ел
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Торцовая фреза | 2020 |
|
RU2758747C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С РЕГУЛИРУЕМЫМ УГЛОМ В ПЛАНЕ РЕЖУЩЕЙ ПЛАСТИНЫ | 2015 |
|
RU2697118C2 |
| Торцовая фреза | 1987 |
|
SU1468685A1 |
| СБОРНАЯ ТОРЦЕВАЯ ФРЕЗА | 2003 |
|
RU2238825C1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| Фрезерный рабочий орган к станку | 1984 |
|
SU1299486A3 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ И ФРЕЗА | 2021 |
|
RU2759490C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |


Использование: металлорежущий инструмент. Сущность изобретения: торцовая фреза содержит корпус, в пазу которого на оси установлена державка с режущей пластиной, взаимодействующая с дном паза и регулировочным винтом. расположенным на дне паза корпуса, й закрепляем я с помощью крепежного винта. На корпусе выполнен дополнительный скос, симметричный основному. Фреза снабжена упорным винтом, расположенным между регулировочным винтом и осью державки. 8 ил.
Изобретение относится к металлорежущему инструменту.
Известна торцовая фреза, содержащая поворотные обоймы, установленные в корпусе для регулирования главного угли в пла не ножей. Причем поворотные обоймы установлены под углом относительно оси корпуса, а ножи расположены под углом относительно осей поворотных обойм.
Недостатком данной конструкции является сложность изготовления узла регулировки ножа, а также необходимость его доворота и дополнительной выверки после поворота обоймы вокруг своей оси.
Известна также торцовая фреза, состоящая из опорной части и снабженного кольцевым выступом диска, на периферии которого установлены режущие элементы. Диск закреплен на опорной части с помощью затяжного элемента, расположенного в его центре, а кольцевой выступ, находящийся на периферии диска, контактирует с опорной частью так, что между ней и диском образован зазор, обеспечивающий прогиб диска при затягивании винта 1.
Недостатком конструкции является малая жесткость угла регулировки, что существенно сказывается на работоспособности режущих материалов, обладающих пониженной прочностью, а также малый диапазон регулирования главного угла в плане ри вспомогательного угла в плане р. Кроме того, одновременное регулирование всех режущих зубьев требует высокой точности изготовления составляющих фрезу элементов.
Из известных конструкций торцовых фрез наиболее близкой по технической сущности является сборная торцовая фреза фирмы Фельдмюлле, она содержит корпус
v4 СЛ О
а о о
в пазу которого, на оси установлена державка с режущей пластиной, взаимодействующая с дном паза и регулировочным винтом для настройки главного р и вспомогательного углов в плане и закрепляемая с помощью крепежного винта. Она используется для получения качественной обработанной поверхности с низкой шероховатостью. Однако имеет малый диапазон регулирования углбв в плане.
Целью изобретения является расширение технологических возможностей за счет увеличения диапазона регулирования углов в плане .
Это достигается тем, что торцовая фреза снабжена дополнительным винтом, раз- мещенным в державке между регулировочным винтом и осью державки, и дополнительным скосом, расположенным симметрично основному. Угол скоса может быть определен по формуле
sin H/Lcos А,
где I - расстояние между вершиной режущей кромки пластины и плоскостью вращения, проходящей через ближайшую точку режущей кромки к оси фрезы;
L - длина режущей кромки пластины;
А - угол наклона режущей кромки пластины.
