Изобретение относится к гидроприводу, а именно к рабочим частям гидромашин.
Цель изобретения - повышение надежности и технологичности.
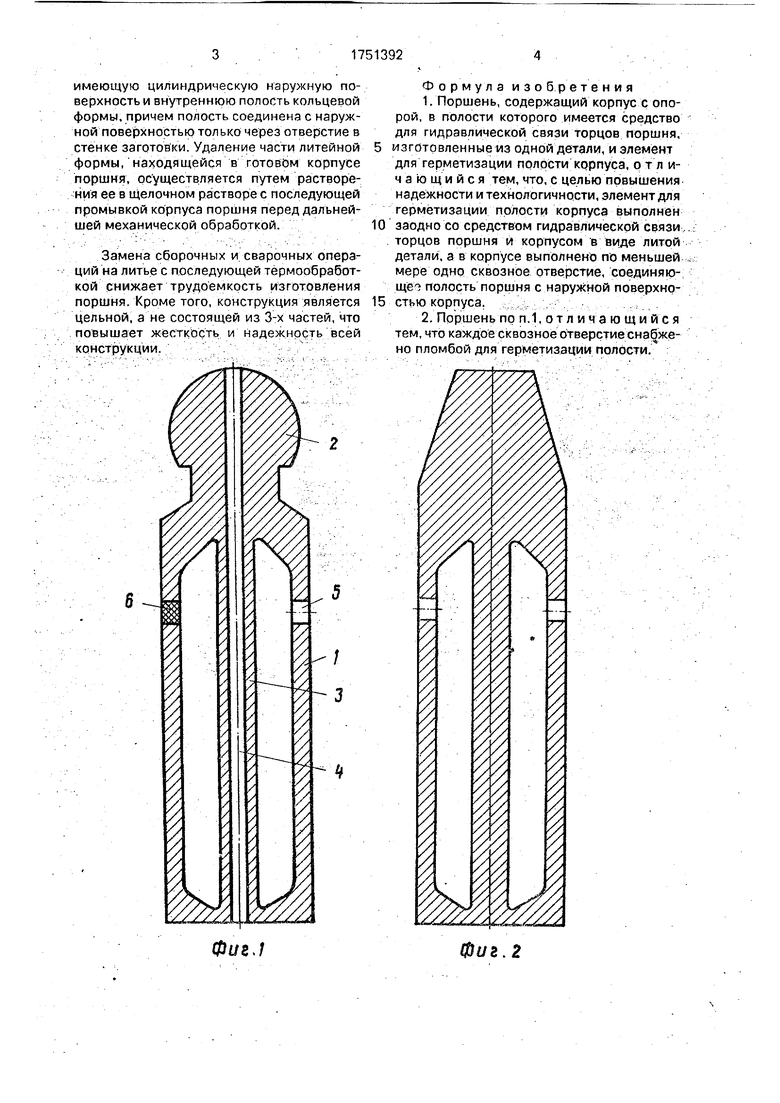
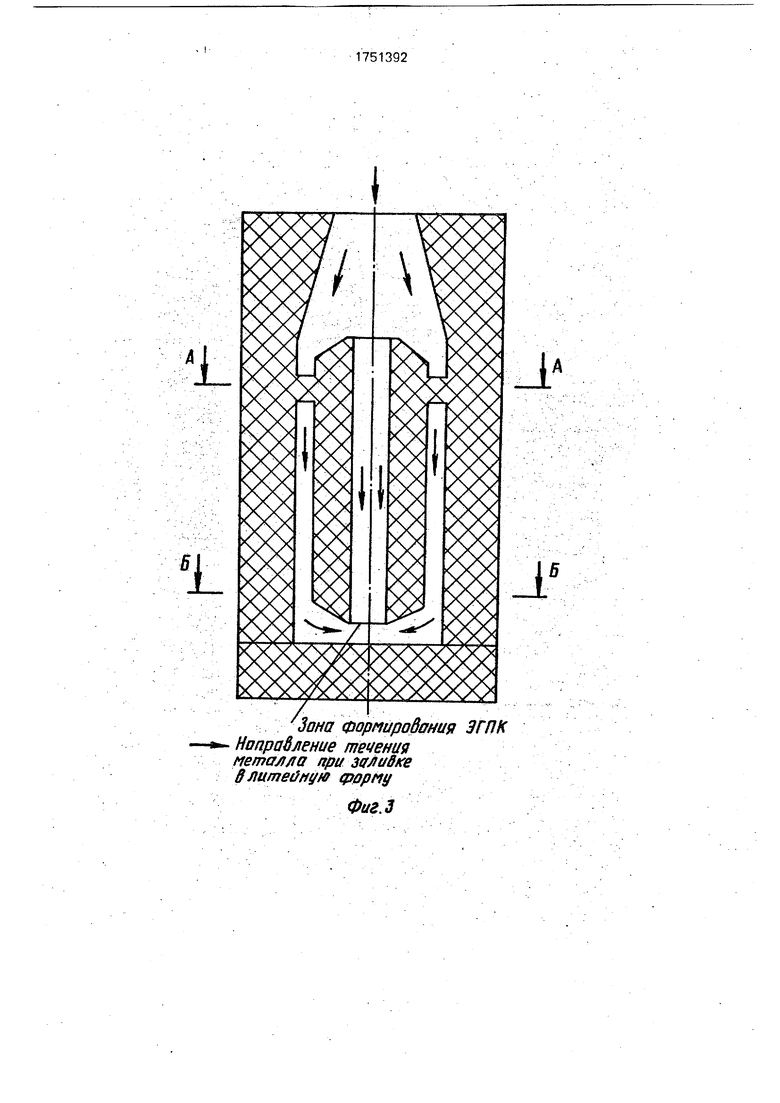
