Область техники, к которой относится изобретение
Изобретение относится к конструкциям герметичных соединений склеиваемых поверхностей в машиностроении.
Уровень техники
Известен способ герметизации корпуса электронного прибора (патент на изобретение РФ № RU 2233568 C1, опубл. 27.07.2004, патентообладатель Закрытое акционерное общество "ИнформТехТранс" (RU)). Основание и крышка корпуса выполнены из термопластичного полимерного материала. Стык основания и крышки выполнен в виде V-образного выступа и канавки. Проводят ультразвуковую сварку всего периметра стыка в импульсном режиме, при статическом давлении, переводя ультразвуковые колебания в механические с выдержкой времени остывания под тем же давлением, не менее времени длительности импульса ультразвуковых колебаний.
Известен способ герметизации корпуса радиоэлектронного устройства (патент на изобретение РФ № RU 2575864 C1, опубл. 20.02.2016, Патентообладатель Публичное акционерное общество "Радиофизика" (ПАО "Радиофизика")). Для герметизации металлического корпуса радиоэлектронного устройства герметично соединяют крышку с остальной частью корпуса. Откачивают воздух из внутреннего объема корпуса, заполняют его газообразной защитной средой через образованный для этого канал и осуществляют последующую герметизацию канала. Откачивание воздуха из внутреннего объема корпуса, заполнение его газообразной защитной средой и герметизацию канала осуществляют в камере, изолированной от внешней среды.
Известен герметичный корпус для электронного устройства и уплотнение для него (заявка США № US 20020181220 A1, опубл. 05.12.2002, заявители WEIBLEN KURT, HAAG FRIEDER, ROBERT BOSCH GMBH), имеющий нижнюю часть корпуса, которая имеет первую контактную поверхность, и верхнюю часть корпуса, имеющую вторую контактную поверхность. Нижняя часть корпуса может быть соединена с верхней частью корпуса при помощи уплотнения, которое вставляется между нижней частью корпуса и верхней частью корпуса таким образом, чтобы оно соприкасалось с первой контактной поверхностью и второй контактной поверхностью. Уплотнение выполнено в виде сплошного диска.
Известен изолирующий замкнутый вспененный силиконовый пенообразующий корпус (заявка на изобретение Японии № JP 2003194229 A, заявитель SHIN ETSU POLYMER СО LTD, опубл. 09.07.2003), сформированный таким образом, что он имеет поперечное сечение, близкое к Н-образному, с использованием материала из силиконовой резины, включающего термореактивную органополисилоксановую композицию, нерасширенный наполнитель из органической смолы, способный расширяться при нагревании, или полый наполнитель из вспененной органической смолы и многоатомный спирт и его производные одного, двух или более типов от 0,5 до 50 весовых частей. На внешней периферийной поверхности сплошного вспененного силиконового пенообразующего корпуса нанесен плотно прилегающий слой, имеющий твердость от 10° до 30° HS, что обеспечивает высокую герметичность.
Известен корпус, имеющий соединительную часть для герметизации (заявка на изобретение Японии № JP 2014152929 A, заявители DENSO CORP; DENSO AUTOMOTIVE DEUTSCHLAND GMBH, опубл. 25.08.2014, прототип), первая часть которого имеет канавку. Вторая часть корпуса имеет выступающую часть, которая может быть вставлена в канавку. Уплотнительный элемент размещен в канавке и может быть сжат выступающей частью. Уплотнительный элемент вставлен в первую часть корпуса с плотным контактом или встроен в первую часть корпуса. Выступающая часть имеет краевой выступ, который может входить в уплотнительный элемент, будучи прижатым к уплотнительному элементу. Канавка имеет внутреннюю часть и широкую внешнюю часть. Внутренняя часть канавки имеет прямоугольное поперечное сечение. Уплотнительный элемент полностью закрывает прямоугольное поперечное сечение участка внутренней канавки и выступает в поперечное сечение участка внешней канавки выступающим участком.
Недостатком описанных конструкций является то, что все они направлены только на обеспечение и поддержание герметичности соединений, однако, помимо данной функции, не обеспечивают дополнительную адгезию на поверхностях, что, в свою очередь, влияет на усилие, при котором склеиваемые поверхности могут разгерметизироваться при воздействии на них внешних сил.