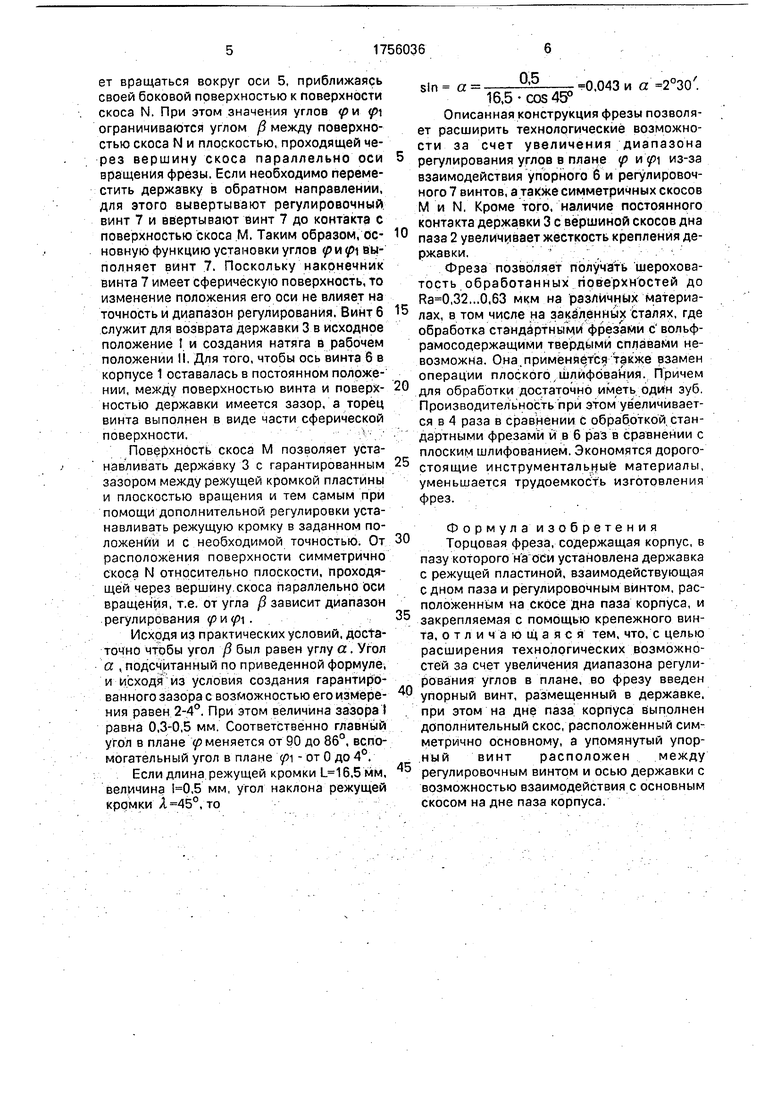
На фиг. 1,2 изображена фреза в двух положениях: I - исходное, необходимое для настройки фрезы, и II - рабочее; на фиг. 3 вид по стрелке А на фиг. 1; на фиг. 4,5 - схема изменения высоты микронеровностей h в зависимости от изменения углов в плане р и р ; на фиг. 6,7,8 - возможные случаи положения режущей кромки пластины.
Фреза состоит из корпуса 1 с дном паза 2, державки 3 с режущей пластиной 4, оси 5, упорного винта 6, регулировочного винта 7, крепежных болтов 8, шкалы 9. Дно паза 2 имеет два симметричных скоса М и N. Винт 6 служит для возврата державки в исходное положение I и создания натяга в рабочем положении И. Регулировочный винт 7 служит для установки заданных углов в плане рн р. Крепежные болты 8 необходимы для фиксации державки с режущей пластиной в заданном положении. Шкала 9 служит для установления фиксированных значений углов в плане.
Использование принципа установки режущей кромки пластины, когда р близок к 90°. а 1 к 0°, требует высокой точности изготовления элементов фрезы, так как их погрешности приводят в процессе резания к увеличению высоты микронеровностей h (фиг. 3) обработанной поверхности.
0
5
0
5
0
5
0
5
0
5
В случае а - ip 90° и р & 0°. В случае б- и . Незначительное изменение р от 90° и р от 0° проводит к значительному увеличению высоты микронеровностей h. В то же время в зависимости от физико-механических свойств обрабатываемого материала, например при резании вязких материалов, обработка с и затруднена, так как на поверхности появляются следы дробления и зади- ры,что ухудшает ее качество и требует установки р, отличающихся от 90°и 0°. Поэтому для получения качественной поверхности с низкой шероховатостью необходимо точное выдерживание заданного положения режущей кромки пластины. Это достигается дополнительной поднастрой- кой, которая производится при помощи перемещения державки 3 через ось вращения 5 посредством регулировочного винта 7 и упорного винта 6. Для настройки заданного положения режущей кромки пластины, например с , (р 0°, державка 3 первоначально находится в незакрепленном положении. Поэтому режущая кромка ориентируется произвольно. В контакте с обрабатываемой поверхностью тем самым может находиться вершина D, расположенная ближе к оси фрезы, или вершина Е. находящаяся дальше от оси фрезы, а также обе вершины одновременно (см. фиг. 4, случаи а.б.в соответственно). Затем посредством винта 6 державка 3 поджимается к поверхности скоса М. Винты 6 и 7 находятся при этом в положении I (фиг. 1).
