ел С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ склеивания древесины | 2019 |
|
RU2715840C1 |
| АДГЕЗИВНАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ С МАГНИТНЫМИ СВОЙСТВАМИ | 2002 |
|
RU2225425C1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ШПОНА | 2024 |
|
RU2833904C1 |
| УСТАНОВКА ДЛЯ НАГРЕВА В ПОЛЕ ТОКОВ ВЫСОКОЙ ЧАСТОТЫ ДРЕВЕСИНЫ И ДРУГИХ ДИЭЛЕКТРИКОВ (ВАРИАНТЫ) | 2001 |
|
RU2210874C2 |
| Способ склеивания элементов пьезоэлектрического датчика ударного ускорения | 2015 |
|
RU2607224C1 |
| Структура стыка герметичного клеевого соединения склеиваемых поверхностей | 2024 |
|
RU2837768C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2011 |
|
RU2468055C1 |
| Способ изготовления пьезокерамического преобразователя | 1990 |
|
SU1757131A1 |
| Способ склеивания деталей | 1989 |
|
SU1694615A1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ С МЕТАЛЛИЧЕСКИМ ШПАНГОУТОМ | 2003 |
|
RU2257292C1 |
Использование: для склеивания деталей термореактивными клеящими веществами. Сущность изобретения: в способе получения клеевого соединения деталей, включающем нанесение клеевого состава, состоящего из термореактивного клеящего вещества и наполнителя из ферромагнитного материала, на сопрягаемые поверхности деталей, прижатие их друг к другу и воздействие на клеевой состав током высокой частоты до полной полимеризации клеящего вещества, перед этим воздействием на клеевой состав воздействуют током низком частоты до момента начала полимеризации клеящего вещества, а по достижении упомянутого момента прекращают указанное воздействие 1 ил.
Изобретение может быть использовано при склеивании поверхностей деталей при помощи термореактивных клеящих веществ ГГКВ).
Известен способ склеивания деталей с помощью клеящих веществ - клеев, смол и т.п., - заключающийся в нанесении клеящих веществ на подготовленные к склеиванию (обезжиренные и очищенные от загрязнений) поверхности деталей, последующем их сжатии без взаимного смещения в течение определенного времени до момента получения надежной фиксации склеиваемых поверхностей деталей.
Этот способ имеет недостатки, к которым можно отнести необходимость сжатия склеиваемых поверхностей в течение длительного времени.
Известен способ, основанный на нанесении клеящего состава (КС), состоящего из ТКВ и металлического наполнителя, на очищенные и обезжиренные поверхности склеиваемых деталей, сжатии их, воздействии на клеевое соединение ВЧ-полем в течение времени полимеризации ТКВ. Это способствует разогреву дроби и, как следствие, быстрой полимеризации ТКВ.
Способ отличается простотой выполнения операций, однако не позволяет устранить пузырьки воздуха, которые неизбежно попадают в КС в процессе внесения стальной дроби в ТКВ. Воздушные пузырьки, собираясь вместе, могут образовывать воздушные полости между склеиваемыми поверхностями, отчего резко падает механическая прочность клеевого шва и снижается процент выхода годных клеевых соединений. Допуск в эксплуатацию изделия с дефектным клеевым соединением может привести к непрогнозируемому отказу всего изделия. Необходимость выявления дефектов в клеевом соединении предьявляЯ
4
О
кэ
45
ет повышенные требования к проведению операций контроля (например, ультразвуковой дефектоскопии и т.д), причем отсутствие контроля приводит к высокому проценту брака,
Целью изобретения является исключение дефектов в клеевом соединении путем устранения из массы клеящего состава воздушных полостей.