Раскрытие сущности изобретения
Техническая задача, решаемая данным изобретением повышение прочности стыка склеиваемых поверхностей на отрыв и надежности склеивания разъемного соединения.
Техническая задача решена с помощью предложенной структуры стыка герметичного клеевого соединения склеиваемых поверхностей (СП), включающей соединяемые детали, слой герметизирующего материала, расположенного между ними, при этом одна или несколько склеиваемых поверхностей соединяемых деталей имеет отверстия диметром, равным толщине соответствующей детали.
Для повышения надежности склеивания структуры стыка разъемного соединения отверстия по меньшей мере, в одной склеиваемой поверхности соединяемых деталей располагаются вдоль осевой линии нанесения герметизирующего материала по меньшей мере в один ряд.
Для повышения надежности склеивания структуры стыка разъемного соединения отверстия в смежных рядах по меньшей мере одной склеиваемой поверхности соединяемых деталей располагаются в шахматном порядке.
Для повышения надежности склеивания структуры стыка разъемного соединения одна из склеиваемых поверхностей соединяемых деталей имеет канавки, расположенные вдоль осевой линии нанесения герметизирующего материала, для заполнения герметизирующим материалом.
Технический эффект - повышение прочности стыка склеиваемых поверхностей на отрыв и надежность склеивания разъемного соединения достигается за счет следующей новой совокупности отличительных признаков:
Для повышения надежности склеивания структуры стыка разъемного соединения одна или несколько склеиваемых поверхностей соединяемых деталей имеет отверстия диметром, равным толщине соответствующей детали.
Для повышения надежности склеивания структуры стыка разъемного соединения отверстия по меньшей мере, в одной склеиваемой поверхности соединяемых деталей располагаются вдоль осевой линии нанесения герметизирующего материала по меньшей мере в один ряд.
Для повышения надежности склеивания структуры стыка разъемного соединения отверстия в смежных рядах по меньшей мере одной склеиваемой поверхности соединяемых деталей располагаются в шахматном порядке.
Для повышения надежности склеивания структуры стыка разъемного соединения одна из склеиваемых поверхностей соединяемых деталей имеет канавки, расположенные вдоль осевой линии нанесения герметизирующего материала, для заполнения герметизирующим материалом.
Отличительные признаки или признаки, им эквивалентные, не обнаружены в ходе проведенных патентно-информационно исследований, что свидетельствует о соответствии изобретения критерию «новизна». Указанные признаки не следуют явно из уровня техники, следовательно, техническое решение соответствует критерию изобретения «изобретательский уровень» Изобретение может использоваться в конструкциях герметичных соединений склеиваемых поверхностей в машиностроении, следовательно, техническое решение соответствует критерию изобретения «Промышленная применимость».
Краткое описание чертежей
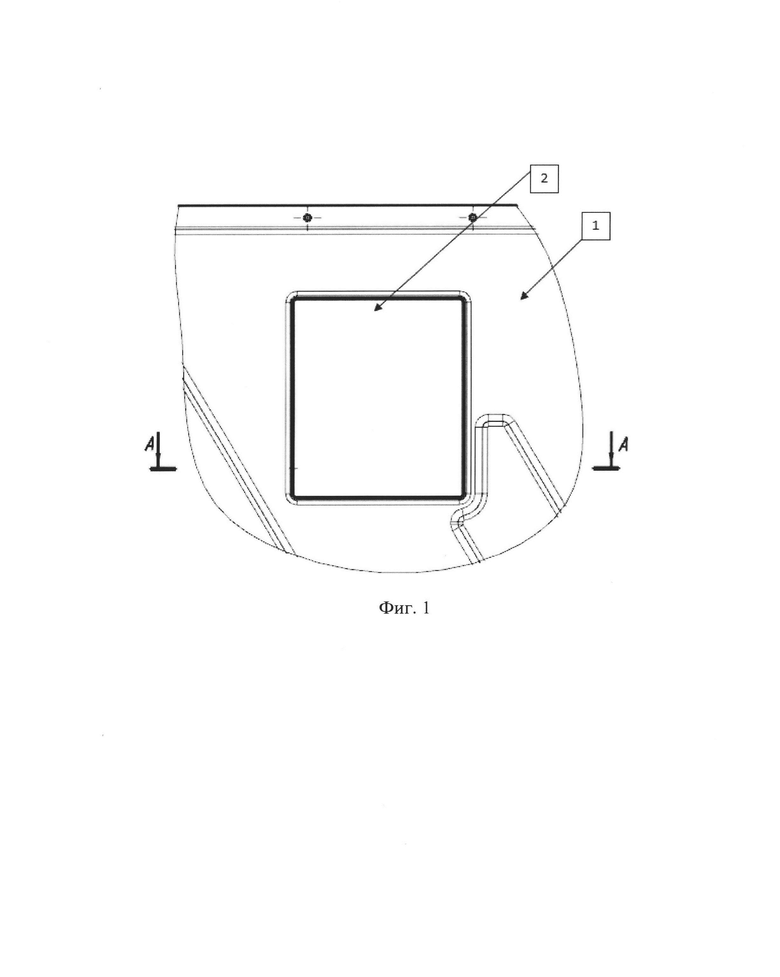
На фиг. 1 показан фрагмент герметизации крышки с корпусом при помощи отверстий.
