Изобретение относится к абразивной обработке и может быть использовано в мебельной и деревообрабатывающей промышленности для шлифования деталей из древесины сложного профиля.
Известны эластичные инструменты для выполнения шлифовальных и полировальных работ. Одним из них является полировальный круг, выполненный в виде корпуса с закрепленными на нем сегментами рабочего материала.
Известен шлифовальный круг из объемного нетканого материала, несущего абразив, состоящий из дисков данного материала и элементов крепления.
Известен также лепестковый шлифовальный круг с абразивными лепестками и возможностью углового разворота лепестков относительно ступицы.
Кроме того известен полировальный инструмент, рабочая поверхность которого образована сегментными элементами, расположенными на корпусе с перекрытием..
Общим недостатком указанных устройств является сравнительно низкое качество обработанной поверхности и ограниченная область их применения.
Наиболее близким к предлагаемому по технической сущности является полировальный круг, выполненный в виде корпуса с закрепленными на нем сегментами рабочего материала. Рабочим материалом данного круга является кожа. Сегмента рабочего материала накалываются на соединительные элементы, которые имеет один из боковых дисков корпуса, так. чтобы каждый последующий частично перекрывал предыдущий. Таким образом набирается рабочее тело необходимой высоты и укрепляется в корпусе круга.
Недостатком указанного полировального круга является низкое качество обработки и ограниченная область его применения. Это обусловлено тем, что при обработке сложного профиля, когда происходит повышенная деформация круга, а каждый лепесток не охватывает всей ширины обработки, то возникает расслоение рабочего тела круга, происходит неравномерность обработки по высоте круга или вообще остается необрабатываемая зона. Полировальный круг не
Ч
О1
о
СА) К)
имеет равной эластичности в осевом и тангенциальном направлениях, так как лепестки в круге имеют различную ориентацию относительно эти х направлений в процессе работы и различную жесткость каждого лепестка в этих направлениях. Это не позволяет обрабатывать изделия в. одинаковых условиях с осевым и тангенциальным направлениями подачи относительно круга.
Целью изобретения, является повышение качества обрабатываемой поверхности и расширение технологических возможностей шлифовального круга.
Поставленная цель достигается тем, что сегментообразные лепестки рабочего тела шлифовального круга выполнены из объемного нетканого материала, несущего абра- з ив, и установлены под углом а к оси круга равным 65-70°. При повышенной деформации круга не происходит расслоения рабочего тела круга, а следовательно устраняется неравномерность обработки и необ- рабатъ гва емзя зона, так как лепестки проходят от одной торцовой стороны круга к другой и каждый лепесток охватывает всю ш ирину обработки. Выбор данного диапа- зона значений угла а, обусловлен тем,1 чтобы обеспечить повышение качества шлифованной поверхности, равную эластичность и одинаковые условия шлифования при осевом и тангенциальном направлениях подачи обрабатываемой детали по отношению к кругу. редел е- ния влияния угла о. на качество шлифованной поверхности были проведены сопоставительные испытания шлифо- вальных кругов с углом поворота лепестков в круге 45, 65, 67, 70° и кругов ч/гз целых дисков объемного нетканого 1 материала , когда а 90°. Испытания проводились в лабораторных условиях на экспериментальной установке. Шлифование осуществлялось при следующих постоянных условиях: скорость круга 25 м/с, скорость бд зч й заготовки 0,033 м/с, деформация круга в радиальном направлении 3 Им, высота круга 40 мм, диаметр круга 200 мм, длина свободного вылета лепестка 40 мм, обрабатывав- мый материал - береза, начальная шероховатость обрабатываемого материала RZ 65 мкм, количество проходногб инструмента - 1. Оценочный пОкэза тёль шероховатости Rz древесина. Шероховатость поверхности, параметры и характеристики измерение шерохов атости производилось прибором МИС-11.
