси слишком мало, а при необходимом увеличении эксцентричного элемента его габариты станут неподходящими для корпуса, что в дополнение к указанным недостаткам не применимо для вращающихся диаметральных режущих инструментов. При этом с помощью эксцентричного элемента невозможно выставить режущие кромки в единой плоскости резания, на что и не нацелено данное изобретение, также не нацеленное для регулировки вылета режущей кромки от торца режущего инструмента, для предотвращения поломки режущей пластины. При этом под заточку возможно использовать малую часть длины режущей пластины, что не экономично. Способ-прототип не предусматривает возможность обеспечения герметичности каналов охлаждения. Способ- прототип не предусматривает сопротивление силам резания за счет удлиненной пластины, образующей механическое плечо, исключающее колебания режущей пластины относительно корпуса и поверхности резания, снижающее стойкость режущей кромки. При этом при производстве режущих пластин или их заточки режущие пластины имеют между собой погрешности размеров и углов резания, что вызывает неравномерность нагрузок и неравномерность ширины среза, это ведет к вибрациям и потерям стойкости.
Известен режущий инструмент, содержащий режущую пластину, прижатую продольно фиксирующей накладкой и выполненную с упором в упорную шпильку, соединенную с державкой резьбовым соединением.
(RU №2026772, B23B 27/04, опубл. 20.01.1995 г., Алентьев К.И.)
Недостатком данного устройства является упор режущей пластины в резьбовое соединение с односторонним ее прижатием накладкой, имеющей один упор в режущую пластину, другой в корпус. При действии сил резания и подачи резьбовое соединение, не способное длительно выдержать вибрации, имеет возможность кручения и смещения, что изменит координаты режущей кромки относительно обрабатываемой поверхности и соответственно размеры получаемого изделия, при этом прижатие режущей пластины, выполненной удлиненной, в одной точке при воздействии срезаемого слоя не обеспечивает исключение отхождения неприжатых ее концов от корпуса державки, что вызовет ее поломку или преждевременный износ режущей кромки, т.е потерю стойкости. При этом применение данного устройства фиксации режущей пластины к корпусу имеет ограничение в применении и не способно зафиксировать несколько режущих кромок в единой плоскости резания. При этом накладка имеет низкую функциональность.
Раскрытие изобретения
Техническим результатом способа является повышение герметичности герметизированного канала охлаждения, снижение вибрации режущей пластины относительно корпуса и предотвращение ее растрескивания, снижение осевых вибраций, повышение осевой точности резания, повышение стойкости, повышение объема обработанного материала по отношению к единице массы твердого сплава, повышение технологических возможностей режущих пластин, заключающихся в возможности многократной синхронной переточки, повышение скорости резания и облегчение деформации срезаемого слоя, повышение экономичности
Технический результат, который может быть получен с помощью предлагаемого устройства режущего инструмента, включающего устройство фиксации режущей пластины, сводится к повышению скорости резания и облегчению деформации срезаемого слоя, снижению нагрева режущей пластины, снижению осевых вибраций, вызванных неравномерностью ширины срезаемого слоя на разных режущих пластинах, и, следовательно, повышению осевой точности резания и стойкости режущих кромок, снижению вибрации режущей пластины относительно корпуса, к технологической возможности режущего инструмента быть приспособленным к установке режущих пластин увеличенной теплоемкости, повышающим стойкость, выполненным при этом с возможностью многократной синхронной заточки, снижению нагрева режущей кромки, снижению трения, снижению сил резания, повышению скорости резания, предотвращению растрескивания, повышению скорости отвода тепла от режущей кромки, повышению экономичности режущих пластин.
Технический результат, который может быть получен с помощью предлагаемого устройства режущего инструмента, включающего герметизированный канал охлаждения и устройство фиксации режущей пластины, сводится к повышению скорости резания и облегчению деформации срезаемого слоя, повышению герметичности герметизированного канала охлаждения, снижению осевой вибрации и предотвращению растрескивания, повышению стойкости, снижению нагрева режущей пластины, улучшению контакта режущей пластины с охлаждающей средой, повышению просачиваемости хладагента в герметизированном канале охлаждения, предотвращению превращения графита в цементит, находящихся в обрабатываемой детали, повышению скорости отвода тепла от режущей кромки, обеспечению равномерности и постоянства контакта хладагента с режущей пластиной, снижению вибрации режущей пластины относительно корпуса, снижению осевых вибраций, повышению осевой точности, повышению экономичности.
Способ фиксации режущих пластин служит для крепления режущих пластин увеличенной теплоемкости и длины и для герметичности герметизированного канала и одинаково используется как на режущем инструменте, выполненном с возможностью попадания хладагента в зону резания, так и на режущем инструменте, выполненном без возможности попадания хладагента в зону резания, при этом устройства фиксации режущих пластин также одинаково аналогичны для двух указанных выше вариантов устройств режущего инструмента, при этом режущий инструмент с каналом охлаждения герметизированным отличается от известных аналогов и также выполнен в вариантах.
Технический результат достигается режущим инструментом, который выполнен с возможностью попадания хладагента в зону резания и с возможностью фиксации режущих пластин повышенной теплоемкости в единой плоскости резания и содержит режущую пластину, установленную с прижатием по ее периметру к корпусу в головной и задней ее частях головным и задним прижимами, выполненными с контактом по всей ширине режущей пластины, установленной с осевым ее упором в задний прижим, содержащий упорные поверхности, сопряженные с упорными поверхностями фиксации на корпусе, расположенными синхронно, на равном расстоянии от торца режущего инструмента для каждой режущей пластины и выполненными в ряд по направлению к торцу режущего инструмента, несущего режущие кромки на длину, равную длине режущих пластин, причем упорные поверхности фиксации на корпусе также выполнены с возможностью регулировки вылета режущей кромки от торца корпуса и единой плоскости резания и выполнены с возможностью регулировки синхронного смещения режущих пластин на расстоянии, равном длине режущих пластин, при этом режущие пластины выполнены без отверстий для крепления внутри своего периметра и снабжены глухими отверстиями, выполненными в основании и соединенными с каналом, проводящим хладагент, а выполнены режущие пластины с длиной, как минимум в 7 раз превышающей их ширину, при этом задний прижим снабжен прижимающим упором, выполненным с шириной, равной ширине режущей пластины, продольным пазом и упорными поверхностями, сопряженными с упорными поверхностями фиксации на корпусе, имеющем по крайней мере два отверстия для прижатия заднего прижима через его продольный паз, при этом режущая пластина содержит продольную направляющую, сопряженную с корпусом, выполненным с поверхностью под углом 90-45 градусов с отклонением к оси от основания режущей пластины и плоскости ее крепления, и содержит боковую сторону, выполненную под углом отклонения от оси и от основания режущей пластины и плоскости ее крепления, равным 90-39 градусам, при этом режущий инструмент содержит радиальную пластину и выполнен приспособленным под различные длины режущих пластин, а головной прижим снабжен защитной поверхностью, расположенной на передней поверхности режущей кромки и упорной частью состыкованной с корпусом, и выполнен с прижатием между двумя точками опоры, одна из которых выполнена с прижимом в корпус, другая точка опоры выполнена с прижимом в режущую пластину, при этом головной прижим выполнен с возможностью изменения направления сил давления срезаемого слоя и совместен с диаметральным прижимом, установленным между винтом и режущими пластинами с контактом через конический диаметр и снабжен прорезями, буртиками, также защитной поверхностью и направляющей ось резания поверхностью.
Продольная упорная направляющая выполнена в виде паза, состыкованного с продольным выступом корпуса, или выполнена клинообразной.
При этом режущая пластина напаяна на элемент, выполненный с возможностью смещения.
Герметизированный канал охлаждения снабжен прокладкой, выполненной с возможностью охлаждения и термостойкой до температур 1500 градусов, и дополнительно содержит верхний и нижний циркуляционные контуры хладагента и выполнен в диапазонах давления хладагента от нуля до 17 ат, при этом режущий инструмент выполнен приспособленным под различные длины режущих пластин и снабжен режущими пластинами увеличенной теплоемкости и устройством их фиксации, снабженным на корпусе упорными поверхностями фиксации, выполненными с возможностью регулировки режущих пластин относительно единой плоскости резания и выполненными с возможностью регулировки синхронного смещения режущих пластин на расстояние, равное их длине, и с возможностью регулировки вылета их режущих кромок от торца корпуса, при этом они выполнены в ряд и расположены синхронно на равном расстоянии, для каждой отдельной режущей пластины, от торца режущего инструмента, несущего режущие кромки, при этом режущие пластины выполнены без отверстий для крепления внутри своего периметра и выполнены в зависимости от свойств теплопроводности с высотой 2-5 мм и выполнены также удлиненными с возможностью многократной синхронной заточки и зафиксированы с прижатием к корпусу одновременно по длине и ширине в головной и задней ее частях головными и задними прижимами и снабжены глухими несквозными отверстиями, содержащими поверхности контакта с хладагентом, расположенные внутри тел режущих пластин на расстоянии, меньшем высоты режущих пластин, и режущие платины имеют поверхности контакта с хладагентом, расположенные на верхних плоскостях режущих пластин на участке передних поверхностей режущих кромок, причем боковая сторона режущей пластины выполнена под углом 90-45 градусов с отклонением от плоскости основания режущей пластины и плоскости крепления, причем режущие пластины содержат продольные упорные направляющие, соединенные с продольными направляющими корпуса, при этом режущая пластина установлена с упором в задний прижим, снабженным прижимающим упором, равным ширине режущей пластины, продольным пазом и упорными поверхностями, сопряженными с упорными поверхностями фиксации на корпусе, имеющем по крайней мере два отверстия для прижатия заднего прижима через его продольный паз, при этом зафиксированные на режущем инструменте режущие пластины выполнены равной длиной с равными режущими углами заострения режущих кромок и их кривизной, причем размеры конструктивных элементов всех задних прижимов, установленных на режущем инструменте, совпадают, при этом головной прижим выполнен с верхним контуром охлаждения и снабжен защитной поверхностью и упорной частью, состыкованной с корпусом, и выполнен с прижатием между двумя точками опоры, одна из которых выполнена с прижимом в корпус, другая точка опоры выполнена с прижимом в режущую пластину, причем головной прижим выполнен с возможностью изменения направления сил давления срезаемого слоя и совместим с диаметральным прижимом, установленным между винтом и режущими пластинами с контактом через конические поверхности, и снабжен прорезями, буртиками, защитной поверхностью и направляющей ось резания поверхностью, при этом герметизированный канал охлаждения содержит часть канала, включающую режущую пластину, полости, сапуны, входные и выходные отверстия, причем выходное отверстие для каждого контура выполнено с большим диаметром на 1/3 от диаметра входного отверстия и большим относительно пространства полости, при этом пространство полости также увеличено относительно пространства входного отверстия, а сапун соединен с атмосферой и выполнен с возможностью регулировки размера диаметра пространства отверстия, соединяющего полости с атмосферой, при этом входное отверстие имеет входной канал, снабженный дозирующим винтом, у истока которого соединена с корпусом емкость с хладагентом или с входным каналом соединен трубопровод.
Продольные направляющие корпуса и упорные поверхности фиксации корпуса выполнены на отделяемой от корпуса части.
При этом упорные поверхности заднего прижима и упорные поверхности фиксации на корпусе выполнены в форме ряда конических поверхностей в виде зубцов или выполнены в виде отверстий и штифтов.
