Изобретение относится к измерительной технике, а именно к метрологическому обеспечению электромагнитных и вихрето- ковых приборов, измеряющих толщину изделий из токопроводящих материалов, и может быть использовано в различных отраслях машиностроения.
Наиболее близкой к предлагаемой является мера толщины, выполненная в виде круглой или прямоугольной пластины с рабочей и базовой поверхностями. Данные меры предназначены для поверки вихрето- ковых электромагнитных и ультразвуковых толщиномеров изделий из металлов. Для вихретоковых толщиномеров, контролирующих толщину изделий из токопроводящих немагнитных материалов, меры толщины чаще всего изготавливаются из сплава Д16Т. Для электромагнитных толщиномеров, измеряющих толщины изделий из фер- ромагнитных сталей, меры толщины соответственно изготавливают из сталей. С помощью ультразвуковых толщиномеров
измеряют толщины изделий как из немагнитных токопроводящих металлов, так и из ферромагнитных металлов. В зависимости от назначения ультразвукового толщиномера для изготовления мер толщины подбирают металл, электромагнитные свойства которого наиболее близки к электромагнитным свойствам контролируемого металла. Наиболее часто меры толщины выполняют в виде диска. Толщиной меры является расстояние между поверхностями в виде круга. Рабочей поверхностью меры может быть любая из двух поверхностей в виде круга. Преимуществом таких мер является то, что изготовление их толщиной более 2 мм характеризуется относительно небольшой трудоемкостью. Особенно удобны для изготовления меры из ферромагнитных сталей. Изготовление точных мер толщиной менее 2 мм, особенно мер из немагнитных материалов, затруднено. Вследствие малой жесткости тонких пластин изготовление точных мер данной конструкции (толщиной менее 1 мм) является невозможным
(Л
С
XJ
ел
00
со ю
00
Целью изобретения является разработка такой конструкции меры, которая характеризуется повышенной точностью ее изготовления при малых значениях ее толщины и более высокой технологичностью ее изготовления.
Поставленная цель достигается тем, что в мере толщины, выполненной в виде круглой или прямоугольной пластины с рабочей и базовой поверхностями, выполнены две взаимно перпендикулярные пары параллельных ребер жесткости, расположенные по краям пластин соответственно на рабочей и базовой поверхностях.
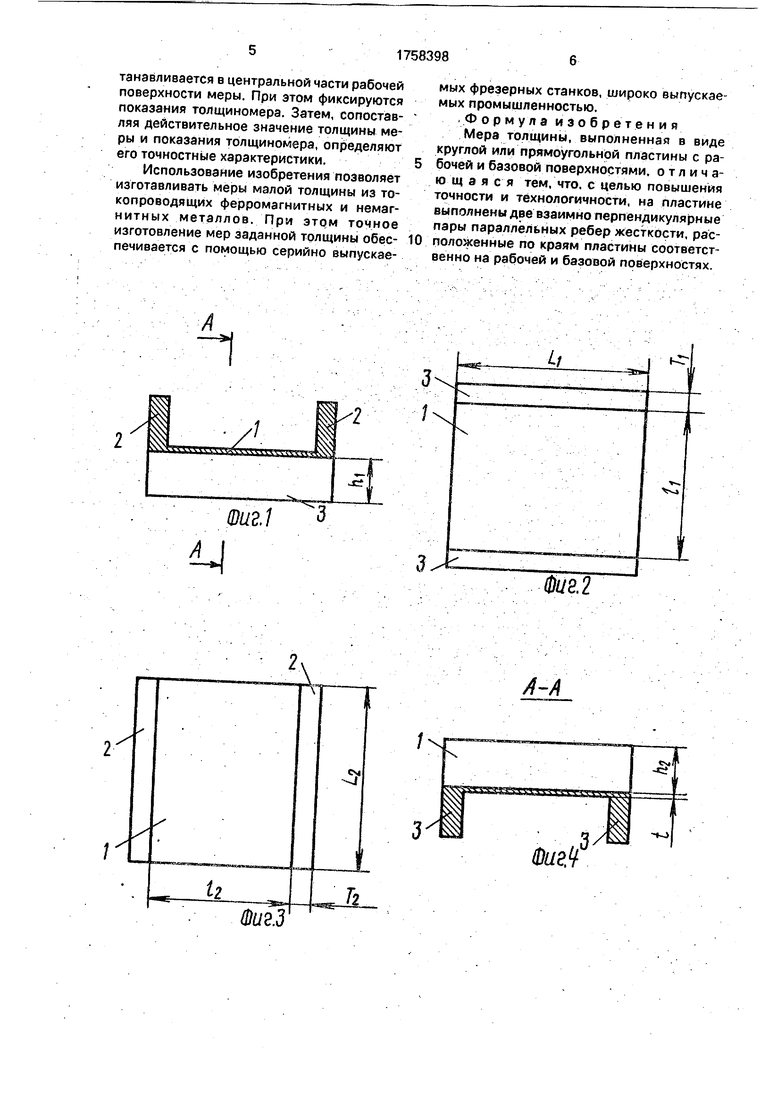
На фиг. 1 изображено сечение на переднем виде меры толщины; на фиг. 2 и 3 - соответственно виды меры снизу и сверху; на фиг. 4 - сечение А-А на фиг. 1.
