Изобретение может относиться к деревообрабатывающей отрасли промышленности и может быть использовано для производства профильных изделий из шпона.
Известен способ получения профильных изделий на основе древесного шпона, включающий нанесение связующего на листы шпона, сборку пакета и его прессование, отличающийся тем, что сборку пакета производят по асимметричной схеме на основе варьирования соотношения числа продольных и поперечных листов шпона, прессование осуществляют в плоском прессе, а профиль формируют после извлечения изделия из пресса путем его самопроизвольного изгиба в соответствии с принятой асимметричной схемой сборки пакета (пат. RU №2122942, 1997 г.).
Известен способ получения профильных изделий на основе древесного шпона, включающий нанесение связующего на склеиваемые поверхности, сборку пакета и его прессование в прессе с плоскими плитами с последующим формированием профиля после извлечения изделия из пресса путем его самопроизвольного изгиба, отличающийся тем, что сборку пакета производят с применением листов шпона разной влажности, а профиль формируют в процессе выравнивания влажности по всему объему склеенного изделия (пат. RU №2311288, 2006 г.).
Недостатком аналогов является необходимость формирования пакета шпона из селектированных листов шпона, нестабильность профиля и формы деталей, что усложняет последующую обработку деталей и сборку изделий.
Известно устройство для склеивания криволинейных заготовок из шпона, содержащее нагреваемые плиты с установленными на них пресс-формами - шаблонами (пуансон и матрица). Склеиваемый пакет шпона помещается между шаблонами и при сдавливании плитами пресса принимает форму, соответствующую профилю шаблонов (Бухтияров В.П. Технология производства мебели. - М.: Лесн. пром-сть, 1987, стр. 106-109). Это техническое решение наиболее близко к заявленному и принято за прототип.
Недостатками прототипа является сложность равномерного подвода тепловой энергии к профилированным пресс-формам и поддержание технологического режима полимеризации клея в пакете листов шпона.