Часть герметизированного канала охлаждения содержит неперетачиваемую режущую пластину, содержащую сменные режущие кромки и закрепленную между верхним и нижним прижимами, содержащими верхний и нижний циркуляционные контуры, сапуны и полости, причем верхний прижим снабжен защитной поверхностью, при этом режущая пластина выполнена с прижатием по всей длине режущей кромки, причем передняя поверхность режущей кромки состыкована с защитными поверхностями верхнего прижима, а при их стыковке передняя поверхность режущей кромки режущей пластины расположена выше порогов защитных поверхностей верхнего прижима, причем режущая пластина выполнена с фиксирующими поверхностями, совпадающими по геометрии с фиксирующими поверхностями верхнего и нижнего прижимов и сопряженными с ними, а основание нижнего прижима содержит фиксирующие поверхности, совпадающие и сопряженные с фиксирующими поверхностями корпуса, причем входные отверстия расположены относительно оси на периферии резания режущей пластины.
Режущий инструмент снабжен комбинированным прижимом, выполненным с совокупностью соединенных функций и конструктивных элементов головного, заднего, верхнего и нижнего прижимов.
Режущая пластина содержит фиксатор, выполненный с выступами и впадинами и соединенный с рядом поверхностей фиксации на корпусе, с верхним, нижним, комбинированным, головным и задним прижимами, и фиксатор выполнен с возможностью упора и возможностью регулировки вылета режущей пластины от торца корпуса и выполнен с возможностью фиксации от смещения режущей пластины.
Трубопроводы с хладагентом циркуляционных контуров снабжены переходником от невращающегося трубопровода к вращающемуся.
При фиксации плоскость крепления режущей пластины на нижнем прижиме и корпусе, верхняя плоскость режущей пластины и передняя поверхность выполнены под углами положительного, нулевого и отрицательного значения отклонения от вектора продольной и поперечной подачи или обрабатываемой поверхности.
Режущая пластина выполнена сверхтвердой, а защитная поверхность выполнена с возможностью восприятия расплавленной и нагретой до температуры плавления стружки.
Режущий инструмент выполнен с возможностью зенкерования, сверления, расточки, токарной обработки, фрезерования и строгания.
Краткое описание чертежей
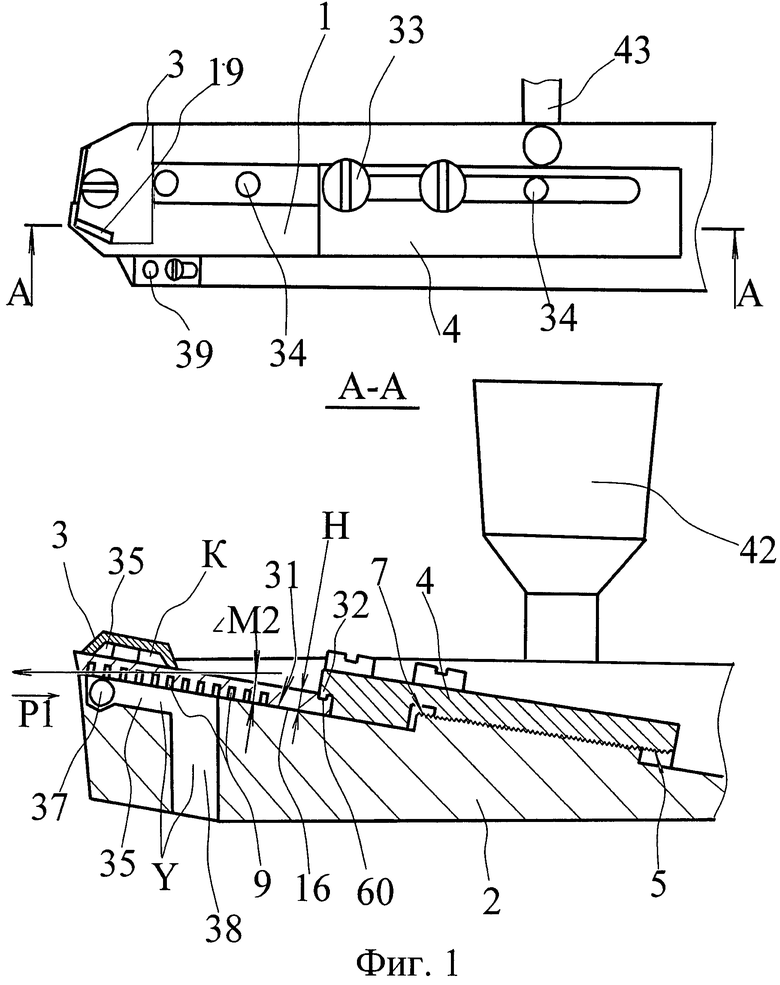
На фиг.1 Режущий инструмент в виде токарного резца,
показанный в двух проекциях с сечением.
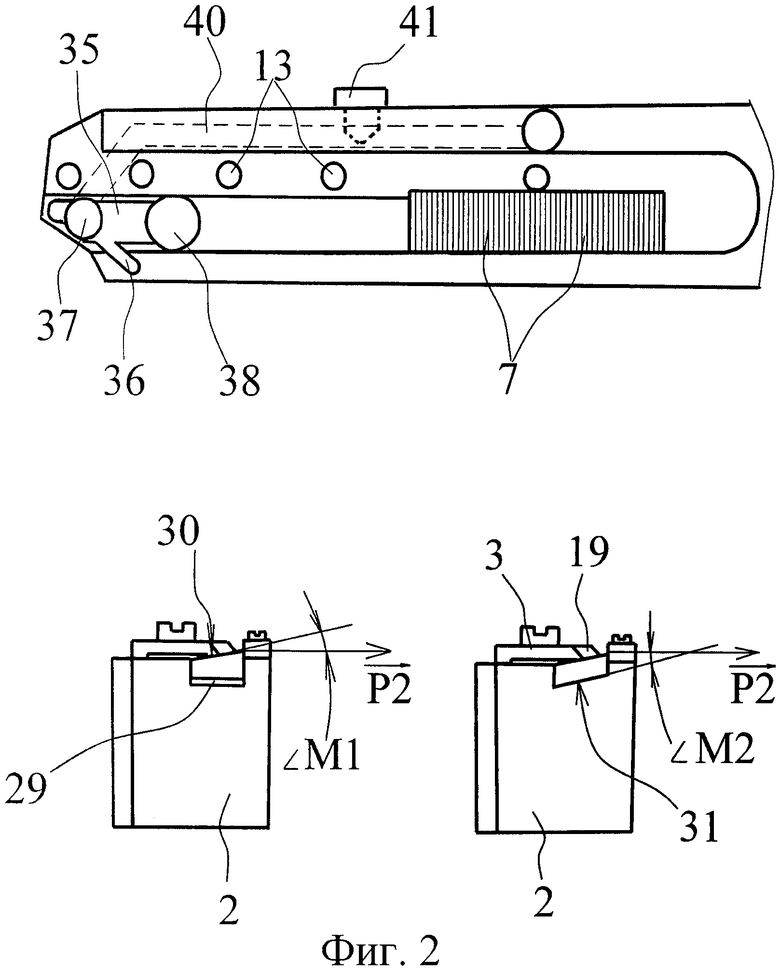
На фиг.2 То же, вид сверху и спереди.
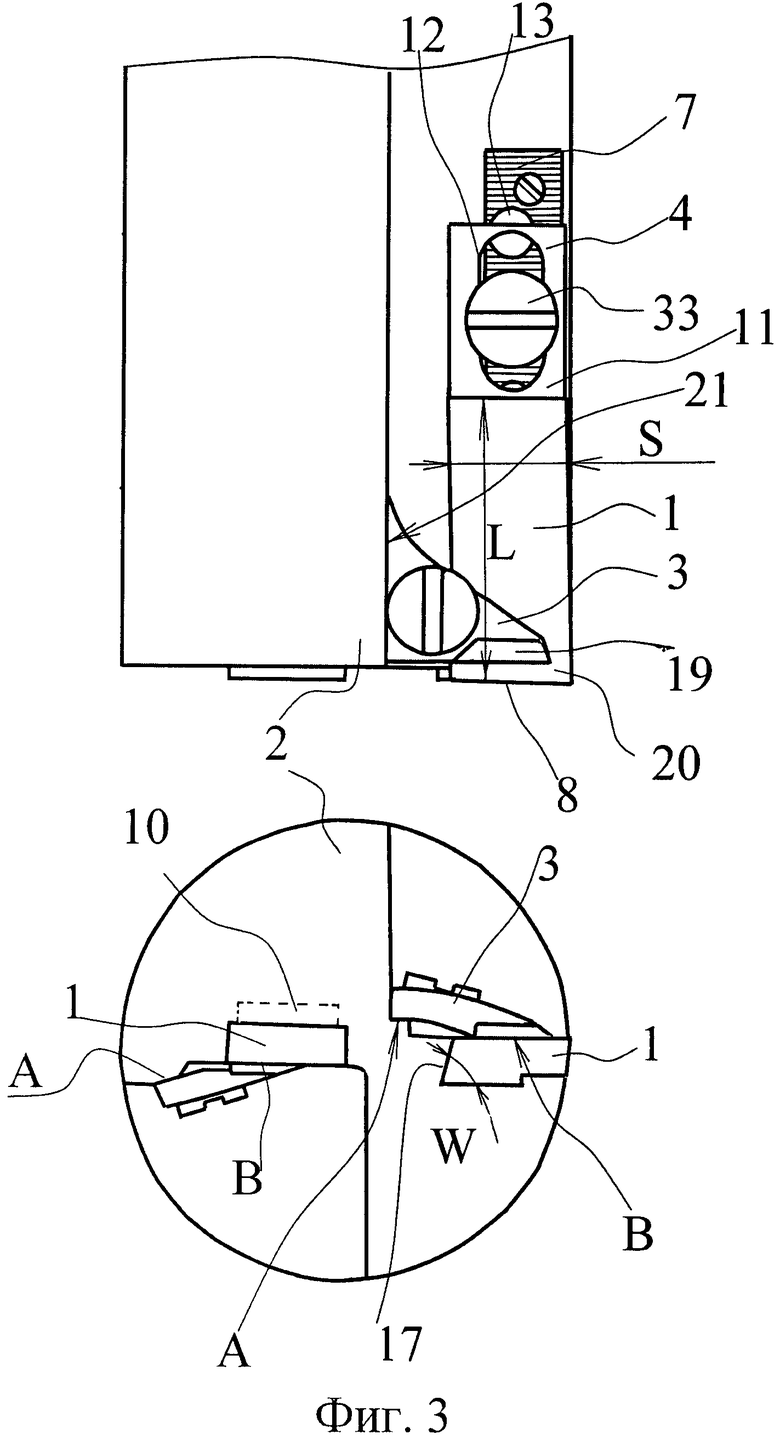
На фиг.3 То же, для сверления в двух проекциях.