Меры толщины содержат выполненные за одно целое пластину 1 толщиной t, и две пары 2 и 3 ребер жесткости длиной L и толщиной Т. Одна пара 2 ребер расположена по краям рабочей стороны пластины 1 (фиг. 3), а другая пара 3 расположена перпендикулярно первой паре 2 по краям стороны меры (фиг. 2) противоположно рабочей. Выбор стороны пластины 1 в качестве рабочей является условным. В данном случае рабочей стороной является верхняя поверхность пластины 1 на фиг. 1, Длина ребер пар 2 и 3 равна соответственно длине L2 и ширине Li меры, толщина ребер Ti и Т2 не менее 1 /20 соответственно расстояний ti и h между ними, высота ребер hi и ha - не менее 1/10 расстояний 1 и между ними.
Наличие пар 2 и 3 ребер жесткости и правильный выбор их поперечного сечения исключают прогиб или деформирование пластины 1 в процессе ее изготовления и эксплуатации. Расположение пар 2 и 3 ребер жесткости попарно параллельно и взаимно перпендикулярно по краям пластины 1 исключает прогиб ее при приложении нагрузок как в продольном, так и в поперечном направлениях к пластине 1. Параллельное расположение пар 2 и 3 ребер жесткости между собой позволяет применять для обработки пластины 1 фрезерование и шлифование ее поверхностей, чем обеспечивается высокая точность ее доведения до необходимой величины. Наличие ребер жесткости при изготовлении меры малой толщины (менее 1 мм) из немагнитных материалов позволяет надежно фиксировать меру между плоскопараллельными губками тисков в процессе механической обработки пластины 1. Взаимное перпендикулярное расположение пар 2 и 3 ребер жесткости при зажатии в тисках исключает деформацию пластины 1. Это также многократно упрощает обеспечение точной обработки меры. Выполнение пар 2 и 3 ребер равными длине и ширине меры обеспечивает необходимую жесткость пластины 1 в любой точке рабочей и противоположной ей поверхностей. При толщине Т и высоте h пар 2 и 3 ребер не менее 1 /20 и 1 /10 расстояний между ними обеспечивается необходимая жесткость самих ребер.