Указанная цель достигается тем, что в способе получения клеевых соединений, основанном на нанесении-КС, состоящего из 1KB и металлического ферромажитного наполнителя, на поверхности склеиваемых деталей, сжатии их, воздействии на клеевое соединение 8Ч-полем в течение времени полимеризации 1KB, непосредственно после сжатия деталей воздействуют на клеевое соединение НЧ-полем, контролируют момент начала полимеризации, не позднее момента начала полимеризации изменяют частоту поля до диапазона ВЧ-колебаний и воздействуют ВЧ-полем В предлагаемом способе используется металлический наполнитель, обладающий ферромагнитными свойствами (например, железные опилки и т.п.), так как только на такой наполнитель оказывает воздействие НЧ магнитное поле,
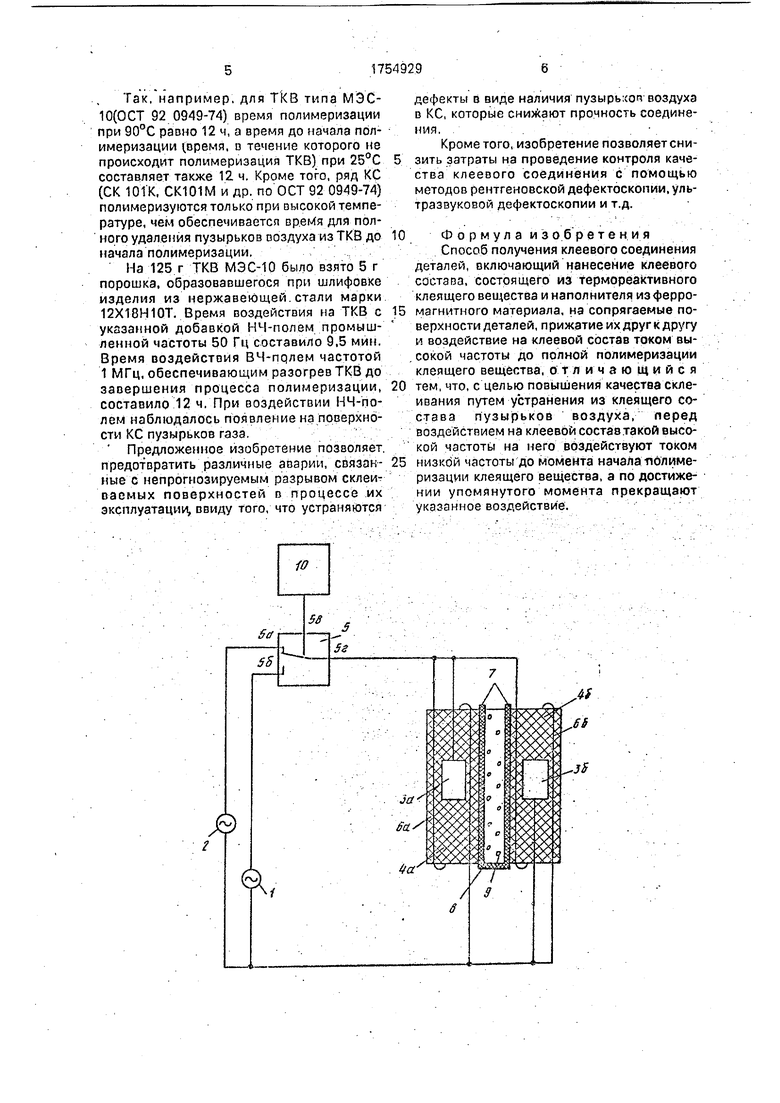
Устройство, реализующее данный способ, представлено на чертеже, где мзобра- жены следующие элементы и связи между ними:
1- генератор Вц-колебаний,
2- генератор НЧ-колебаний,
За, 36 - индуктирующие проводники, запрессованные в неметаллические блоки 4а и 46,
5 - блок переключения, содержащий входы 5а, 56, 5в и выход 5г, ба, 66 - катушки индуктивности,
7- склеиваемые детали,
8- клеящий состав (КС), состоящий из термореактивного клеящего вешества (ТКВ) и металлического ферромагнитного наполнителя S (дробь, опилки, порошок),
10 - временное устройство, в качестве которого может быть использовано реле времени,
Первые выходы генератора 1 и генератора 2 соединены с первыми выводами катушек индуктивности ба. 66 и индуктирующим проводником 36, а вторые ВЫВОДУ генераторов 1 и 2 соединены со входами 56 и 5а блока переключения соответственно. Выход временного устройства 10 соединен со входом 5в блока переключения 5, а выход 5г блока переключения 5 соединен со вторыми выводами катушек индуктивности 5а и 66 и индуктирующим проводником За.