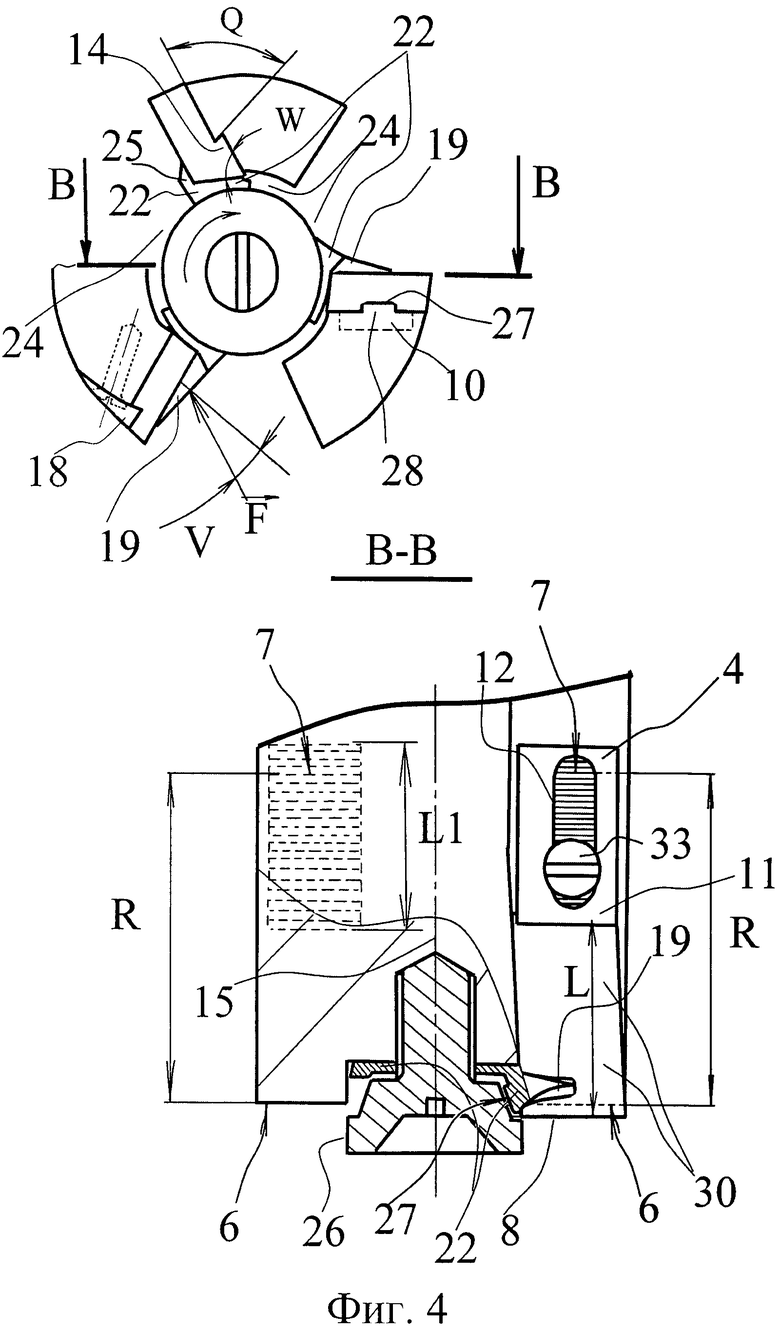
На фиг.4 То же, для фрезерования в двух проекциях.
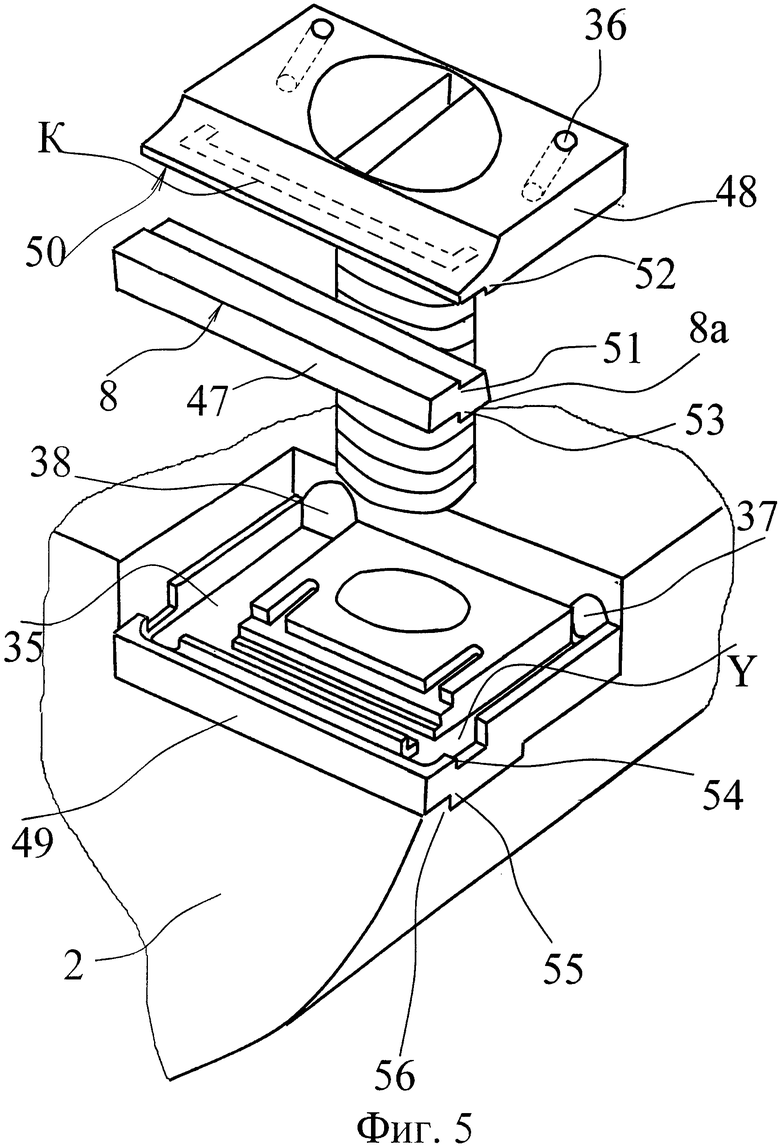
На фиг.5 Режущий инструмент, содержащий герметизированный канал охлаждения для не перетачиваемой режущей пластины со сменными режущими кромками в разобранном виде.
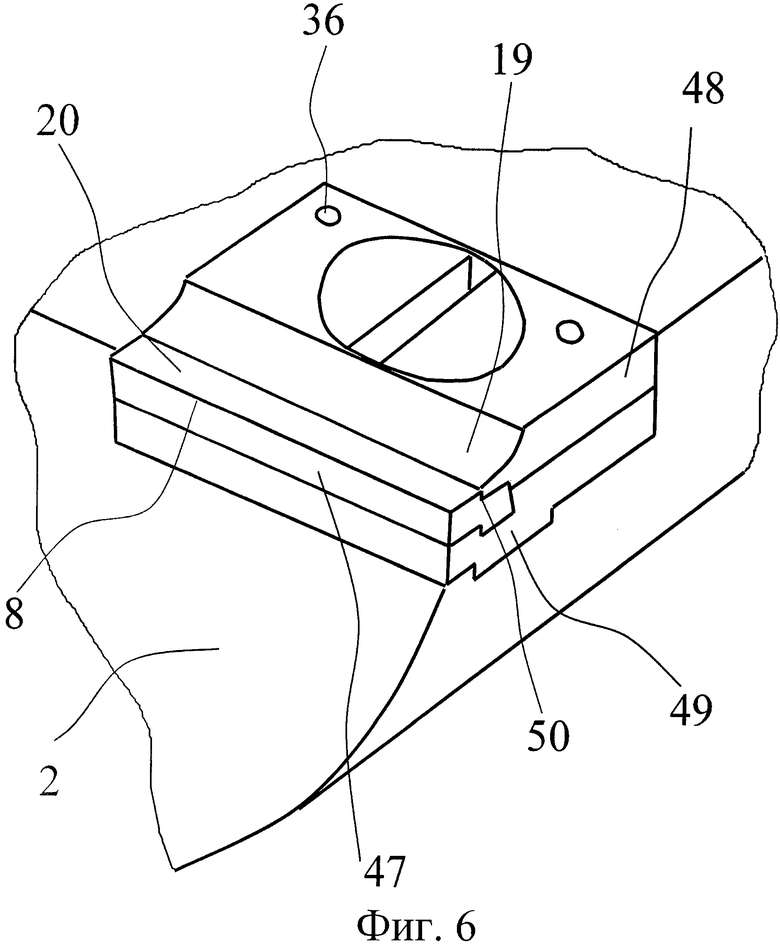
На фиг.6 То же, в собранном виде.
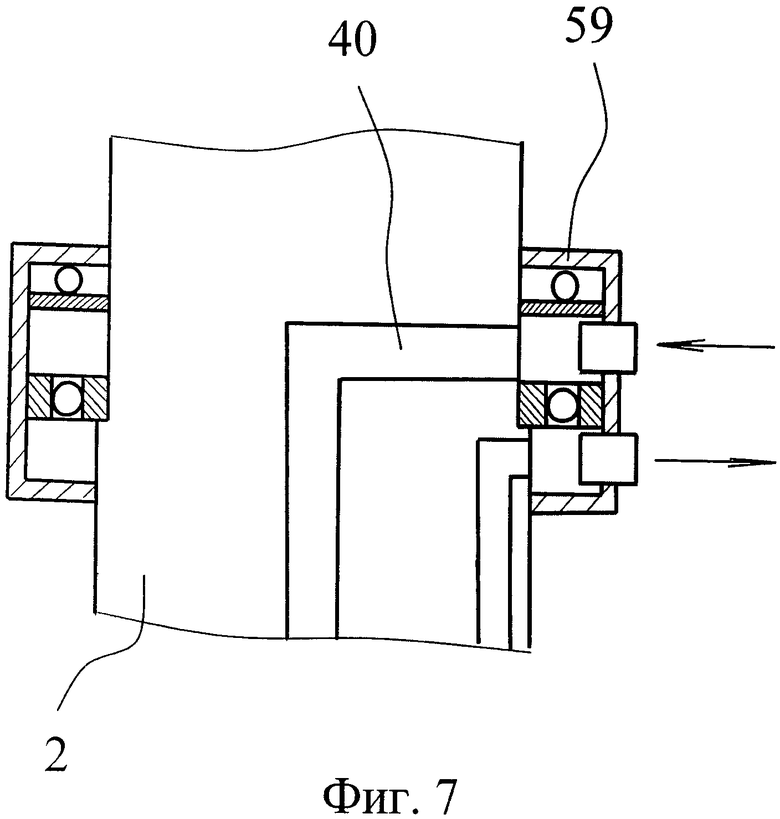
На фиг.7 Переходник.
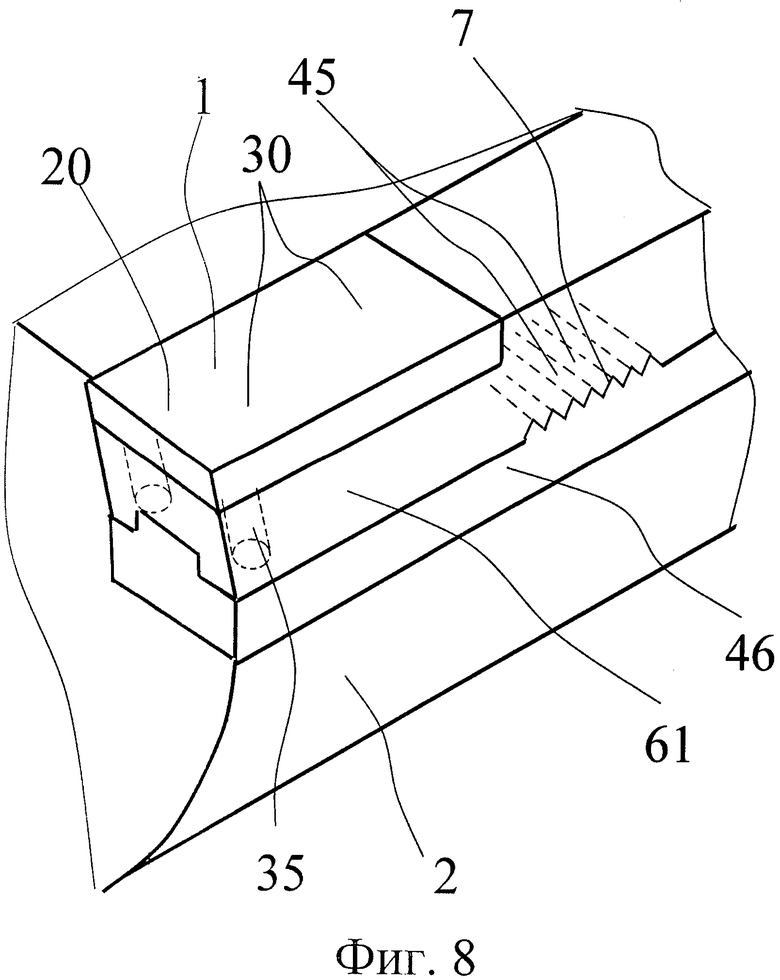
На фиг.8 Отделяемая и подвижная части.