Из полученных экспериментальных результатов видно, что выполнение рабочего тела круга из лепестков объемного нетканого материала под углом к оси круга снижает шероховатость шлифованной поверхности по сравнению с кругом из целых дисков материала, установленных перпендикулярно к
оси круга. Оптимальным является угол а. 65-70°, дальнейшее уменьшение или увеличение угла не целесообразно по причине увеличения шероховатости, устранении равенства эластичности в осевом и тангенциальном направлениях круга, снижении
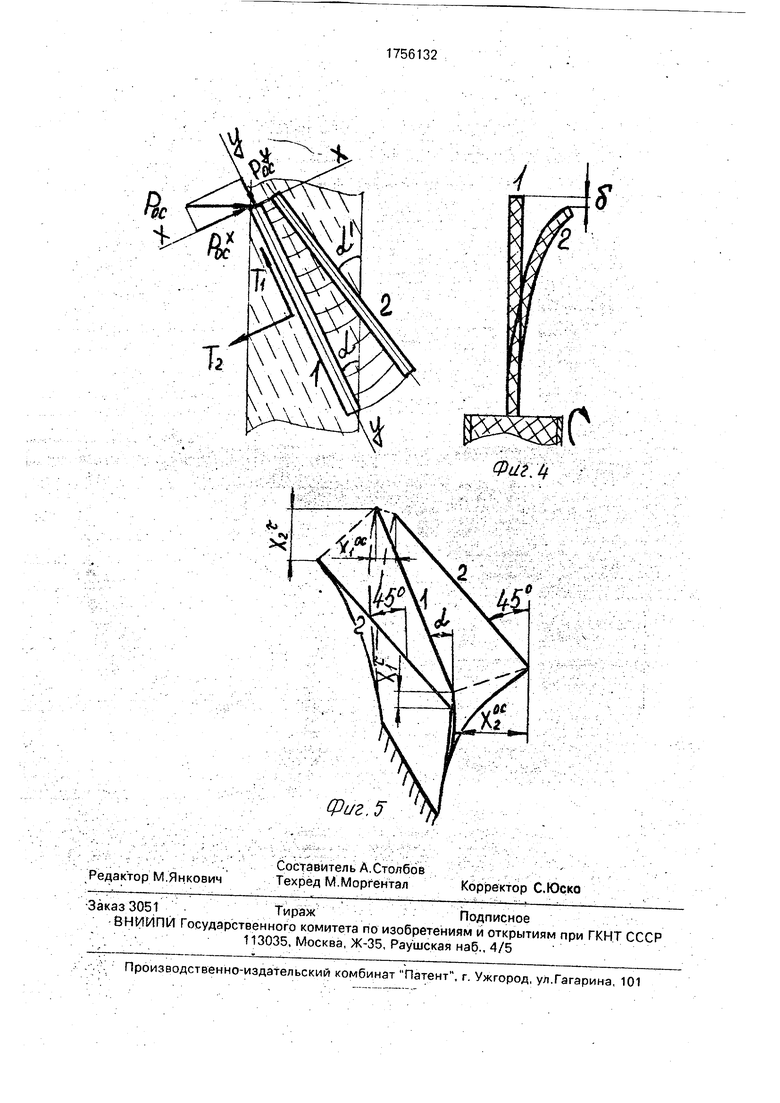
прочности на разрыв данных кругов итехно- логичности их изготовления, Воздействие лепестков на деталь выражается равнодействующей сил трения, состоящей из сил трения в плоскости лепестка Ti и силы Та, нормальной к плоскости лепестка. Сила трения Т f N. Нормальной давление N круга на обрабатываемую деталь будет определяться направлением действия силы со стороны детали относительно лепестков, количеством их в этом направлении и степенью деформации рабочего тела круга в радиальном направлении. Жесткость единичного лепестка в нормальной плоскости
во много раз меньше, чем в плоскости лепестка. Рассмотрим процесс, взаимодействия отдельного лепестка круга при шлифовании ;с одинаковой деформацией в радиальном направлении и равными силами со стороны
детали при тангенциальном и осевом направлениях подачи. Во взаимодействие с деталью вначале вступает передний по направлению вращения край лепестка. Силу РЈ разложим в двух плоскостях, указанных
выше: lЈ Rg. costf, Р. а (фиг.З). Исходя из этих формул для равного давления каждого лепестка при тангенциальном и осевом направлениях подачи, угол о. должен быть равен 45°. Но это без учета характера предварительного деформирования лепестков от действия сил со стЬроны детали и взаимодействия лепестка с другими лепестками в рабочем теле круга. Отклонение лепестка от действия силы F.будет происходит преимущественно в направлении наименьшей жесткости, т.е. в сторону перпендикулярную боковой поверхности лепестка, произойдет выгиб лепестка как это бывает у нежестких тел, имеющих большую
длину. Если таким образом последовательно рассматривать положение периферийной зоны лепестка от действия силы Р&, то он займет новое положение 2. Передний край лепестка отклоняется на большую величину, так как в этом направлении жесткость меньше вследствие малого количества лепестков. Затем отклонение лепестка по мере перемещения действия силы по периферийной зоне лепестка уменьшается и