На фиг. 2 показано сечение А-А герметизации крышки с корпусом при помощи отверстий.
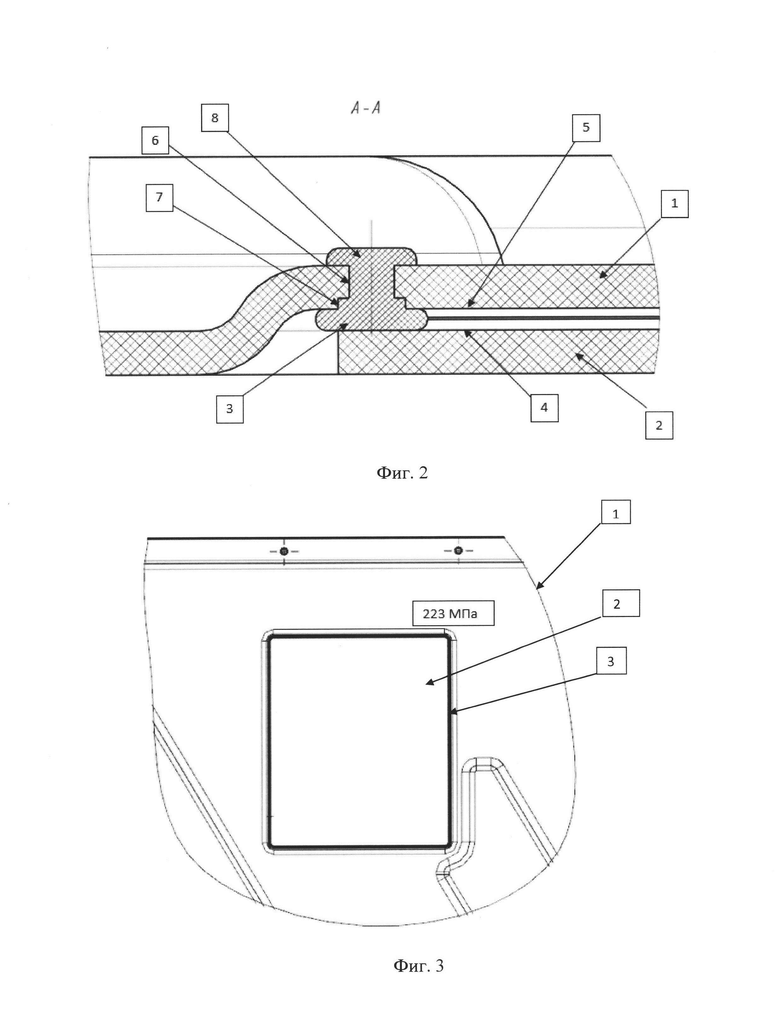
На фиг. показана 3 симуляция нагрузки при традиционном способе герметизации стыка.