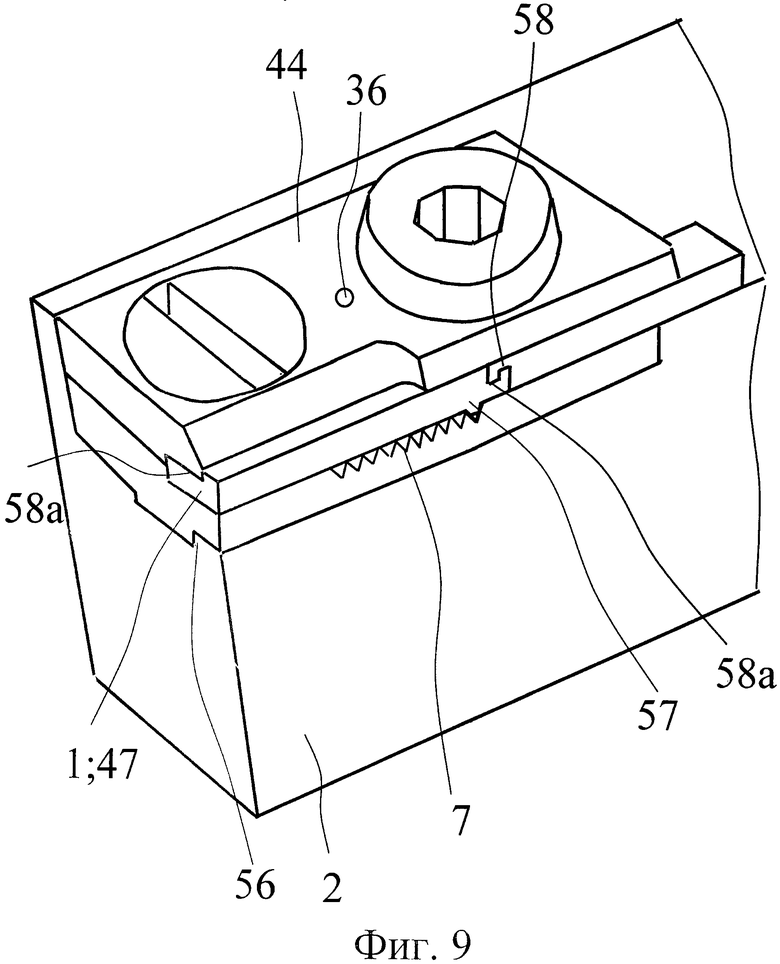
На фиг.9 Комбинированный прижим.
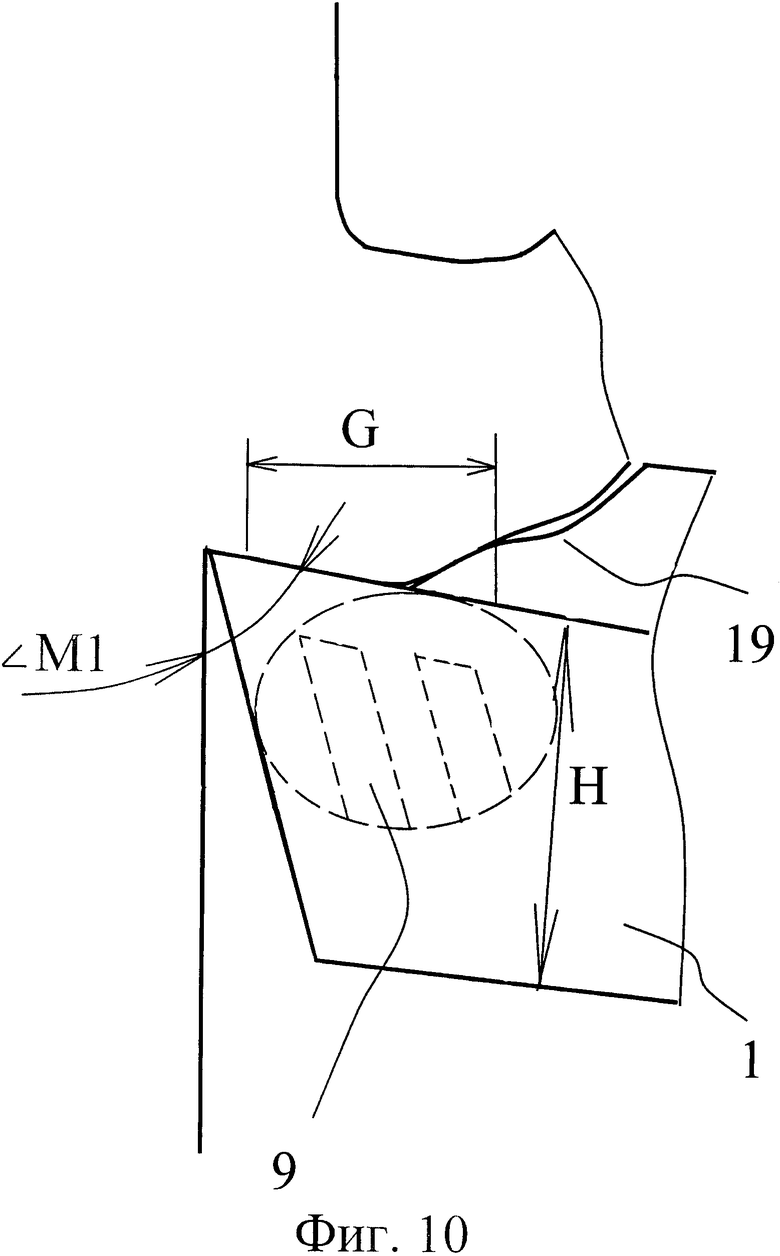
На фиг.10 Площадь давления стружки и глухие отверстия.
Осуществление изобретения
Режущий инструмент выполнен с возможностью попадания хладагента в зону резания и выполнен с возможностью фиксации режущих пластин 1 повышенной теплоемкости в единой плоскости резания с их прижатием к корпусу 2 по длине L в головных и задних частях головными 3 и задними 4 прижимами, выполненными с контактом по всей ширине S режущей пластины 1, установленной с осевым ее упором в задний прижим 4, содержащий упорные поверхности 5, расположенные синхронно, на равном расстоянии от торца 6 режущего инструмента для каждой режущей пластины и сопряженные с упорными поверхностями 7 фиксации на корпусе 2, расположенными также синхронно, на равном расстоянии R от торца 6 режущего инструмента для каждой режущей пластины 1 и выполненными в ряд по направлению к торцу 6 режущего инструмента, несущего режущие кромки 8 на длину L1, равную длине L режущих пластин 1. При этом под режущими пластинами 1, снабженными глухими отверстиями 9, расположены в полости 10, а выполнены режущие пластины с длиной L, как минимум в 7 раз превышающей их ширину S, при этом задний прижим 4 снабжен прижимающим упором 11, выполненным с шириной, равной ширине S режущей пластины, продольным пазом 12 и упорными поверхностями 5, сопряженными с упорными поверхностями 7 фиксации на корпусе 2, имеющем по крайней мере два отверстия 13 для прижатия заднего прижима 4 через его продольный паз 12, при этом режущая пластина 1 содержит продольную направляющую 14, сопряженную с корпусом 2, выполненную с поверхностью под углом Q 90-45 градусов с отклонением к оси 15 от основания 16 режущей пластины 1 и плоскости ее крепления, и содержит боковую сторону 17, выполненную под углом W отклонения от оси 15 и от основания 16 режущей пластины 1 и плоскости ее крепления, равным 90-39 градусам. При этом режущий инструмент содержит радиальную прижимную пластину 18, установленную с радиальным прижимом режущей пластины. Головной прижим 3 снабжен защитной поверхностью 19, расположенной на передней поверхности 20 режущей кромки 8, и упорной частью 21, состыкованной с корпусом 2, и выполнен с прижатием между двумя точками A и B опоры, точка A выполнена с прижимом в корпус 2, другая точка B опоры выполнена с прижимом в режущую пластину 1. Диаметральный прижим 22 контактирует с режущими пластинами 1 и центральным винтом (на фиг. не обозначен) через конический диаметр 23 и снабжен прорезями 24, буртиками 25, защитной поверхностью 19 и направляющей 26 ось резания поверхностью. В варианте продольная упорная направляющая 14 выполнена в виде паза 27, состыкованного с продольным выступом 28 корпуса, или выполнена клинообразной (на фиг. не показана).
Режущий инструмент выполнен без возможности попадания хладагента в зону резания и содержит герметизированный канал охлаждения, снабженный прокладкой 29, термостойкой до температур 1500 градусов, и дополнительно содержит верхний K и нижний Y циркуляционные контуры хладагента.
При этом режущий инструмент снабжен режущими пластинами увеличенной теплоемкости и устройством их фиксации, аналогичным описанному выше. При этом режущие пластины 1 выполнены в зависимости от свойств теплопроводности с высотой Н 2-5 мм, выполнены также удлиненными с возможностью многократной синхронной заточки и зафиксированы с прижатием к корпусу 2 одновременно по длине L и ширине S в головной и задней ее частях головными 3 и задними 4 прижимами и снабжены глухими несквозными отверстиями 9, содержащими поверхности контакта с хладагентом расположенные внутри тел режущих пластин 1 на расстоянии, меньшем высоты Н режущих пластин 1, и режущие платины 1 имеют поверхности контакта с хладагентом, расположенные на верхних плоскостях 30 режущих пластин 1 на участке передних поверхностей 20 режущих кромок 8, причем боковая сторона 17 режущей пластины выполнена под углом 90-45 градусов с отклонением от плоскости основания 16 режущей пластины и плоскости 31 крепления, при этом режущая пластина 1 установлена с упором в задний прижим 4, снабженным прижимающим упором 32, равным ширине S режущей пластины 1, продольным пазом 12, через который ввинчены винты 33, и снабженным упорными поверхностями 5, сопряженными с упорными поверхностями 7 фиксации на корпусе 2, имеющем по крайней мере два отверстия 34 для прижатия заднего прижима 4 через его продольный паз 12, при этом зафиксированные на режущем инструменте режущие пластины 1 выполнены равной длиной L с равными режущими углами заострения режущих кромок 8 и их кривизной, причем размеры конструктивных элементов всех задних прижимов 4, установленных на режущем инструменте, совпадают, при этом головной прижим 3 выполнен с верхним К контуром охлаждения и снабжен защитной поверхностью 19 и упорной частью 21, состыкованной с корпусом 2, и выполнен с прижатием между двумя точками опоры, одна из которых точка А выполнена с прижимом в корпус, другая точка В опоры выполнена с прижимом в режущую пластину 1, при этом герметизированный канал охлаждения содержит часть канала, включающую режущую пластину 1, полости 35, сапуны 36, входные 37 и выходные 38 отверстия, причем выходное 38 отверстие для каждого контура К, Y выполнено с большим диаметром d на 1/3 от диаметра d2 входного 37 отверстия и большим относительно пространства полости 35, при этом пространство полости 35 также увеличено относительно пространства входного 37 отверстия, а сапун 36 соединен с атмосферой и выполнен с возможностью регулировки размера диаметра пространства отверстия 39, соединяющего полости 35 с атмосферой, при этом входное 37 отверстие имеет входной канал 40, снабженный дозирующим винтом 41, у истока которого соединена с корпусом емкость 42 с хладагентом или с входным каналом соединен трубопровод 43.