имеет минимальное отклонение в конце лепестка, так как увеличивается жесткость рабочего тела круга за счет увеличения количества лепестков в направлении деформации. Первоначально лепесток деформируется под действием силы P-J-, перед зоной контакта впереди идет волна предварительного смещения, а затем деформированный в предельно допустимое состояние 2, он оказывает абразивное действие на деталь - происходит трение объемного шлифовального материала о деталь Если сравнивать положение 2 и 1, то лепесток оказывается отогнутым по направлению подачи детали и дополнительно повернутым относительно своего первоначального положения. Таким образом, лепесток вступает в процесс шлифования повернутым на динамический угол а а и примерно равный 45°. При осевом направлении подачи деформация отдельного лепестка происходит также преимущественно в направлении перпендикулярном боковой поверхности лепестка (фиг. 4). В начале лепестка деформация небольшая, так как в направлении действия силы РОС находится максимальное количество лепестков, затем она увеличивается и достигает максимума в конце лепестка. Периферийная зона лепестка производит шлифование будучи повернутой на динамический угол а а , также примерно равный 45°. Условия работы круга при тангенциальном и осевом направлениях подачи получаются примерно одинаковыми, угол динамический примерно одинаков, силы трения Ti и Та в двух взаимно перпендикулярных плоскостях равны. Равные условия шлифования позволяют обрабатывать детали данным кругом как с соевым, так и с тангенциальным направлением подачи, с осциллирующим движением инструмента, что расширяет его технологические возможности. Данный конкретный диапазон значений угла а является оптимальным только для объемного нетканого материала. При выполнении рабочего тела круга из другого материала, например Шлифовальной шкурки, под таким же углом не будет обеспечиваться равной эластичности в осевом и тангенциальном направлениях круга, так как исходная жесткость материалов различная, плотность рабочего тела из этих материалов также не одинакова. Для того, чтобы выполнялось условие равной эластичности в осевом и тангенциальном направлениях круга, т.е. чтобы угол а был равен 65-70°, элементы круга должны удовлетворять условию:
fti arcsm
j
-I -1) j И
Н)
2(R+Usinfi/2| где Р - сила действующая со стороны детали на лепесток;
j - жесткость лепестка;
п - количество лепестков по высоте круга;
10
R - радиус защемления лепестков ; L - длина свободного вылета лепестка; / - центральный угол сегмента лепестка.
Данная формула получена из следую- щих соображений.
Для того, чтобы лепесток вступал в абразивное взаимодействие с обрабатываемой деталью под углом 45° необходимо, чтобы выполнялось условие (фиг. 5);
x2-xi I(sin45° - sin a ),
(SO
i
где Х2 - большая деформация лепестка по направлению подачи;
xi - меньшая деформации:
I - длина хорды сегмента лепестка, она равна
30
f 2(R + L)sln ft 12.
(3)
Формула (1) получена при следующем допущении: деформация лепестков обратно пропорциональна количеству лепестков в первой степени
хг
JL
J
XI
Р
j n
(4)
Подставляя (3) и (4) в (2) и преобразуя, получим исходную формулу (1).