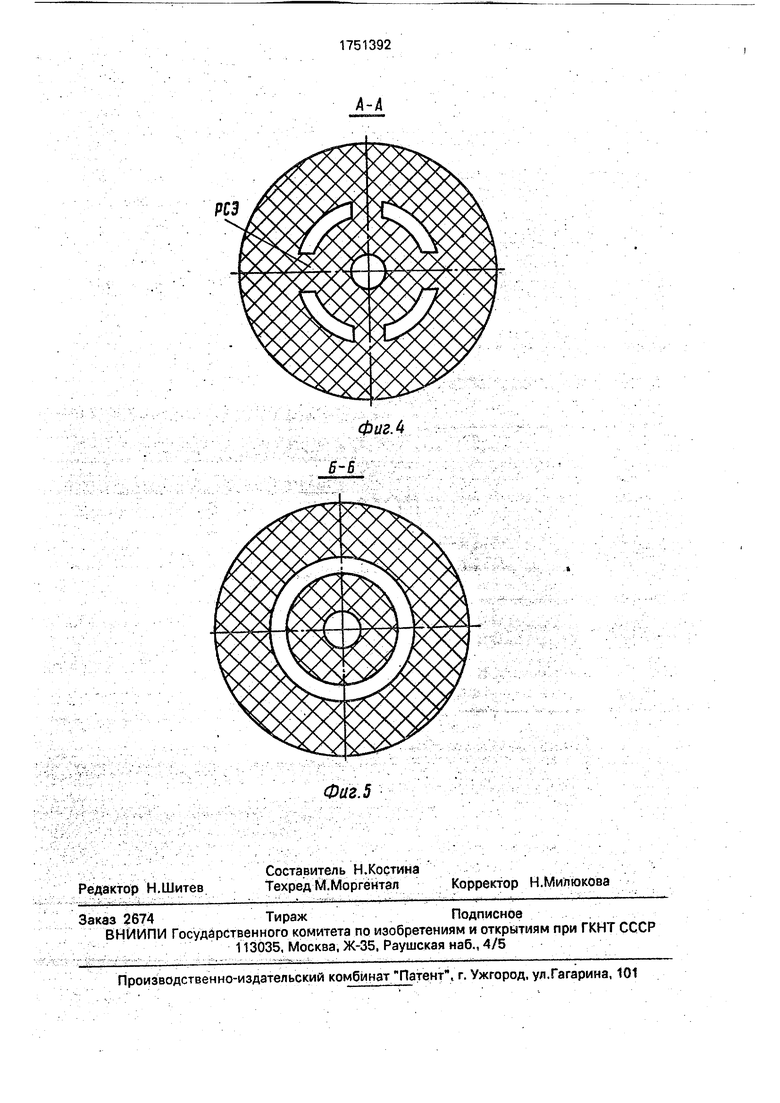
На фиг. представлен поршень, разрез; на фиг.2 - заготовка поршня; на фиг.З - схема заливки заготовки поршня; на фиг.4 - сечение А-А на фиг.З; на фиг.5 - сечение Б-Б на фиг.З.