Упорные поверхности 5 заднего прижима 4 и упорные поверхности 7 фиксации на корпусе 2 выполнены в форме ряда конических поверхностей 45 в виде зубцов или выполнены в виде отверстий и штифтов (на фиг. не показаны).
Продольные направляющие корпуса 2 (на фиг. не показаны), и упорные поверхности 7 фиксации корпуса 2 выполнены на отделяемой от корпуса части 46.
Часть герметизированного канала охлаждения содержит неперетачиваемую режущую пластину 47, содержащую сменные режущие кромки 8, 8а и закрепленную между верхним 48 и нижним 48 прижимами, содержащими верхний К и нижний Y циркуляционные контуры, сапуны 36 и полости 35, причем верхний 48 прижим снабжен защитной поверхностью 19, при этом режущая пластина 47 выполнена с прижатием по всей длине режущей кромки 8, 8а, причем передняя поверхность 20 режущей кромки 8 состыкована с защитными поверхностями 19 верхнего 48 прижима, а при их стыковке передняя поверхность 20 режущей кромки 8 или 8а режущей пластины 47 расположена выше порогов 50 защитных поверхностей 20 верхнего прижима 48, причем режущая пластина 47 выполнена с фиксирующими поверхностями 51, совпадающими по геометрии и сопряженными с фиксирующими поверхностями 52 и 54 верхнего 48 прижима, и режущая пластина 47 выполнена с фиксирующими поверхностями 53, совпадающими по геометрии и сопряженными с фиксирующими поверхностями 54 нижнего 49 прижима, а основание нижнего 49 прижима содержит фиксирующие поверхности 55, совпадающие и сопряженные с фиксирующими поверхностями 56 корпуса 2, причем входные 37в отверстия расположены относительно оси на периферии резания режущей пластины 47.
Режущая пластина 1, 47 содержит фиксатор 57, выполненный с выступами 58 и впадинами 58а, соединенными с рядом поверхностей 7 фиксации на корпусе, с верхним 48, нижним 49, комбинированным 44, головным 3 и задним 4 прижимами, и фиксатор выполнен с возможностью упора и возможностью регулировки вылета режущей пластины 1, 47 от торца 6 корпуса и выполнен с возможностью фиксации от смещения режущей пластины 1, 47.
Режущий инструмент снабжен комбинированным прижимом 44, выполненным с совокупностью функций и конструктивных элементов головного 3, заднего 4, верхнего 48 и нижнего 49 прижимов.
Трубопроводы с хладагентом циркуляционных контуров снабжены переходником 59 от невращающегося трубопровода к вращающемуся.
Режущий инструмент содержит режущую пластину 1, 47, выполненную сверхтвердой.
При фиксации верхняя плоскость 30, передняя поверхность 20 выполнены под углами M1 положительного, нулевого и отрицательного значения отклонения от вектора Р1 продольной и вектора Р2 поперечной подачи или обрабатываемой поверхности, при этом плоскость крепления 31 на нижнем 49 прижиме и корпусе 2 также выполнены под углами М2 положительного, нулевого и отрицательного значения отклонения от вектора Р1 продольной и вектора Р2 поперечной подачи или обрабатываемой поверхности.
Способ применяют для фиксации заточенных синхронно режущих пластин увеличенной теплоемкости и длины, выполненных без отверстий, с фиксацией их режущих кромок в единой плоскости резания режущего инструмента по заданным координатам резания металлорежущего станка, причем фиксацию относительно плоскости резания выполняют с помощью упорных поверхностей фиксации, расположенных на корпусе и выполненных в ряд в направлении торца, несущего режущие кромки на расстоянии, равном длине режущей пластины, причем фиксацию осуществляют с прижимом по всей длине режущей пластины к корпусу в ее головной и задней частях головными и задними прижимами с их контактом по всей ширине режущей пластины, при этом перемещение режущих пластин по оси режущего инструмента выполняют синхронно посредством состыкованных упорных поверхностей фиксации на корпусе с упорными поверхностями задних прижимов, выполненных с возможностью перестановки и с возможностью синхронного смещения на расстояние, равное длине режущих пластин, причем способ используют для регулировки синхронности смещения и регулировки вылета режущей кромки от торца корпуса, при этом режущие пластины, выполненные с возможностью многократной заточки, являющейся процессом восстановления режущих углов путем сокращения длины, используют многократно, а при установке упорными поверхностями фиксации на корпусе и заднего прижима регулируют вылет режущей кромки от торца корпуса режущего инструмента, причем под заточку используют всю длину режущей пластины, при этом заточку выполняют синхронно, получая равные с абсолютом значения длины и значения режущих углов режущих кромок, посредством их закрепления в ряд в приспособленные кассеты с общим наклоном и упором относительно направления подачи заточного режущего инструмента и синхронно затачивают по задней поверхности режущих кромок, а после заточки режущие пластины фиксируют по заданным первоначальным координатам резания металлорежущего станка с помощью регулировки смещения режущих пластин по направлению к торцу корпуса, несущего режущие кромки.
Способ фиксации и заточки режущих пластин режущего инструмента используют для сверхтвердых режущих пластин. Такие пластины имеют возможность резания и использования без переточки с геометрией и углами, образованными при резании произвольно после износа.
Фиксацию, регулировку синхронного смещения и регулировку вылета режущих кромок выполняют посредством фиксатора режущей пластины, состыкованного с упорными поверхностями фиксации на корпусе перестановкой на одну упорную поверхность фиксации на корпусе ближе к торцу корпуса, несущего режущие кромки.
Способ используют для герметизированного канала охлаждения, для исключения превращения графита в цементит, находящийся в обрабатываемой заготовке, или используют при возможности попадания хладагента в зону резания.
Способ фиксации и заточки режущих пластин режущего инструмента используют при фрезеровании, при сверлении, при токарной обработке, при зенкеровании, при расточке и при строгании.
Система экономики капитала, в полной зависимости которой находятся предприятия, осуществляющие металлорежущие процессы, диктует условие полной экономической зависимости всех технических результатов конструкций устройств и способов работы, т.е без экономического результата любой технический результат не востребован в процессе резания. Возможность режущих пластин использовать 95 процентов своей длины для синхронной переточки позволяет произвести более чем стократную переточку одной произведенной режущей пластины, причем при напаянных, например, дорогостоящих сверхтвердых пластинах используется сто процентов их длины и массы в процессе резания, что повышает экономичность за счет количества обработанного материала по отношению к единице массы твердого сплава.
Фиксация режущих кромок режущих пластин в единой плоскости резания может быть осуществлена только при наличии жестко закрепленных и выполненных синхронно от торца 6 корпуса поверхностей фиксации 7 и только при наличии синхронно заточенных режущих пластин. Синхронная заточка исключает все погрешности производства режущих пластин, включающих погрешности размеров и углов заострения режущих кромок. С помощью способа производится точное с абсолютом распределение срезаемого слоя, что позволяет снизить его ширину в два раза с повышением оборотов резания более чем в 4 раза. Например, для марки ВК8 расчетный заданный режим резания составляет ширину среза 0,4 мм и 900 оборотов в минуту, а при расположении режущих кромок с абсолютом в единой плоскости резания снижают ширину среза до 0,1 мм, т.е. в четыре раза, а обороты за счет снижения сил резания увеличивают в 8 раз до 7200 оборотов в минуту. Таким образом повышают скорость резания и облегчают деформацию срезаемого слоя, что также применяют при работе сверхтвердых пластин, образующих высокую температуру в зоне резания из-за высоких внутренних напряжений кристаллической решетки при деформации. При этом получают возможность снизить толщину срезаемого слоя до 0,001 мм. При этом равные с абсолютом значения углов, получаемые при способе заточки, исключают неравномерность распределения нагрузок при резании на ось режущего инструмента, чему также способствует и равномерность распределения срезаемого слоя на каждую режущую пластину. Это повышает осевую точность резания, снижает осевые вибрации режущего инструмента, повышает стойкость режущих кромок. При этом возможность многократной заточки обеспечивают выполнением ряда упорных 7 поверхностей фиксации на расстояние, равное длине режущих пластин, и возможностью синхронного смещения задних прижимов на расстояние, равное длине режущих пластин. Выполнением режущих пластин удлиненными увеличивают их теплоемкость и снижают вибрации за счет увеличенного плеча крепления.
Прижимом режущих пластин по длине и ширине с возможностью смещения задних прижимов обеспечивают возможность режущего инструмента быть приспособленным под любую длину режущих пластин или быть приспособленным для установки режущих пластин после синхронной заточки, а поверхности 7 фиксации на корпусе жестко закреплены и исключают все возможности смещения режущей пластины и вибраций, направленных по оси, а также отклонения от заданных координат резания при воздействии сил от подачи, при этом осуществляют фиксацию режущей пластины, выполненную без отверстий, что необходимо для герметизированного канала охлаждения и для возможности многократной синхронной заточки режущих пластин, что дополнительно достигается прижимом режущих пластин по длине и ширине. При этом прижимом режущих пластин по длине и ширине также снижают вибрации режущей пластины относительно корпуса, чем повышают герметичность герметизированного канала охлаждения, т.к. при отхождении режущей пластины от корпуса при вибрациях или давлении хладагента у последнего есть возможность попадания его в зону резания, что исключается контактом головных и задних прижимов по всей ширине режущих пластин и их контактом в головной и задней ее частях, причем снижением вибраций режущих пластин относительно корпуса повышают стойкость режущих кромок. При этом таким способом обеспечивают возможность установки на режущий инструмент режущих пластин, не содержащих отверстия для крепления внутри своего периметра, а это абсолютно необходимо для возможности многократной синхронной заточки режущих пластин и абсолютно необходимо для герметизации герметизированного канала охлаждения, т.к. через указанное отверстие хладагент попадет в зону резания.
Возможностью функции режущего инструмента регулировать вылет режущих кромок от торца корпуса, их несущего, предотвращают растрескивание режущей пластины, вызванное нагрузкой на изгиб.
Работа режущего инструмента в изобретении выражается работой устройства фиксации режущих пластин, применяемой для инструмента, выполненного с возможностью попадания хладагента в зону резания, и для инструмента, выполненного без возможности попадания хладагента в зону резания, содержащего герметизированный канал охлаждения, выполненный в вариантах, в одном из которых часть герметизированного канала содержит многократно перетачиваемую режущую пластину 1, в другом неперетачиваемую режущую пластину 47, содержащую сменные режущие кромки 8 и 8а.
Устройство фиксации обеспечивает: расположение режущих кромок 8 синхронно заточенных режущих пластин 1, 47 в единой плоскости резания; регулировку вылета режущих кромок 8 от торца 6 корпуса 2; возможность синхронного смещения режущих пластин 1 на расстояние, равное их длине S; прижим теплоемкой режущей пластины, имеющей длину L, как минимум в 7 раз превышающую их ширину S; прижатие режущей пластины 1, не содержащей отверстие, по ее периметру.
Расположение режущих кромок 8 режущих пластин 1, 47 в единой плоскости резания снижает осевые вибрации режущего инструмента при резании, повышает осевую точность резания, повышает стойкость режущих кромок и повышает скорость резания, облегчение общего коэффициента деформации срезаемого слоя и качества обработанной поверхности. Это достигается за счет равномерного распределения срезаемого слоя на каждую режущую пластину, чему также способствует фиксация синхронно заточенных режущих пластин, имеющих одинаковые с абсолютом значения режущих углов режущих кромок, что равномерно распределяет нагрузки на каждую режущую пластину, что исключает дисбаланс при резании режущего инструмента. Обеспечение вышеуказанных фактов производится выполнением на корпусе 2 поверхностей 7 фиксации жестко закрепленными и расположенными синхронно от торца 6 корпуса 2, несущего режущие кромки 8. Поверхности 7 фиксации на корпусе 2 фиксируют задние прижимы 4, сопряженные с ними упорными поверхностями 5, осуществляющими упор режущих пластин 1 через прижимающие упоры 11. С помощью выполнения в ряд поверхностей 7 фиксации на корпусе 2 производят смещение режущих пластин 1 и регулировку вылета режущих кромок 8 от торца 6 корпуса 2, необходимого для предотвращения растрескивания режущих пластин при нагрузках на изгиб, а выполнением ряда поверхностей 7 на расстоянии, равном длине режущих пластин 1 по направлению к торцу 6 корпуса 2, обеспечивается возможность режущего инструмента быть приспособленным под различные длины режущих пластин и их установки после многократной заточки. Упор режущей пластины 1, имеющий сопротивление силам подачи, осуществляемый выполненными жестко на корпусе 2 поверхностями 7 фиксации через задний 4 прижим, исключает смещение режущей пластины относительно корпуса 2 при резании.