Задача изобретения - совершенствование конструкции пресса для склеивания профильных изделий из шпона, обеспечивающей регулируемый подвод тепла к нагревательным элементам и равномерное тепловое воздействие на термореактивную клеевую композицию в пакете листов шпона.
Это достигается тем, что пресс для склеивания профильных изделий из шпона с термореактивной клеевой композицией содержит установленные одна над другой плиты с профильными пресс-формами, контактные нагревательные элементы, расположенные по обе стороны пакета шпона, выполненные в виде тонколистовых цельных или составных пластин из ферромагнитного материала, профиль поверхности пластин соответствует рельефу поверхности пресс-форм, пластины нагревают безконтактно в электромагнитном поле петлевого индуктора, установленного в плитах или пресс-формах пресса, выполненных из неферромагнитного материала, передача тепла от пластин к термореактивной клеевой композиции осуществляется контактно через массив древесины шпона.
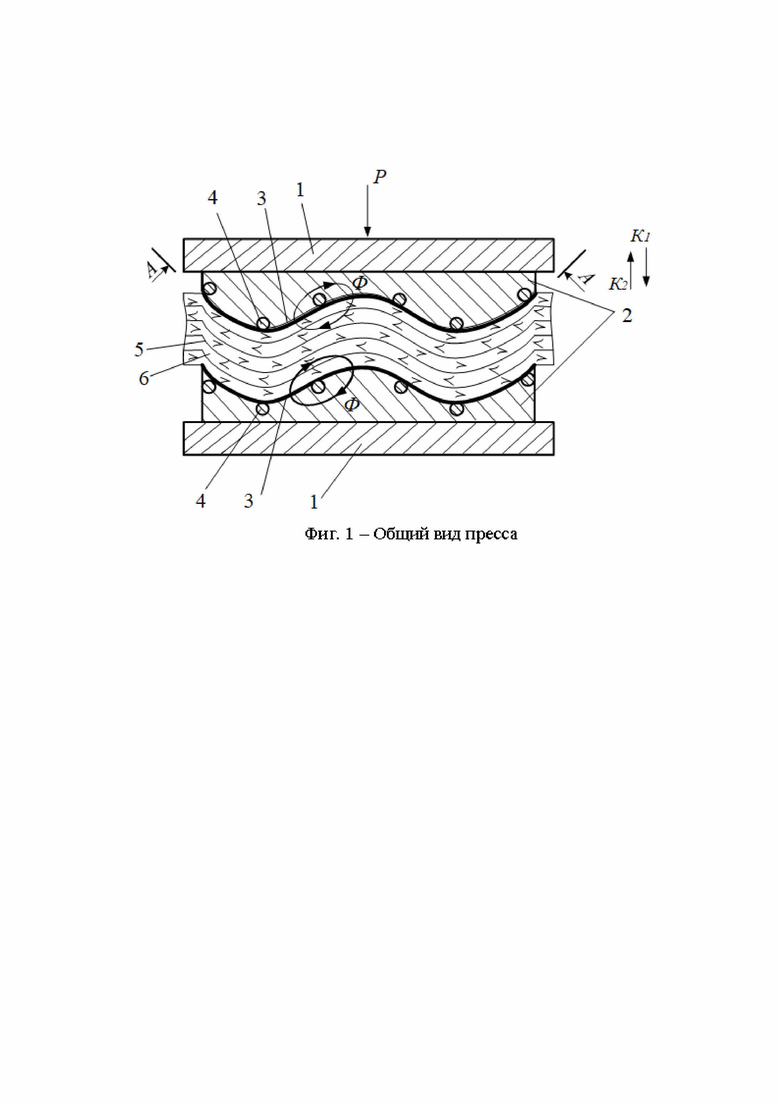
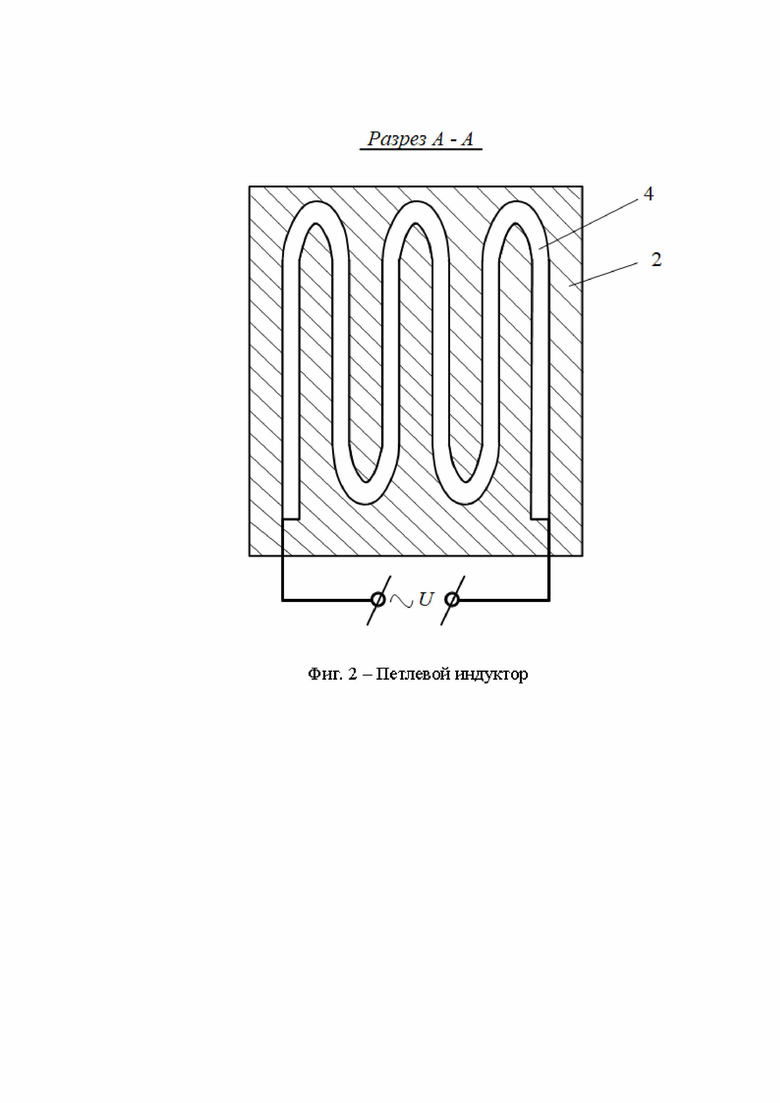
На фиг. 1 изображен общий вид пресса, фиг. 2 - петлевой индуктор - разрез А - А.
Пресс включает верхнюю и нижнюю плиты 1 с установленными на них пресс-формами 2 (на верхней подвижной плите - пуансон, на нижней неподвижной - матрица) из неферромагнитного материала (алюминий, пластик и пр.). На поверхность пресс-форм устанавливают профилированные нагревательные элементы 3 в виде тонколистовых цельных или составных пластин из ферромагнитного материала, профиль поверхности пластин соответствует рельефу поверхности пресс-форм. В пресс-формах размещены петлевые индукторы 4, подключенные к низкочастотному источнику питания U, создающие магнитные потоки Ф, которые проходят через нагревательные элементы, что обеспечивает избирательный безконтактный нагрев ферромагнитных пластин в поперечном низкочастотном магнитном поле с последующей контактной теплопередачей от нагретых пластин в термореактивную клеевую композицию 5 через массив древесины листов 6 шпона.
Работа пресса осуществляется в следующей последовательности.