Поршень состоит из корпуса 1 с опорой 2. в полости которого выполнено средство 3 для гидравлической связи его торцов со сквозным осевым каналом 4 для гидродинамической разгрузки и смазки поверхности опоры, а в корпусе 1 поршня выполнены отверстия 5, в которых может быть установлена пломба 6.
Поршень работает следующим образом.
Во время рабочего хода корпус 1 поршня, перемещаясь по цилиндру насоса, сжимает своим рабочим торцом порцию рабочей жидкости, часть которой поступает по каналу 4 в средство 3 для гидравлической
связи торцов поршня наАбпору 2, шарнирно соединенную с подпятнШом, разгружает и смазывает ее. При обратном ходе происходит заполнение nowScfn цилиндра новой порцией рабочей жидкости и цикл работы прршня повторяется. Пломбы 6 в отверстиях 5 позволяют избежать заполнение полости корпуса 1 рабочей жидкостью из зазора поршень - цилиндр.
Выполнение сквозного отверстия в стенке корпуса поршня необходимо для фиксации радиальными соединительными элементами частей литейной оснастки для формирования полости корпуса.
Снабжение отверстия поршня пломбой (металлической или пластмассовой) позволяет герметизировать пблость корпуса от проникновения в нее рабочей жидкости по зазору в паре поршень - цилиндр и избежать изменения величины инерционных сил в паре поршень - цилиндр.
Заготовка под поршень может быть получена методом литья по одноразовым моделям. Литье позволяет получать заготовку,
-ч ел
СлЭ Ю
to
имеющую цилиндрическую наружную поверхность и внутреннюю полость кольцевой формы, причем полость соединена с наружной поверхностью только через отверстие в стенке заготовки. Удаление части литейной формы, находящейся в готовом корпусе поршня, осуществляется путем растворения ее в щелочном растворе с последующей промывкой корпуса поршня перед дальнейшей механической обработкой.
Замена сборочных и сварочных операций на литье с последующей термообработкой снижает трудоемкость изготовления поршня. Кроме того, конструкция является цельной, а не состоящей из 3-х частей, что повышает жесткость и надежность всей конструкции.
Формула изобретения
1.Поршень, содержащий корпус с опорой, в полости которого имеется средство для гидравлической связи торцов поршня,
изготовленные из одной детали, и элемент для герметизации полости корпуса, отличающийся тем, что, с целью повышения надежности и технологичности, элемент для герметизации полости корпуса выполнен
заодно со средством гидравлической связи торцов поршня и корпусом в виде литой детали, а в корпусе выполнено по меньшей мере одно сквозное отверстие, соединяющее полость поршня с наружной поверхностью корпуса.
2.Поршень по п.1,отл имеющийся тем, что каждое сквозное отверстие снабжено пломбой для герметизации полости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОСТАТ | 2009 |
|
RU2402408C1 |
| Способ литья под давлением и устройство для его осуществления | 1982 |
|
SU1303259A1 |
| Насос для откачки пластовой жидкости из межпакерного пространства скважины | 2024 |
|
RU2833440C1 |
| Силовой цилиндр | 1988 |
|
SU1681091A1 |
| ЯСС ГИДРОМЕХАНИЧЕСКИЙ | 2004 |
|
RU2284405C2 |
| Устьевой пакер | 1990 |
|
SU1789661A1 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2016 |
|
RU2645235C1 |
| Трехкоординатный гидроимпульсный вибропресс | 1988 |
|
SU1581843A1 |
| ГИДРАВЛИЧЕСКАЯ ИНДИВИДУАЛЬНАЯ СТОЙКА | 1992 |
|
RU2039289C1 |
| УСТАНОВКА ДЕПРЕССИОННОЙ ОЧИСТКИ ЗАБОЯ СКВАЖИН | 2007 |
|
RU2360101C2 |
Использование: гидропривод, а именно рабочие части гидромашин. Сущность изобретения: поршень состоит из корпуса 1 с опорой 2, в полости которого выполнено средство 3 для гидравлической связи его торцов со сквозным осевым каналом 4 для гидродинамической разгрузки поверхности опоры, а в стенке корпуса имеются отверстия 5 с пломбами 6. Все элементы поршня изготовлены из заготовки, полученной методом литья. 1 з.п. ф-лы, 5 ил.
Фиг,1
г.2
/
Зона Формирования
Направление течения не тал/Iа при заливке 8 литейную форму
Фиг.З
.1
J
ФигЛ
| Патент Великобритании № 1414037 | |||
| кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