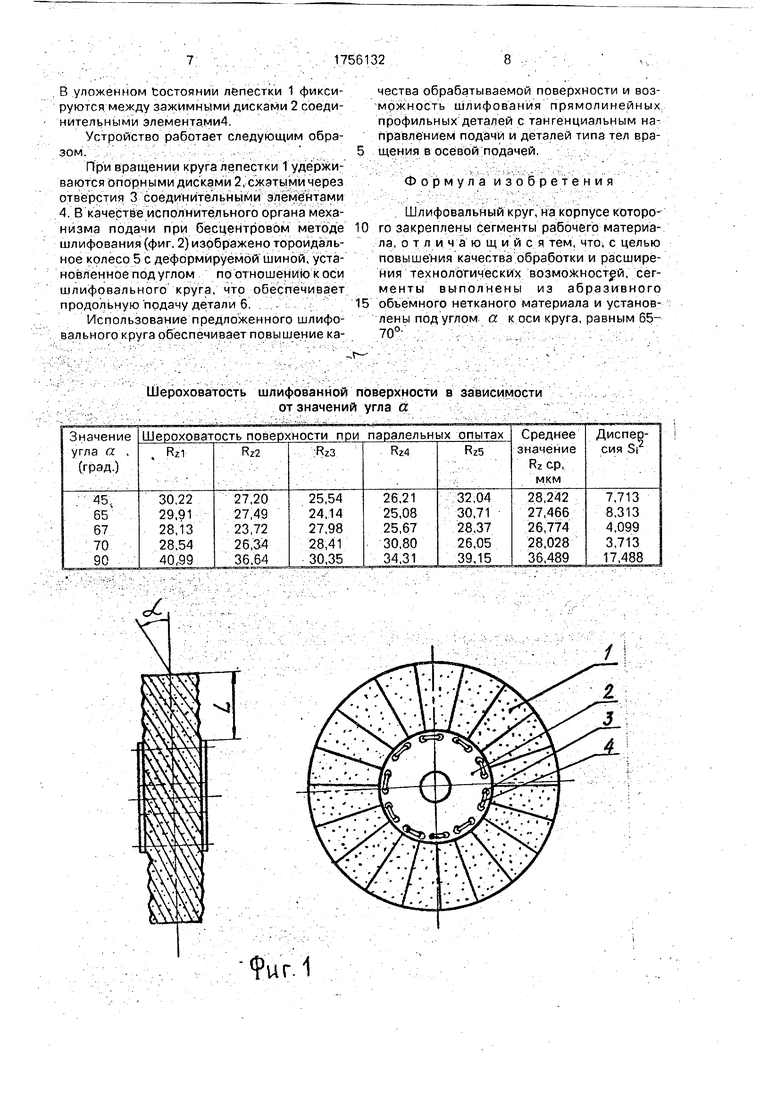
На фиг. 1 показан шлифовальный круг из объемного нетканого материала; на фиг. 2 - схема шлифования данным кругом по
бесцентровому принципу; на фиг. 3 - деформация лепестков при тангенциальном направлении подачи; на фиг. 4 - деформация лепестков при осевом направлении подачи; на фиг. 5 - схема для определения взаимосвязи угла а с размерами элементов круга.
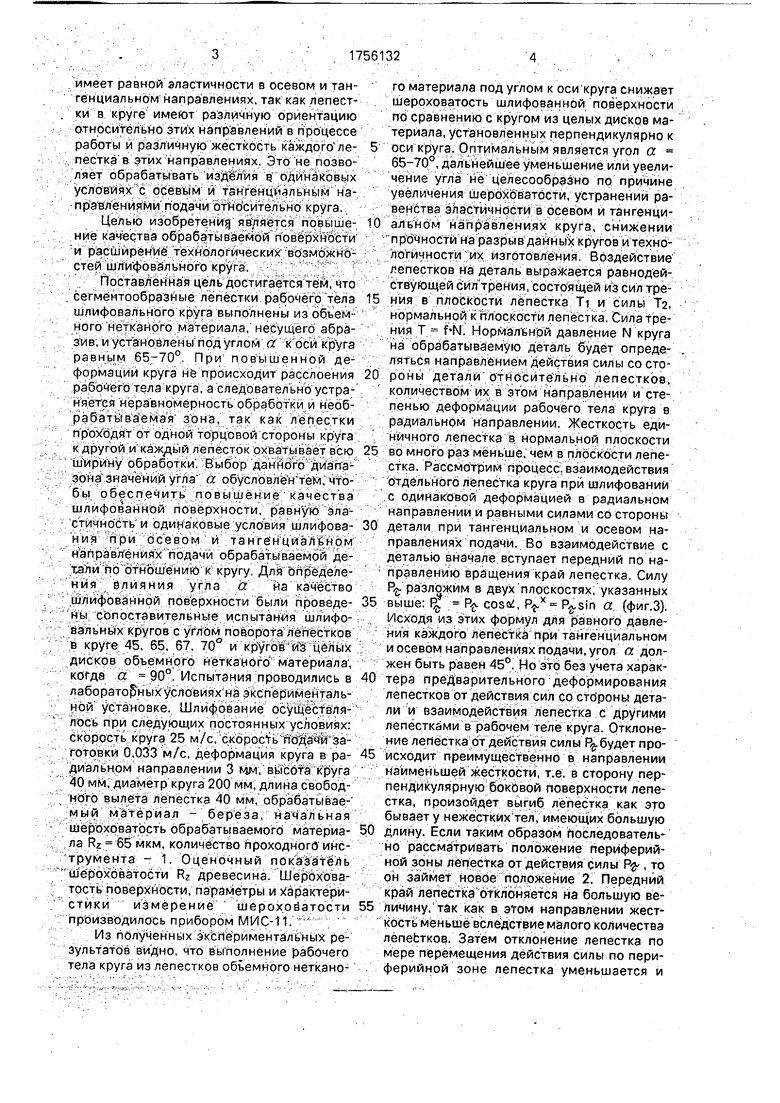
Предлагаемое устройство состоит из рабочего тела из лепестков объемного нетканого материала 1, зажимных дисков 2 с
отверстиями 3 для сборки круга посредством соединительных элементов 4. Лепестки 1 укладываются по радиусу так, чтобы образовались многозаходные витки объемного нетканого материала в рабочем теле круга.
В уложенном состоянии лепестки 1 фиксируются между зажимными дисками 2 соединительными элементами4
Устройство работает следующим образом.
При вращении круга лепестки 1 удерживаются опорными дисками 2, сжатыми через отверстия 3 соединительными элементами 4. В качестве исполнительного органа механизма подачи при бесцентровом методе шлифования (фиг, 2) изображено тороидальное колесо 5 с деформируемой шиной, установленное под углом по отношению к оси шлифовального круга, что обеспечивает продольную подачу детали 6
Использование предложенного шлифовального круга обеспечивает повышение ка0
5