Верхнюю плиту пресса с пуансоном поднимают (направление К1) с образованием свободного межплитного пространства. Формируют пакет шпона из листов шпона с нанесенной термореактивной клеевой композицией и укладывают его на матрицу, имеющую профиль формируемой детали. После этого верхнюю плиту с пуансоном опускают (направление К2), обеспечивают обжим пакета по профилю пресс-форм и технологическую подпрессовку пакета шпона под давлением P, подключают индуктор к низкочастотному управляемому источнику питания U. При этом в межплитном пространстве создается регулируемое переменное низкочастотное магнитное поле индуктора, в котором находятся профильные нагревательные элементы и пакет шпона с термореактивной клеевой композицией. Вызванные переменным магнитным потоком Ф в ферромагнитных нагревательных элементах вихревые токи непосредственно нагревают пластины без тепловых потерь в плитах, пресс-формах и массиве древесины пакета шпона. Теплопередача от нагретых пластин в термореактивную клеевую композицию осуществляется контактно через древесину листов шпона и запускается процесс полимеризации нагреваемой клеевой композиции, происходит формирование клеевого соединения. По завершении процесса полимеризации индуктор отключают, кондинционируют пакет шпона в прессе под давлением в течение технологически нормированного промежутка времени, поднимают плиту с пуансоном и пакет сформированного и профилированного изделия из шпона выгружают из пресса.
Заявленное техническое решение позволяет обеспечить регулируемый подвод тепла к нагревательным элементам и равномерное тепловое воздействие на термореактивную клеевую композицию в пакете листов шпона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для склеивания листов шпона | 2024 |
|
RU2823654C1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ ШПОНА | 2024 |
|
RU2832342C1 |
| Способ склеивания древесины | 2019 |
|
RU2715840C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА | 1997 |
|
RU2122942C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА | 2006 |
|
RU2311288C1 |
| КОМПОЗИЦИОННЫЙ ДРЕВЕСНОСЛОИСТЫЙ МАТЕРИАЛ | 1994 |
|
RU2049673C1 |
| Пресс-форма для изготовления изделий из шпона | 1977 |
|
SU651945A1 |
| СПОСОБ СКЛЕИВАНИЯ ЛИСТОВ ШПОНА | 1990 |
|
RU2045563C1 |
| ПРОИЗВОДСТВО КЛЕЕНЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ КОРОТКОТАКТОВЫМ СПОСОБОМ | 2003 |
|
RU2309174C2 |
| АДГЕЗИВНАЯ СИСТЕМА С НИЗКИМ ВЫДЕЛЕНИЕМ ФОРМАЛЬДЕГИДА | 2009 |
|
RU2520443C2 |
Изобретение относится к деревообрабатывающей отрасли промышленности, в частности к производству профильных изделий из шпона. Пресс для склеивания профильных изделий из шпона с термореактивной клеевой композицией содержит установленные одна над другой плиты с профильными пресс-формами, нагревательные элементы. Пресс снабжен контактными нагревательными элементами, расположенными по обе стороны пакета шпона, выполненными в виде тонколистовых цельных или составных пластин из ферромагнитного материала. Причем профиль поверхности пластин соответствует рельефу поверхности пресс-форм. Причем в плитах или пресс-формах пресса, выполненных из неферромагнитного материала, установлен петлевой индуктор, выполненный с возможностью бесконтактного нагрева пластин в электромагнитном поле, а пластины выполнены с возможностью передачи тепла к термореактивной клеевой композиции контактно через массив древесины шпона. Обеспечивается регулируемый подвод тепла к нагревательным элементам и равномерное тепловое воздействие на термореактивную клеевую композицию в пакете листов шпона. 2 ил.
Пресс для склеивания профильных изделий из шпона с термореактивной клеевой композицией, содержащий установленные одна над другой плиты с профильными пресс-формами, нагревательные элементы, отличающийся тем, что пресс снабжен контактными нагревательными элементами, расположенными по обе стороны пакета шпона, выполненными в виде тонколистовых цельных или составных пластин из ферромагнитного материала, причем профиль поверхности пластин соответствует рельефу поверхности пресс-форм, причем в плитах или пресс-формах пресса, выполненных из неферромагнитного материала, установлен петлевой индуктор, выполненный с возможностью бесконтактного нагрева пластин в электромагнитном поле, а пластины выполнены с возможностью передачи тепла к термореактивной клеевой композиции контактно через массив древесины шпона.
| Бухтияров В.П | |||
| Технология производства мебели | |||
| Лесн | |||
| пром-сть, М., 1987, стр | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА | 2006 |
|
RU2311288C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ ДРЕВЕСНОГО ШПОНА | 1997 |
|
RU2122942C1 |
| Двухленточный пресс | 1988 |
|
SU1757450A3 |
| JP 11114907 A, 27.04.1999. | |||