С учетом просчитанного угла а, между поверхностью скоса М и плоскостью, параллельной оси вращения фрезы и проходящей через вершину скоса, угол р в этом положении с учетом погрешностей приблизительно равен а, а между вершиной кромки Е и плоскостью вращения фрезы, проходящей через точку D, остается гарантированный зазор, измерив который щупом, вывернув винт 6 и повернув регулировочный винт 7 на соответствующее число угловых единиц, указанных на шкале 9, добиваются установки р 0° и р 90°. При повороте винта 7 вокруг своей оси вращения он выдвигается, упираясь своим сферическим наконечником в поверхность скоса М и заставляя тем самым вращаться державку 3 вокруг оси вращения 5. Далее дается небольшой натяг путем вворачивания на 1-2 оборота дополнительного винта 6. В случае необходимости установки и соответственно регулировочный винт 7 поворачивается на большее число угловых единиц. В результате державка 3 продолжает вращаться вокруг оси 5, приближаясь своей боковой поверхностью к поверхности скоса N. При этом значения углов р ограничиваются углом / между поверхностью скоса N и плоскостью, проходящей через вершину скоса параллельно оси вращения фрезы. Если необходимо переместить державку в обратном направлении, для этого вывертывают регулировочный винт 7 и ввертывают винт 7 до контакта с поверхностью скоса М. Таким образом, основную функцию установки углов р и р вы- полняет винт 7. Поскольку наконечник винта 7 имеет сферическую поверхность, to изменение положения его оси не влияет на точность и диапазон регулирования. Винт 6 служит для возврата державки 3 в исходное положение I и создания натяга в рабочем положении II, Для того, чтобы ось винта 6 в корпусе 1 оставалась в постоянном положении, между поверхностью винта и поверхностью державки имеется зазор, а торец винта выполнен в виде части сферической поверхности.
Поверхность скоса М позволяет устанавливать державку 3 с гарантированным зазором между режущей кромкой пластины и плоскостью вращения и тем самым при помощи дополнительной регулировки устанавливать режущую кромку в заданном положении и с необходимой точностью. От расположения поверхности симметрично скоса N относительно плоскости, проходящей через вершину скоса параллельно оси вращения, т.е. от угла /3 зависит диапазон регулирования pw(p.
Исходя из практических условий, достаточно чтобы угол /3 был равен углу а. Угол а , подсчитанный по приведенной формуле, и исходя из условия создания гарантированного зазора с возможностью его измерения равен 2-4°. При этом величина зазора равна 0,3-0,5 мм. Соответственно главный угол в плане (р меняется от 90 до 86°, вспомогательный угол в плане р - от 0 до 4°.
Если длина режущей кромки ,5 мм, величина ,5 мм, угол наклона режущей кромки А 45°, то
sin a
0,5
0.043 и а 2°30 .
16,5 cos 45° Описанная конструкция фрезы позволяет расширить технологические возможности за счет увеличения диапазона
регулирования углов в плане р и р из-за взаимодействия упорного 6 и регулировочного 7 винтов, а также симметричных скосов М и N. Кроме того, наличие постоянного контакта державки 3 с вершиной скосов дна
0 паза 2 увеличивает жесткость крепления державки.
Фреза позволяет получать шероховатость обработанных поверхностей до ,32,..0,63 мкм на различных материа° лах, в том числе на закаленных сталях, где обработка стандартными фрезами с вольф- рамосодержащими твердыми сплавами невозможна. Она .применяется также взамен операции плоского шлифования. Причем
0
5
для обработки достаточно иметь один зуб Производительность при этом увеличивается в 4 раза в сравнении с обработкой стандартными фрезами и в 6 раз в сравнении с плоским шлифованием. Экономятся дорогостоящие инструментальные материалы, уменьшается трудоемкость изготовления фрез.
Формула изобретения
Торцовая фреза, содержащая корпус, в пазу которого на оси установлена державка с режущей пластиной, взаимодействующая с дном паза и регулировочным винтом, расположенным на скосе дна паза корпуса, и
закрепляемая с помощью крепежного винта, отличающаяся тем, что, с целью расширения технологических возможностей за счет увеличения диапазона регулирования углов в плане, во фрезу введен
упорный винт, размещенный в державке, при этом на дне паза корпуса выполнен дополнительный скос, расположенный симметрично основному, а упомянутый упорный винт расположен между
регулировочным винтом и осью державки с возможностью взаимодействия с основным скосом на дне паза корпуса.
Н
Фиг.1
J3
Фиг
Ч 90 ;ЪЈ0°
фаг, 4 ось фрезы.
F F
фиг. 6
StitA
Фиг.З
ifsSO9 ,
фиг. 5
ось Фрез&1
v
ось фрезы
1
F Ј
Ј. е
фиг. 8
| Жедь В.П., Боровский Г.В., Музыкант Я.А., Ипполитов Г.М | |||
| Режущие инструменты, оснащенные сверхтвердыми и керамическими материалами и их применение | |||
| Справочник | |||
| - М.: Машиностроение, 1987, с | |||
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