При этом режущие пластины 1 выполнены с длиной L, более чем в 7 раз превышающей их ширину S, что повышает ее теплоемкость и удлиняет механическое плечо при креплении, что снижает все вибрации и повышает герметичность. При этом прижим режущей пластины 1 осуществлен по ее периметру с помощью контакта головного 3 прижима в головной части режущей пластины и контакта заднего 4 прижима в задней ее части, имеющего ширину прижимающего упора 11, 32, равного ширине S режущей пластины 1. Прижатие с контактом по углам периметра режущей пластины 1 снижает ее вибрации относительно корпуса 2 и повышает герметичность герметизированного канала охлаждения.
Выполнение задних 4 прижимов может быть различным. Предпочтительным вариантом выполнения заднего прижима является вышеописанный в статическом состоянии задний 4 прижим, прижимаемый через продольный паз 12 винтами 33, вкрученными в выполненные в ряд отверстия 13, 34. Продольный паз 12 служит для свободы заднего прижима относительно одного из отверстий 13, 34. А отверстия 13, 34 выполнены в ряд, для того чтобы винт 33 всегда находился вблизи задней части режущей пластины для усиления прижимающих режущую пластину сил. Например, если винт 33 будет удален от задней части режущей пластины, то режущая пластина будет вибрировать и нарушится герметизация герметизированного канала охлаждения ввиду недостаточности сил прижатия.
Головной 3 прижим и диаметральный 22 прижим одинаково многофункциональны. Обеспечение возможности многократной переточки режущей пластины 1 и наличие герметизированного канала охлаждения не допускает выполнение отверстия для крепления внутри периметра режущей пластины 1. С этим фактом связано выполнение головного 3 прижима совместно с диаметральным 22 прижимом обеспечивающими функцию прижатия режущей пластины 1 в головной и центральной ее частях. Головной 3 прижим прижат винтом (на фиг. не обозначен) между двумя точками A и B, что позволяет использовать силы упругости материала головного 3 прижима для увеличения сил прижатия режущей пластины 1, что дополнительно обеспечивает герметичность герметизированного канала охлаждения. Защитные поверхности 19, выполненные на головном 3, диаметральном 22 и верхнем 48 прижимах, обеспечивают снижение нагрева и трения режущей пластины 1, 47 путем защиты ее от трения и тепла стружки на участке передней поверхности 20 режущей кромки 8, что снижает нагрев режущей пластины 1, 47, повышает стойкость режущих кромок 8 и, следовательно, повышает скорость резания, при этом за счет угла V наклон к периферии защитных поверхностей 19 изменяется в направлении оси 15, направление сил F давления срезаемого слоя и направление завивания стружки в направлении периферии, что частично уравновешивает указанные силы, за счет чего они снижают свое значение. Выполненные под углом W боковые стороны 17 режущих пластин 1, состыкованные с корпусом 2 или диаметральным 22 прижимом и прижатые с помощью радиальной пластины 18, образуют дополнительные силы, воздействующие на прижатие режущей пластины 1 к корпусу 2, и усиливают показатели технических результатов, в частности снижение всех вибраций и обеспечение герметичности, причем углы W усиливают указанные результаты совместно с выполнением углов Q поверхности продольной направляющей 14, осуществляющей функцию радиальной фиксации и функцию направляющей при смещении режущей пластины 1 по направлению оси 15 совместно или несовместно с радиальной прижимной пластиной 18, при этом выполненной с возможностью самостоятельного выполнения указанных функций.
Центральный прижимной болт (на фиг. не обозначен) при закручивании воздействует на конический диаметр 23 диаметрального 22 прижима, имеющего свойство упругости, а за счет выполнения прорезей 24 он раздвигается и прижимает режущую пластину 1 к корпусу 2 и радиальной пластине 18 или к поверхности, выполненной под углом Q к продольной направляющей 14, также осуществляющими фиксацию, при этом при закручивании центрального прижимного болта на диаметральном 22 прижиме возникает крутящий момент, который также прижимает режущую пластину 1 и прижимает к ней защитные поверхности 19, что предупреждает раскручивание, чему также дополнительно способствует головной 3 прижим. На диаметральном 22 прижиме или на центральном прижимном винте выполняют направляющую ось резания поверхность 26 для повышения осевой точности резания и качества обработанной поверхности. В варианте продольная упорная направляющая, выполненная в виде паза 27, состыкованного с продольным выступом 28 корпуса, или клинообразная (на фиг. не показана) направляющая работают аналогично продольной упорной направляющей 14.
Устройство фиксации обеспечивает высокую экономичность инструмента посредством возможности установки режущих пластин многократной заточки.
При этом головной 3 прижим защищает плоскость передней поверхности или верх режущей пластины 1 от разрушения поверхностного слоя режущей пластины, служащего передней поверхностью после переточки режущей кромки.
Для избежания износа продольной кромки и ее трения об обрабатываемую поверхность режущая пластина расположена под углом отклонения от осевого направления.
Форма выполнения поверхностей 7 и 5 фиксации коническими поверхностями 45 в виде зубцов является наиболее оптимальной при изготовлении для уменьшения их размеров и увеличения их количества для повышения точности регулировки, имеют аналогичный принцип работы и поверхности 7 и 5 фиксации, выполненные с отверстиями и штифтами (на фиг. не показаны).
Головной 3 и задний 4 прижимы содержат выступы 60, осуществляющие функцию фиксации режущей пластины от смещения, например, в направлении подачи.
Режущая пластина 1 напаяна на элемент 61, выполненный с возможностью смещения, и работает аналогично закрепленной механически и содержит поверхности фиксации (на фиг. не обозначены), сопряженные с поверхностями 7 фиксации и содержит глухие отверстия 9.
Для обеспечения возможности многократной синхронной заточки, при которой режущая пластина 1 в основном затачивается по задней поверхности, а по верхней плоскости 30 снятие слоя металла незначительно, а также для получения указанных технических результатов режущие пластины располагают с верхней плоскостью 30 или передней поверхностью 20 под углами Ml положительного, нулевого и отрицательного значения отклонения от вектора P1, Р2 подачи или обрабатываемой поверхности, в зависимости от заданных условий резания. Например, при отклонении от вектора Р2 для повышения стойкости угол Ml имеет положительное значение, а для повышения качества обработанной поверхности угол M1 имеет отрицательное значение. Указанные отклонения углов M1 образуют известные в технике и науке углы: главный передний угол, угол резания, угол наклона главной режущей кромки, а также оказывают влияние на угол заострения режущей кромки, причем указанные известные в технике углы могут быть достигнуты углом М2 отклонения плоскости крепления 31 прямоугольных или трапециевидных по поперечному сечению режущих пластин.
В варианте выполнения режущего инструмента режущая пластина 1, 47 содержит фиксатор 57, соединенный с поверхностями 7 фиксации, причем фиксатор 57 осуществляет возможность упора и возможность регулировки вылета режущей пластины 1, 47 от торца 6 корпуса и возможность фиксации от смещения режущей пластины 1, 47.
В варианте выполнения режущего инструмента содержится комбинированный 44 прижим, осуществляющий функцию прижатия, охлаждения и фиксации режущей пластины 1, 47 в совокупности принципов работы головного 3, заднего 4, верхнего 49 и нижнего 49 прижимов.
В упрощенном варианте выполнения режущего инструмента режущие пластины прижаты с частичным контактом с передней поверхностью 20 буртиками 25.
В варианте поверхности 7 фиксации и направляющий продольный паз, выполненный для сопряжения с упорной продольной направляющей 14, выполнены на отделяемой от корпуса части 46. Это необходимо при изготовлении инструмента, не имеющего возможности подвода изготавливающего описываемый режущий инструмент режущего инструмента и для возможности замены выработанных рабочих поверхностей поверхностей 7 фиксации и поверхностей продольного паза на новые.
Длина L1 упорных 7 поверхностей при фиксации может быть компенсирована длиной заднего 4 прижима.
Полости 10 корпуса 2 негерметизированные и служат для подвода хладагента к глухим отверстиям 9.
Выполнение глухих отверстий 9 на режущей пластине 1, 47 снижает нагрев и повышает стойкость режущей кромки 8. Глухие отверстия 9 охлаждают изнутри тело режущей пластины и имеют возможность своего применения на режущем инструменте с возможностью попадания хладагента в зону резания и режущем инструменте без возможности попадания хладагента в зону резания.
При установке после переточки с помощью упорных 7 и 5 поверхностей подбирают расстояние между глухими отверстиями 9 для прижимного контакта с корпусом 2 так, чтобы через глухие отверстия 7 герметизированный канал охлаждения не соединился с атмосферой.
Герметизированный канал охлаждения предназначен для охлаждения режущей пластины 1, 47 при исключении попадания хладагента в зону резания и на обрабатываемую поверхность. Исключение попадания хладагента в зону резания необходимо при обработке серых чугунов для предотвращения превращения графита в цементит, находящихся в обрабатываемой детали, или необходимо для работы сверхтвердых материалов режущих пластин, работающих при высоких температурах резания с деталями высокой твердости. При превращении графита в цементит обрабатываемый материал приобретает включения высокой твердости, которые действуют с переменным ударом на режущую кромку, что выводит ее из строя. Цементитное превращение происходит после нагрева заготовки в процессе обработки и резкого охлаждения. Следовательно, при исключении попадания хладагента в зону резания или на обрабатываемую поверхность и деталь исключается цементитное превращение в стружке и обрабатываемой детали.
Стойкость повышают снижением вибраций, снижением предела нагрева режущей кромки 8 и скоростью отвода тепла от режущей кромки 8.
Снижение предела нагрева режущей пластины 1, 47 и повышение скорости теплоотвода от режущей кромки 8 осуществляется стабильностью циркуляции хладагента, защитными поверхностями 19 головных 3 и верхних 48 прижимов и одновременным охлаждением режущей пластины 1, 47 по верхнему К и нижнему Y циркуляционному контуру и снабжением режущей пластины 1, 47 глухими отверстиями 9, кратно повышающими площадь контакта хладагента с режущей пластиной вблизи режущей кромки 8. При этом верхний К циркуляционный контур служит для охлаждения защитной поверхности 19 и головного 3 прижима.