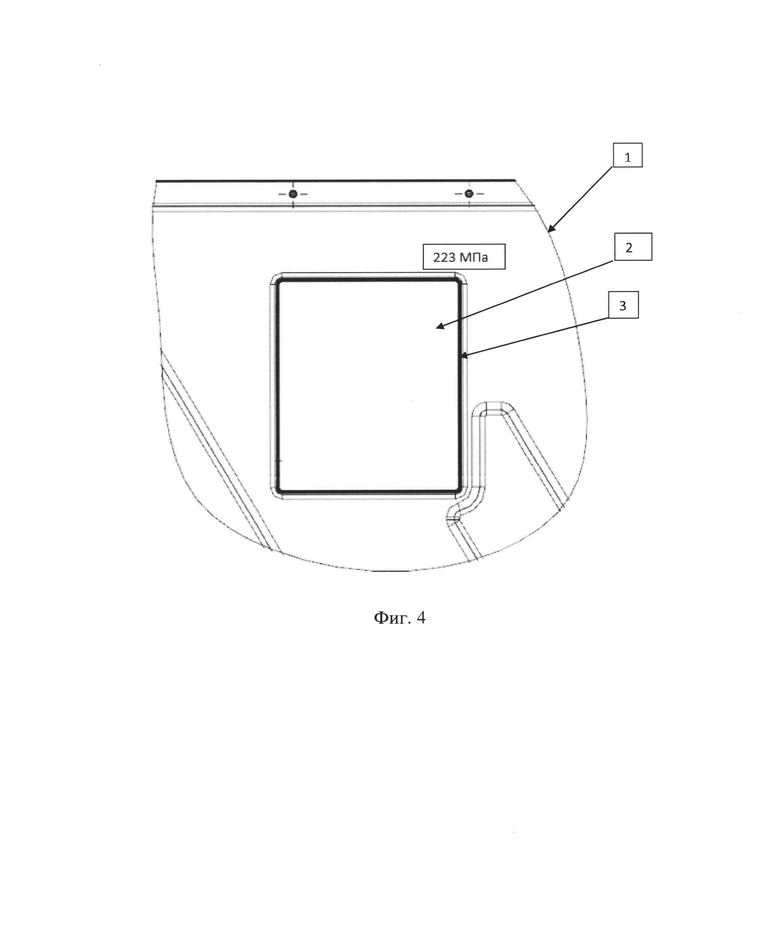
На фиг. 4 показана симуляция нагрузки при предложенной конструкции стыка соединения.
Осуществление изобретения
Структура стыка герметичного клеевого соединения склеиваемых поверхностей (СП) (фиг. 1, 2) включает соединяемые детали 1 и 2 и слой герметизирующего материала 3 между ними, при этом одна или несколько склеиваемых поверхностей 4 или 5 соединяемых деталей 1 и 2 имеет отверстия 6 диаметром, равным толщине соответствующей детали 1 или 2.
Геометрическая форма отверстий 6 может варьироваться в зависимости от потребности или технологических возможностей производителя.
Для обеспечения технологичности конструкции стыка герметичного клеевого соединения СП и повышения прочности стыка склеиваемых поверхностей 4 и 5 на отрыв отверстия 6 по меньшей мере в одной склеиваемой поверхности 4 или 5 располагаются вдоль осевой линии нанесения герметизирующего материала 3 в один или более рядов, в том числе в шахматном порядке.
Для увеличения толщины слоя герметизирующего материала 3 и повышения надежности герметичного клеевого соединения по меньшей мере, одна из склеиваемых поверхностей соединяемых деталей 1 или 2 может иметь канавку 7, расположенную вдоль осевой линии нанесения герметизирующего материала 3, для заполнения герметизирующим материалом 3.
Описание порядка сборки стыка герметичного клеевого соединения для получения предложенной структуры стыка герметичного клеевого соединения склеиваемых поверхностей.
При нанесении герметизирующего материала 3 по контуру склеиваемой поверхности 5 детали 1 он под действием давления склеиваемой поверхности 4 детали 2 проникает через отверстие 6 и после полимеризации образует заклепку 8, что приводит к увеличению адгезионных свойств и прочности соединения, способствуя повышению прочности стыка склеиваемых поверхностей на отрыв и препятствуя разгерметизации стыка.
Эффект от данного изобретения был подтвержден моделированием нагружения в среде ANSYS на примере конкретного изделия.