Пример реализации изготовления меры толщины, применяемой для поверки вихре- токовых измерителей толщины изделий из токопроводящих материалов, В современных вихретоковых толщиномерах применяется отстройка от влияния удельной электрической проводимости контролируемых изделий, С учетом различия по удельной электрической проводимости изделий в диапазоне (1-60) М-См/м предпочтительней изготавливать меру толщины с промежуточным значением удельной электрической проводимости, например, с величиной (7 {10-20) М-См/м. Меры изготавливали из
сплава Д16Т с М -СМ/м, характеризующегося хорошей обработкой резанием. С учетом отстройки от влияния края изделия на точность измерений размеры рабочей поверхности меры толщины, на которую устанавливается преобразователь прибора, должны превышать размеры измерительных обмоток преобразователя не менее чем в два раза. Величина диаметра измерительных обмоток преобразователя обычно находится в диапазоне 10-20 мм, поэтому рабочая поверхность пластины 1 меры толщины имела размеры 45x45 мм. Длина пар 2 и 3 ребер соответственно равна 51 мм, их высота 10 мм и толщина 3 мм. Размером
рабочей поверхности меры, т.е. размерами пластины 1, является расстояние между ребрами 2 и 3. Изготовление мер толщины данной конструкции из сплава Д16Т с помощью фрезерования показало, что удается
изготовить меры минимальной толщины до 0,2 мм. Разброс толщины (At) по всей рабочей поверхности не превышал 0.015-0,02 мм. Разброс в центральной части рабочей поверхности, ограниченной кругом 20-25 мм,
0 не превышал величины ,G02-0,005 мм. Разброс At для центральной части для мер большей толщины в центральной части их рабочей поверхности также не превышал величины ,005 мм.
5 Основное применение мер толщины - применение их в качестве образцовых средств при поверке вихретоковых толщиномеров. В процессе проведения данной поверки преобразователь толщиномера устанавливается в центральной части рабочей поверхности меры. При этом фиксируются показания толщиномера. Затем, сопоставляя действительное значение толщины меры и показания толщиномера, определяют его точностные характеристики.
Использование изобретения позволяет изготавливать меры малой толщины из то- копроводящих ферромагнитных и немагнитных металлов. При этом точное изготовление мер заданной толщины обеспечивается с помощью серийно выпускае0
мых фрезерных станков, широко выпускаемых промышленностью.
.Формула изобретения Мера толщины, выполненная в виде круглой или прямоугольной пластины с рабочей и базовой поверхностями, отличающаяся тем, что. с целью повышения точности и технологичности, на пластине выполнены две взаимно перпендикулярные пары параллельных ребер жесткости, расположенные по краям пластины соответственно на рабочей и базовой поверхностях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Мера толщины покрытия для градуировки и поверки электромагнитных и вихретоковых толщиномеров покрытий | 1989 |
|
SU1710996A1 |
| Устройство для поверки вихретоковых приборов | 1985 |
|
SU1288578A1 |
| СПОСОБ МАГНИТОИНДУКЦИОННОГО ИЗМЕРЕНИЯ ТОЛЩИНЫ ДИЭЛЕКТРИЧЕСКОГО ПОКРЫТИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2616071C1 |
| Способ поверки электромагнитных толщиномеров немагнитных покрытий на электропр оводящей основе | 1983 |
|
SU1231392A1 |
| ЭЛЕКТРОМАГНИТНЫЙ ТОЛЩИНОМЕР | 1990 |
|
SU1834510A1 |
| Толщиномер диэлектрических покрытий | 1980 |
|
SU905620A1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ МЕДНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2542624C1 |
| Устройство для поверки вихретоковых толщиномеров неметаллических покрытий | 1984 |
|
SU1281871A1 |
| ИМИТАТОР ТОЛЩИНЫ МЕТАЛЛИЧЕСКИХ СЛОЕВ ДЛЯ ГРАДУИРОВКИ ВИХРЕТОКОВЫХ ТОЛЩИНОМЕРОВ ПОКРЫТИЙ | 1989 |
|
SU1727487A1 |
| Контрольный образец для градуировки и поверки толщиномеров покрытий | 1978 |
|
SU1105751A1 |
Изобретение относится к измерительной технике, а именно к метрологическому обеспечению электромагнитных и вихретоковых приборов, измеряющих толщину изделий из токопроводящих материалов, и может быть применено в различных отраслях машиностроения. Цель изобретения -повышение точности и технологичности. Мера толщины выполнена в виде круглой или прямоугольной пластины с рабочей и базовой поверхностями, причем на ней также выполнены две взаимно перпендикулярные пары параллельных ребер жесткости, расположенных по краям пластины соответственно на рабочей и базовой поверхностях. 4 ил.
1
ШЛ
Ц
Ц
J
Фие.2
А-А
AAd CMuifi A t S ASfc.fc rili rfcAjCX
/
teЈ
| Переносный кухонный очаг | 1919 |
|
SU180A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Иркутский завод Эталон. | |||