Склеивание деталей предложенным способом осуществляется следующим образом
В ТКВ вносят металлическую ферромагнитную дробь (опилки, порошок) 9 с целью получения КС. После нанесения КС на поверхности склеиваемых деталей 7 производят сжатие их с помощью неметаллических блоков 4. Далее, с помощью блока переключения 5 производя г подключение генератора НЧ-колебаний 2 к катушкам индуктивности б, которые являются нагрузкой генератора НЧ-колебаний. Создаваемые катушками индуктивности НЧ магнитные колебания воздействуют на КС. При этом металлическая ферромагнитная дробь 9 ввиду своей малой массы и габаритов начинает совершать колебания относительно своего первоначального положения. Перемещение дроби 9 вызывают возбуждение колебаний КС и повышение его текучести, что приводит к тому, что растворенные в КС пузырьки воздуха, при условии сжатия со стороны блоков 4, начинают вытесняться из КС, что ведет к исключению дефектов, которые могут образовываться в различных местах КС в точках нахождения воздушных пузырьков. При этом, поскольку металлический ферромагнитный наполнитель удерживается вдоль силовых линий магнитного поля, а на пузырьки воздуха магнитное поле не воздействует, то последние движутся вверх и выходят из зоны клеевого соединения, что эквивалентно устранению дефекта.
Время воздействия НЧ-поля должно быть не более времени начала полимеризации ТКВ, которое определяется типом применяемого ТКВ
После воздействия на КС НЧ-полем с помощью блока переключения 5 производят отключение генератора НЧ-колебании и подключение генератора ВЧ-колебаний 1 к индуктирующим проводникам 3. Катушки индуктивности б, соединенные параллельно индуктирующим проводникам, ввиду своего большого реактивного сопротивления на высокой частоте, не оказывают влияния на прохождение ВЧ-колебаний.
Воздействие ВЧ-поля на КС вызывает индукционный нагрев дроби ввиду возникновения в ней вихревых токов и магнитного гистерезиса. Токи ВЧ из-за поверхностного эбфекта проходят по поверхности дроби, что позволяет сконцентрировать мощность нагрева на ее поверхности. Поверхностный нагрев дроби 9 приводит к нагреву окружающего ее слоя ТКВ и, как следствие, к ускорению процесса полимеризации ТКВ, входящего з состао КС.
Так, например, для ТКВ типа МЭС- 10(ОСТ 92 0949-74) время полимеризации при 90°С равно 12 ч, а время до начала полимеризации {время, и течение которого не происходит полимеризация ТКВ) при 25°С составляет также 12 ч. Кроме того, ряд КС (СК 101К, СК101М и др. по ОСТ 92 0949-74) полимеризуются только при высокой температуре, чем обеспечивается время для полного удаления пузырьков воздуха из ТКВ до начала полимеризации.
На 125 г ТКВ МЭС-10 было взято 5 г порошка, образовавшегося при шлифовке изделия из нержавеющей стали марки 12Х18Н10Т. Время воздействия на ТКВ с указанной добавкой НЧ-полем промышленной частоты 50 Гц составило 9,5 мин. Время воздействия ВЧ-прлем частотой 1 МГц, обеспечивающим разогрев ТКВ до завершения процесса полимеризации, составило 12 ч. При воздействии НЧ-полем наблюдалось появление на поверхности КС пузырьков газа
Предложенное изобретение позволяет предотвратить различные аварии, связан- ные с непрогнозируемым разрывом склеиваемых поверхностей в процессе их эксплуатации, ввиду того, что устраняются
дефекты в виде наличия пузырь оп воздуха в КС, которые снижают прочность соединения,
Кроме того, изобретение позволяет снизить затраты на проведение контроля качества клеевого соединения с помощью методов рентгеновской дефектоскопии, ультразвуковой дефектоскопии и т.д.
Формула изобретения Способ получения клеевого соединения деталей, включающий нанесение клеевого состава, состоящего из термореактивного клеящего вещества и наполнителя из ферромагнитного материала, на сопрягаемые поверхности деталей, прижатие их друг к другу и воздействие на клеевой состав током высокой частоты до полной полимеризации клеящего вещества, отличающийся тем, что, с целью повышения качества склеивания путем устранения из клеящего состава пузырьков воздуха, перед воздейстрием на клеевой состав такой высокой частоты на него воздействуют током низкой частоты до момента начала яолиме- ризации клеящего вещества, а по достижении упомянутого момента прекращают указанное воздействие.
| Патент США № 4749833 | |||
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