Объектом испытания являлась деталь 1 в виде крышки (фиг. 3, 4) корпуса, соединенная с деталью 2, например, технологическим лючком герметизирующим материалом 3. В симуляции подавалось одинаковое давление на поверхности разъемного стыка, удовлетворяющее параметрам проверки на герметичность. В данном примере были исследованы два способа герметизации стыка: известный (без отверстий 6) и предложенный (с отверстиями 6).
По результатам испытаний напряжение от воздействия внешних сил в зоне стыка при использовании традиционного способа на 3 МПА больше, чем при применении предлагаемого. Заклепки 8, образованные герметизирующим материалом 3, способны снизить общее максимальное давление в зоне стыка, повышая значение максимального напряжения, необходимого для разрушения адгезионных свойств герметизирующего материала 3 стыка герметичного клеевого соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ склеивания полых деталей | 1978 |
|
SU734242A1 |
| Способ быстрого склеивания ортогональных поверхностей плоской и цилиндрической деталей в беспилотном летательном аппарате | 2024 |
|
RU2838361C1 |
| Способ герметичного соединения деталей из монокомпонентных материалов с поликомпонентным покрытием | 2022 |
|
RU2791020C1 |
| Способ получения герметичного соединения корундовая керамика-немагнитная сталь | 2023 |
|
RU2813446C1 |
| СПОСОБ ОБРАЗОВАНИЯ ВОДОНЕПРОНИЦАЕМЫХ НИТОЧНЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2211264C1 |
| ТЕПЛООБМЕННИК И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА (ВАРИАНТЫ) | 1995 |
|
RU2110351C1 |
| СПОСОБ РЕМОНТА СТЕКЛОПЛАСТИКОВЫХ ТРУБ С ИСПОЛЬЗОВАНИЕМ РЕЗЬБОВОЙ ВСТАВКИ | 2020 |
|
RU2742961C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ПРИ СТРОИТЕЛЬСТВЕ ТРУБОПРОВОДА | 2013 |
|
RU2522739C1 |
| СПОСОБ СБОРКИ КАТУШКИ ЭЛЕКТРОМАГНИТА | 2009 |
|
RU2397566C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАШИН | 2008 |
|
RU2433028C2 |
Изобретение относится к конструкциям герметичных соединений склеиваемых поверхностей в машиностроении. Предложена структура стыка герметичного клеевого соединения склеиваемых поверхностей, включающая соединяемые детали и слой герметизирующего материала, расположенного между ними, где по меньшей мере одна склеиваемая поверхность соединяемых деталей имеет отверстия диметром, равным толщине соответствующей детали. Технический результат - повышение прочности стыка склеиваемых поверхностей на отрыв и надежности склеивания разъемного соединения. 3 з.п. ф-лы, 4 ил. 1 пр.
1. Структура стыка герметичного клеевого соединения склеиваемых поверхностей (ТП), включающая соединяемые детали и слой герметизирующего материала, расположенного между ними, отличающаяся тем, что по меньшей мере одна склеиваемая поверхность соединяемых деталей имеет отверстия диметром, равным толщине соответствующей детали.
2. Структура стыка ТП по п. 1, отличающаяся тем, что отверстия по меньшей мере в одной склеиваемой поверхности соединяемых деталей располагаются вдоль осевой линии нанесения герметизирующего материала по меньшей мере в один ряд.
3. Структура стыка ТП по п. 2, отличающаяся тем, что отверстия в смежных рядах по меньшей мере одной склеиваемой поверхности соединяемых деталей располагаются в шахматном порядке.
4. Структура стыка ТП по пп. 1-3, отличающаяся тем, что по меньшей мере одна из склеиваемых поверхностей соединяемых деталей имеет канавки, расположенные вдоль осевой линии нанесения герметизирующего материала, для заполнения герметизирующим материалом.
| JP 2014152929 A, 25.08.2014 | |||
| СПОСОБ И КОНСТРУКЦИЯ ДЛЯ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО РАЗЪЕМНОГО СОЕДИНЕНИЯ КОРПУСА И КРЫШКИ ЭЛЕКТРОННОГО МОДУЛЯ | 2007 |
|
RU2352087C2 |
| Состав для крашения полистирола | 1975 |
|
SU584020A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ, ИЗГОТОВЛЕННЫХ ИЗ ПЕНООБРАЗУЮЩИХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2004 |
|
RU2280059C2 |
| US 20020181220 A1, 05.12.2002. | |||