чества обрабатываемой поверхности и возможность шлифования прямолинейных профильных деталей с тангенциальным направлением подачи и деталей типа тел вращения в осевой подачей.
Формула изобретения
Шлифовальный круг, на корпусе которого закреплены сегменты рабочего материала, отличающийся тем, что, с целью повышения качества обработки и расширения технологических возможностей, сегменты выполнены из абразивного объемного нетканого материала и установлены под углом а к оси круга, равным 65- 70°
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
| СПОСОБ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ ЛЕПЕСТКОВЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2239535C1 |
| СПОСОБ ПОЛИРОВАНИЯ АБРАЗИВНО-АЛМАЗНЫМИ ЛЕПЕСТКОВЫМИ КРУГАМИ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2247642C1 |
| АЛМАЗНО-АБРАЗИВНЫЙ ПРЕРЫВИСТЫЙ ТОРЦОВЫЙ ИНСТРУМЕНТ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303517C2 |
| КРУГ ШЛИФОВАЛЬНЫЙ ЛЕПЕСТКОВЫЙ | 2020 |
|
RU2751388C1 |
Использование: в деревообрабатываю щей промышленности для шлифования деталей из древесины сложного профиля Сущность изобретения: на корпусе закреплены сегменты из абразивного объемного нетканого материала под углом к оси круга, равным 65-70°. 5 ил., 1 табл.
Шероховатость шлифованной поверхности в зависимости от значений угла а
Фиг.1
1766132
Фиг. 2
rOCX
Фиг. J °
U .Ъ
У
Фиг.ц
Фиг. 5
| ВЕНТИЛЬНЫЙ БЛОК | 2014 |
|
RU2645065C2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