Одно из отличий режущего инструмента в том, что он применяется на станках, не оснащенных стационарным подводом хладагента или с подачей хладагента без давления, например самотеком. Емкость 42, соединенная с корпусом 2, предназначена для автономного питания герметизированного канала охлаждения или предназначена для газообразного хладагента. Емкость 42 заполняется хладагентом, который самотеком охлаждает режущую пластину, т.е. получен автономный герметизированный канал с нулевым давлением хладагента в циркуляционном контуре. При условии отсутствия давления и нагреве режущей пластины хладагент или охлаждающая жидкость переходят в парообразное состояние, в части канала под режущей пластиной 1, 47 и в полостях 35 для прохода хладагента будет препятствовать проходу хладагента по герметизированному каналу охлаждения. Если рассмотреть поведение пузыря в канале, то ясно, что пузырь будет стремиться к атмосфере по пути наименьшего сопротивления, следовательно, если для пузыря создать путь наименьшего сопротивления в направлении от входного 37 отверстия, то пузырь не будет препятствовать хладагенту во входном 40 канале. Путь наименьшего сопротивления создается с помощью увеличения пространства полости 35 относительно входного 37 отверстия и выполнения выходного 38 отверстия с большим диаметром на 1/3 от диаметра входного 37 отверстия. За счет этого улучшается циркуляция хладагента. В момент парообразований режущая пластина не получает необходимого охлаждения. Для дополнительного устранения парообразований или пузырей служит сапун 36, соединяющий указанную часть канала охлаждения, элементом которого является режущая пластина 1, 47, с атмосферой. Парообразования, не успевшие выйти в выходное 38 отверстие, выводятся через сапун 36, и, наоборот, парообразования, не вышедшие через сапун 36, выводятся в выходное 38 отверстие. Таким образом, повышается скорость теплоотвода путем обеспечения стабильности циркуляции хладагента. При этом количество выходящего пара регулируют сужением и расширением пространства отверстия 39, соединяющего полости 35 с атмосферой, с помощью винта и пластины в виде задвижки с пазом. Регулировка производится с учетом режимов резания и давления хладагента. Чем выше режимы резания, тем выше нагрев режущей пластины 1, 47 и парообразования и тем больше открывается задвижка. А, например, при высоком давлении хладагента или при использовании жидкого газа задвижка полностью перекрывается. Обратный клапан (на фиг. не показан) препятствует обратному выходу хладагента из входного канала 40 корпуса 2. Дозирующий винт 41 служит для регулировки количества хладагента, поступающего в указанную часть канала, или для регулировки давления хладагента. С помощью регулировки количества хладагента в незамкнутом циркуляционном контуре исключается выход наружу хладагента, весь объем которого переходит в пар, что не мешает процессу резания. С помощью регулировки давления и количества хладагента подбираются давление и количество, при которых режущая пластина 1, 47 не отходит от корпуса 2, нарушая герметичность, что также лояльно к погрешностям размеров при изготовлении режущих пластин. При этом с помощью регулировки снижают парообразования, направленные во входное 37 отверстие.
Защитная поверхность 19 собой сокращает площадь контакта стружки с режущей пластиной 1, 47, включая сокращение площади передней поверхности 20 режущей кромки 8, воспринимающей давление стружки и срезаемого слоя, площади, на участке которой сосредотачивается наиболее высокий нагрев режущей пластины, распространяющийся на режущую кромку 8, дополнительно нагревая ее.
Защитная поверхность 19 в варианте выполнена сменной (на фиг. не показана), закрепленной на верхнем 48 или головном 3 прижиме. Сменная часть защитной поверхности 19 также защищает от тепла и трения не только переднюю поверхность 9 режущей кромки 8, но и сам прижим верхний 48 или головной 3 прижим.
Верхний K циркуляционный контур осуществляет контакт хладагента с верхней плоскостью 30 режущей пластины, содержащей переднюю поверхность 20 режущей кромки 8. Нижний Y циркуляционный контур осуществляет контакт хладагента с основанием режущей пластины 1, 47. Глухие отверстия 9 основания режущей пластины 1, 47 служат для провода хладагента в тело режущей пластины 1, к передней и задней поверхностям режущей кромки 9 изнутри. Форма выполнения на основании режущей пластины 1 углублений для провода хладагента в виде глухих несквозных отверстий 9 не снижает предел прочности режущей пластины 1, что обеспечивается за счет материала режущей пластины 1 между глухими отверстиями 9. Полости 35 герметизированные и служат для подвода хладагента к глухим отверстиям 9.
Ширина режущей кромки 8 и режимы резания определяют величину площади G восприятия давления стружки. Площадь G восприятия давления стружки трением и теплообменом определяет количество тепла, полученного телом режущей пластины. Если снизить предел нагрева тела режущей пластины, то режущая кромка повышает стойкость к разрушению от трения, перегрева и действия сил резания за счет повышения скорости теплоотвода. Поверхности режущей пластины, контактирующие с хладагентом непосредственно, дополнены верхним циркуляционным контуром, охлаждающим пластину по плоскости 30, и глухими отверстиями 9 режущей пластины 1, причем глухие отверстия 9 охлаждают тело режущей пластины 1, 47 изнутри и приближают поверхности режущей пластины 1, контактирующие с хладагентом, к режущей кромке 8 и к площади G восприятия давления стружки. Одновременно с этим предел нагрева тела режущей пластины 1, 47 снижается ее участком теплоемкости, образованным выполнением режущей пластины 1 удлиненной с участием свойства металлов впитывать нагрев всем телом или всей массой или свойства атомов участвовать в теплообмене сразу во всем теле режущей пластины. Чем больше атомов участвуют в теплообмене, тем больше тепла перейдет от головной части к задней через участок теплообмена, элементом которого является тело режущей пластины 1 между глухими отверстиями 9 основания.
При уменьшении, защитными поверхностями 19, площади восприятия давления и трения стружки режущей пластины 1, 47 снижается количество тепла, направленного к режущей кромке 8. Если режущая пластина будет иметь площадь контакта с хладагентом, превышающую в пять раз площадь восприятия давления стружки, то тело режущей пластины 1, 47 не имеет фиксированный предел нагрева и постоянно нагревается. Постоянный нагрев режущей пластины 1, 47 приводит к тому, что теплоотвод от режущей кромки 8 сначала замедляется, а после нагрева тела режущей пластины 1, 47, в зависимости от ее марки или свойства, равного от 700 до 1500 градусов теплоотвод приобретает нулевое значение. Следовательно, если установить предел нагрева тела режущей пластины 1, 47, не превышающего 700 градусов, и увеличить скорость отвода тепла от режущей кромки 8, то режущая кромка 8 снизит свою рабочую температуру и сможет повысить скорость резания. При этом защитные поверхности 19 35-45 процентов теплоты направляют в охлаждаемое тело, отдельное от тела режущей пластины 1, 47, что также снижает порог нагрева режущей пластины.
Герметичность является основным требованием канала охлаждения герметизированного. Одновременный прижим основания режущей пластины 1 к корпусу 2 по периметру по ширине S и длине L лишает ее возможности приподняться под действием давления хладагента от корпуса 2. Усиление прижимающих сил, действующих на режущую пластину 1, позволяет повысить давление хладагента, что повысит эффективность охлаждения. При этом высота Н подбирается в зависимости от свойств теплопроводности материала режущей пластины, а т.к твердые и сверхтвердые сплавы имеют низкую скорость теплообмена, то для эффективности охлаждения по нижнему Y контуру высота Н пластины 1 составляет 2-5 мм.
Важным фактором для герметичности является прокладка 29, выполненная для этого термостойкой и с возможностью охлаждения. Термостойкость прокладки 29 до температур 1500 градусов исключает ее смягчение, влекущее просачиваемость хладагента и вибрирование режущей пластины. Другим важнейшим фактором для герметичности является устройство фиксации, обеспечивающее возможность прижима режущей пластины, не содержащей отверстие для крепления внутри своего периметра. Таким образом, герметичность повышается и обеспечивается устройством фиксации и термостойкостью прокладки 29.
В варианте герметизированный канал охлаждения аналогично работает с частью канала, содержащего неперетачиваемую режущую пластину 47 со сменными режущими кромками 8 и 8а. Отличием является расположение передних поверхностей 20 выше порогов защитных поверхностей 19 для исключения попадания стружки под верхний 48 прижим, ведущего к его поломке, а также фиксация режущей пластины 47 к нижнему 49 и верхнему 48 прижиму, выполненная с совпадающей геометрией фиксирующих поверхностей 52, 53, 51, 54, 55, 56. При этом охлаждение, произведенное от периферии режущей пластины 47, имеет эффективность потому, что самый большой нагрев режущая пластина испытывает на периферии, и потому, что при контакте с режущей пластиной хладагент нагревается и далее следует более нагретый или более запузыренный.
Поступление хладагента под давлением обеспечивают трубопроводы 43. Для расширения области применения, для недостаточно оснащенных станков, применяется переходник 59 от невращающегося трубопровода 43 и входного канала 40 к вращающемуся трубопроводу (на фиг. не обозначен).
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2014 |
|
RU2575530C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ РЕЗАНИЯ | 2011 |
|
RU2481176C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2524512C2 |
| КРЕПЕЖНОЕ УСТРОЙСТВО ДЛЯ РЕЖУЩИХ ПЛАСТИН | 2011 |
|
RU2481925C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2524464C2 |
| СВЕРЛО | 2010 |
|
RU2457927C2 |
| СПОСОБ И РЕЖУЩИЙ ИНТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ И ПОЛУПРОВОДНИКОВ РЕЗАНИЕМ С ОДНОВРЕМЕННЫМ ПРОПУСКАНИЕМ ЭЛЕКТРИЧЕСКОГО ТОКА | 2012 |
|
RU2530245C2 |
| СВЕРЛО | 2011 |
|
RU2476294C2 |
| СВЕРЛО С УСТРОЙСТВОМ РЕГУЛИРОВКИ ДИАМЕТРА РЕЗАНИЯ | 2010 |
|
RU2451580C2 |
| КОМПЛЕКТ РЕЖУЩЕГО ИНСТРУМЕНТА МЯСОРУБКИ И ЕГО РАБОЧАЯ ЧАСТЬ | 1996 |
|
RU2116837C1 |
Способ включает установку режущих пластин повышенной длины, выполненных без отверстий для крепления, в пазу корпуса с направлением перемещения под острым углом к оси инструмента. Для повышения скорости резания за счет облегчения деформации срезаемого слоя фиксацию выполняют с помощью упорных поверхностей, выполненных на корпусе и расположенных в ряд в направлении торца, несущего режущие кромки, на расстоянии, равном длине режущей пластины, с прижимом по всей длине режущей пластины к корпусу в ее головной и задней частях головным и задним прижимами с их контактом по всей ширине режущей пластины. При этом перемещение режущих пластин по оси режущего инструмента выполняют посредством состыкованных упорных поверхностей фиксации на корпусе и упорных поверхностей задних прижимов, выполненных с возможностью перестановки и с возможностью смещения на расстояние, равное длине режущих пластин, причем используют заточенные на всю длину режущие пластины с равными значениями длины и режущих углов режущих кромок, полученными посредством их закрепления при заточке в ряд в кассеты с общим наклоном и упором относительно направления подачи заточного инструмента и затачивания по задней поверхности режущих кромок. 3 н. и 22 з.п. ф-лы, 10 ил.
1.Способ регулирования вылета от торца корпуса режущего инструмента заточенных режущих пластин, их смещения с фиксацией режущих кромок в единой плоскости относительно режущего инструмента, включающий установку режущих пластин повышенной теплоемкости и длины, выполненных без отверстий для крепления, в пазу корпуса с направлением перемещения под острым углом к оси инструмента, отличающийся тем, что фиксацию относительно указанной единой плоскости выполняют с помощью упорных поверхностей фиксации, выполненных на корпусе и расположенных в ряд в направлении торца, несущего режущие кромки, на расстоянии, равном длине режущей пластины, с прижимом по всей длине режущей пластины к корпусу в ее головной и задней частях головным и задним прижимами с их контактом по всей ширине режущей пластины, при этом перемещение режущих пластин по оси режущего инструмента выполняют посредством состыкованных упорных поверхностей фиксации на корпусе и упорных поверхностей задних прижимов, выполненных с возможностью перестановки и с возможностью смещения на расстояние, равное длине режущих пластин, причем используют заточенные на всю длину режущие пластины с равными значениями длины и режущих углов режущих кромок, полученными посредством их закрепления при заточке в ряд в кассеты с общим наклоном и упором относительно направления подачи заточного инструмента и затачивания по задней поверхности режущих кромок.
2. Способ по п.1, отличающийся тем, что используют сверхтвердые режущие пластины с возможностью резания с геометрией и углами, образованными при резании произвольно после износа.
3. Способ по п.1, отличающийся тем, что на режущей пластине выполняют фиксатор, а фиксацию режущих кромок и регулирование вылета смещения режущих пластин выполняют при стыковании фиксатора с упорными поверхностями фиксации на корпусе путем перестановки на одну упорную поверхность фиксации на корпусе ближе к торцу корпуса, несущему режущие кромки.
4. Способ по п.1, отличающийся тем, что используют режущий инструмент с герметизированным каналом охлаждения.
5. Способ по п.1, отличающийся тем, что используют режущий инструмент, предназначенный для обработки с возможностью попадания хладагента в зону резания.
6. Способ по п.1, отличающийся тем, что используют режущий инструмент, предназначенный для фрезерования, сверления, токарной обработки, зенкерования, растачивания и строгания.
7. Режущий инструмент, содержащий корпус с устройством для фиксации режущих пластин, отличающийся тем, что он выполнен с возможностью попадания хладагента в зону резания и фиксации режущих пластин повышенной теплоемкости и длины в единой плоскости относительно режущего инструмента, при этом режущие пластины установлены с прижатием по их периметру к корпусу в головной и задней частях головным и задним прижимами или комбинированным прижимом, при этом головной и задний прижимы выполнены с контактом по всей ширине режущей пластины, установленной с осевым упором в задний прижим, содержащий упорные поверхности, сопряженные с упорными поверхностями фиксации на корпусе, расположенными на равном расстоянии от торца режущего инструмента для каждой режущей пластины и выполненными в ряд по направлению к торцу режущего инструмента, несущему режущие кромки, на длину, равную длине режущих пластин, причем упорные поверхности фиксации на корпусе выполнены с возможностью регулировки вылета режущей кромки от торца корпуса и регулировки смещения режущих пластин на расстояние, равное их длине, при этом режущие пластины выполнены без отверстий для крепления внутри своего периметра и выполнены с глухими отверстиями в основании, соединенными с каналом, проводящим хладагент, при этом режущие пластины выполнены с длиной, как минимум в 7 раз превышающей их ширину, при этом задний прижим снабжен прижимающим упором, выполненным с шириной, равной ширине режущей пластины, продольным пазом и упорными поверхностями, сопряженными с упорными поверхностями фиксации на корпусе, имеющем по крайней мере два отверстия для прижатия заднего прижима через его продольный паз, причем режущая пластина содержит продольную упорную направляющую для сопряжения с корпусом и боковую сторону, выполненную под углом отклонения от оси и от основания режущей пластины и плоскости ее крепления, равным 90-39 градусам, при этом режущий инструмент содержит радиальную пластину и выполнен приспособленным под установку режущих пластин с различной длиной, а головной прижим снабжен защитной поверхностью, расположенной на передней поверхности режущей кромки, и упорной частью, состыкованной с корпусом, и выполнен с прижатием между двумя точками опоры, одна из которых прижимается к корпусу, а другая точка опоры прижимается к режущей пластине, при этом головной прижим или комбинированный прижим выполнен с возможностью изменения направления сил давления срезаемого слоя и совмещен с диаметральным прижимом, установленным между винтом и режущими пластинами с контактом через коническую поверхность, и снабжен прорезями, буртиками, защитной поверхностью и направляющей ось резания поверхностью.
8. Режущий инструмент по п.7, отличающийся тем, что упорные поверхности заднего прижима и упорные поверхности фиксации на корпусе выполнены в форме ряда конических поверхностей или в виде зубцов или выполнены в виде отверстий и штифтов.
9. Режущий инструмент по п.7, отличающийся тем, что продольная упорная направляющая выполнена в виде паза, состыкованного с продольным выступом корпуса, или выполнена клинообразной, или выполнена с поверхностью под углом 90-45 градусов с отклонением к оси от основания режущей пластины и плоскости ее крепления.
10. Режущий инструмент по п.7, отличающийся тем, что при фиксации плоскость крепления режущей пластины к корпусу и верхняя плоскость режущей пластины выполнены под углами положительного, или нулевого, или отрицательного значения отклонения от вектора продольной и поперечной подачи или обрабатываемой поверхности.
11. Режущий инструмент по п.7, отличающийся тем, что на режущей пластине выполнен фиксатор, соединенный с рядом поверхностей фиксации на корпусе и выполненный с возможностью упора и регулировки вылета и смещения режущей пластины.
12. Режущий инструмент по п.7, отличающийся тем, что головной и задний прижимы содержат выступы, выполненные с возможностью фиксации режущей пластины от смещения.
13. Режущий инструмент по п.7, отличающийся тем, что режущая пластина напаяна на элемент, выполненный с возможностью смещения.
14. Режущий инструмент по п.7, отличающийся тем, что продольные направляющие корпуса и упорные поверхности фиксации корпуса выполнены на отделяемой от корпуса части.
15. Режущий инструмент по п.7, отличающийся тем, что режущая пластина содержит фиксатор, выполненный с выступами и впадинами и соединенный с рядом поверхностей фиксации на корпусе, с верхним, нижним, комбинированным, головным и задним прижимами, при этом фиксатор выполнен с возможностью упора и регулировки вылета режущей пластины от торца корпуса и с возможностью фиксации от смещения режущей пластины.
16. Режущий инструмент по п.7, отличающийся тем, что режущая пластина выполнена сверхтвердой, а защитная поверхность выполнена с возможностью восприятия расплавленной и нагретой до температуры плавления стружки.
17. Режущий инструмент по п.7, отличающийся тем, что он выполнен с возможностью зенкерования, сверления, растачивания, токарной обработки, фрезерования и строгания.
18. Режущий инструмент, содержащий корпус с устройством фиксации режущих пластин и герметизированный канал охлаждения, выполненный с нижним контуром под основанием режущей пластины, содержащим входное и выходное отверстия и прокладку, отличающийся тем, что прокладка в герметизированном канале охлаждения выполнена с возможностью охлаждения и термостойкой до температур 1500 градусов, а герметизированный канал дополнительно содержит верхний и нижний циркуляционные контуры хладагента с давлением хладагента в диапазоне до 17 ат, при этом режущий инструмент приспособлен под различные длины режущих пластин повышенной теплоемкости, а устройство их фиксации включает расположенные на корпусе упорные поверхности фиксации, имеющие возможность регулировки режущих пластин относительно единой плоскости относительно режущего инструмента, регулировки смещения режущих пластин на расстояние, равное их длине, и возможность регулировки вылета их режущих кромок от торца корпуса, при этом упорные поверхности фиксации выполнены в ряд и расположены на равном расстоянии для каждой отдельной режущей пластины от торца режущего инструмента, несущего режущие кромки, при этом режущие пластины выполнены без отверстий для крепления внутри своего периметра, в зависимости от свойств теплопроводности с высотой 2-5 мм, удлиненными с возможностью многократной заточки и зафиксированы с прижатием к корпусу одновременно по длине и ширине в головной и задней их частях головными и задними прижимами или комбинированными прижимами и выполнены с глухими несквозными отверстиями, содержащими поверхности контакта с хладагентом, расположенными внутри тел режущих пластин, на расстоянии, меньшем высоты режущих пластин, и режущие пластины имеют поверхности контакта с хладагентом, расположенные на верхних плоскостях режущих пластин на участке передних поверхностей режущих кромок, при этом боковая сторона режущей пластины выполнена под углом 90-45 градусов с отклонением от плоскости основания режущей пластины и плоскости крепления, причем режущие пластины содержат продольные упорные направляющие, соединенные с продольными направляющими корпуса, при этом каждая режущая пластина установлена с упором в задний прижим, снабженный прижимающим упором, равным ширине режущей пластины, продольным пазом и упорными поверхностями, сопряженными с упорными поверхностями фиксации на корпусе, имеющем по крайней мере два отверстия для прижатия заднего прижима через его продольный паз, при этом зафиксированные на режущем инструменте режущие пластины выполнены с равной длиной и равными режущими углами заострения режущих кромок и их кривизной, а размеры конструктивных элементов всех задних прижимов, установленных на режущем инструменте, совпадают, при этом головной прижим выполнен с верхним контуром охлаждения и снабжен защитной поверхностью и упорной частью, состыкованной с корпусом, и выполнен с прижатием между двумя точками опоры, одна из которых прижимается к корпусу, а другая точка опоры прижимается к режущей пластине, причем головной прижим выполнен с возможностью изменения направления сил давления срезаемого слоя и совместим с диаметральным прижимом, установленным между винтом и режущими пластинами с контактом через конические поверхности и снабжен прорезями, буртиками, защитной поверхностью и направляющей ось резания поверхностью, при этом герметизированный канал охлаждения содержит часть канала, включающую поверхность режущей пластины, полости, сапуны, входные и выходные отверстия, причем выходное отверстие для каждого контура выполнено с большим диаметром на 1/3 от диаметра входного отверстия и большим относительно пространства полостей, которое увеличено относительно пространства входного отверстия, а сапун соединен с атмосферой и выполнен с возможностью регулировки диаметра отверстия, соединяющего полости с атмосферой, при этом входное отверстие имеет входной канал, снабженный дозирующим винтом, у входа которого к корпусу присоединена емкость с хладагентом, или входное отверстие выполнено с возможностью соединения с трубопроводом.
19. Режущий инструмент по п.18, отличающийся тем, что продольные направляющие корпуса и упорные поверхности фиксации корпуса выполнены на отделяемой от корпуса части.
20. Режущий инструмент по п.18, отличающийся тем, что упорные поверхности заднего прижима и упорные поверхности фиксации на корпусе выполнены в форме ряда конических поверхностей или в виде зубцов или выполнены в виде отверстий и штифтов.
21. Режущий инструмент по п.18, отличающийся тем, что режущая пластина содержит фиксатор, выполненный с выступами и впадинами и соединенный с рядом поверхностей фиксации на корпусе, с комбинированным или головным и задним прижимами, при этом фиксатор выполнен с возможностью упора и возможностью регулировки вылета режущей пластины от торца корпуса и выполнен с возможностью фиксации от смещения режущей пластины.
22. Режущий инструмент по п.18, отличающийся тем, что трубопроводы с хладагентом циркуляционных контуров снабжены переходником от невращающегося трубопровода к вращающемуся.
23. Режущий инструмент по п.18, отличающийся тем, что при фиксации плоскость крепления режущей пластины, верхняя плоскость и передняя поверхность выполнены под углами положительного или нулевого и отрицательного значения отклонения от вектора продольной и поперечной подачи или обрабатываемой поверхности.
24. Режущий инструмент по п.18, отличающийся тем, что режущая пластина выполнена сверхтвердой, а защитная поверхность выполнена с возможностью восприятия расплавленной и нагретой до температуры плавления стружки.
25. Режущий инструмент по п.18, отличающийся тем, что он выполнен с возможностью зенкерования, сверления, растачивания, токарной обработки, фрезерования и строгания.
| СЕМЕНЧЕНКО И.И | |||
| и др | |||
| "Проектирование металлорежущих инструментов", М./, "Машиностроение", 1962, с.118, фиг.33 | |||
| Режущий инструмент со вставными ножами | 1945 |
|
SU71718A1 |
| ОСЕГСОЮЗНАЯ" -т-с-'^мг. V ^-'-''-'г'tinr- |;,-;з:,!Г.. nii-; tf.ii,. ,;.. u;.?'iБИБЛИОТЕКАТульский политехнический институт | 0 |
|
SU294680A1 |
| ОТРЕЗНОЙ РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕГО ЭЛЕМЕНТА | 1992 |
|
RU2026772C1 |

