Изобретение относится к технологии изготовления электрических машин и аппаратов, в частности для изготовления кольцевых трансформаторов и дросселей, и может быть использовано в электротехнической, приборостроительной промышленностях
Известен способ укладки обмотки в закрытые пазы магнитопровода, включающий одновременную раскладку витков двумя шпульными механизмами, совершающими возвратно-поступательное перемещение с разверткой провода сквозь отверстия магнитопровода
Однако укладка обмотки по данному способу недостаточно производительна, так как требует протяжки через отверстия магнитопровода развертки запаса провода уменьшающейся длины пропорционально количеству намотанных на магниюпровод витков
Известен способ изготовления кольцевых катушек, включающий укладку запаса провода на кольцевой сердечник с помощью двухипульного механизма станка кольцевого наматывания
Недостатком этого способа является то, что он не позволяет производить одновременную намотку кольцевой катушки двумя шпульными механизмами
Наиболее близким к предлагаемому является способ изготовления кольцевых катушек включающий укладку запаса провода на кольцевой сердечник с питающей катушки через шпульный механизм станка кольцевого наматывания
Недостатком прототипа является необходимость периодического переброса проволочного вывода через плоскость намотки в процессе осевого вращения кольцевого сердечника
Целью изобретения является повышение производительности труда путем разделения намагничиваемого запаса провода на две части
По сравнению с прототипом укладку провода на кольцевой сердечник осуществляют с двух питающих катушек и через два шпульных механизма, вращаемых в противоположных направлениях, предварительно соединив и закрепив концы провода с обеих катушек на сердечнике
СО
с
XJ ел
00
о
00
vj
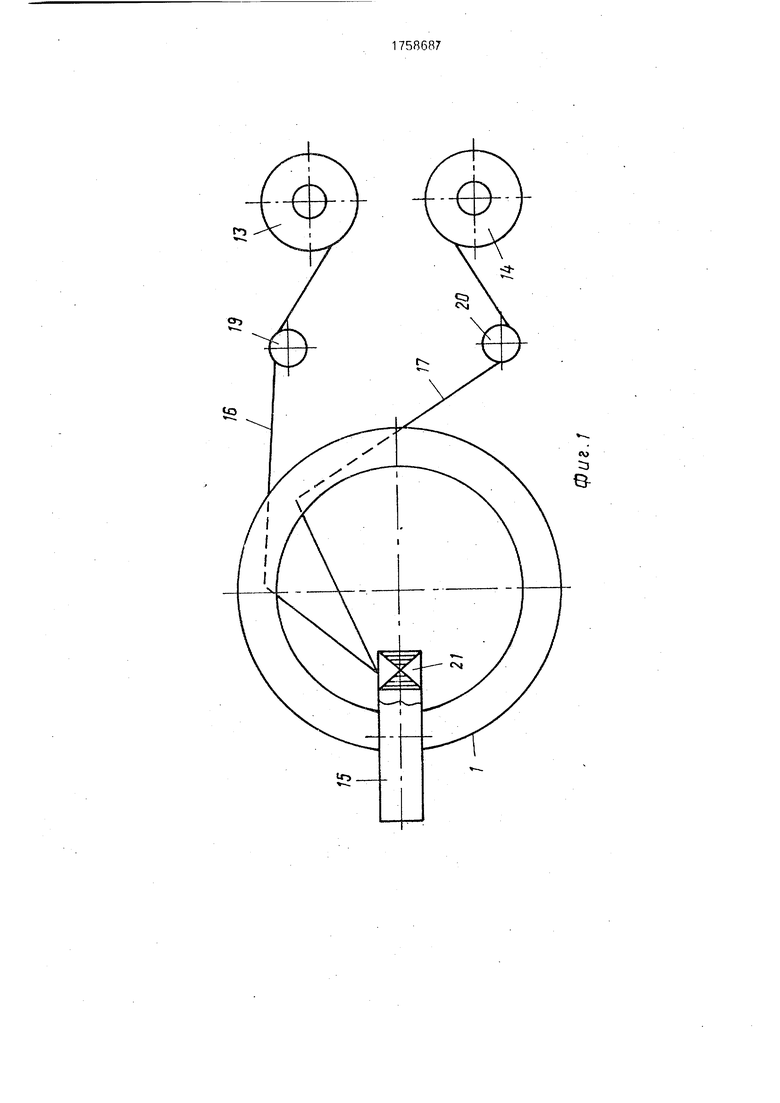
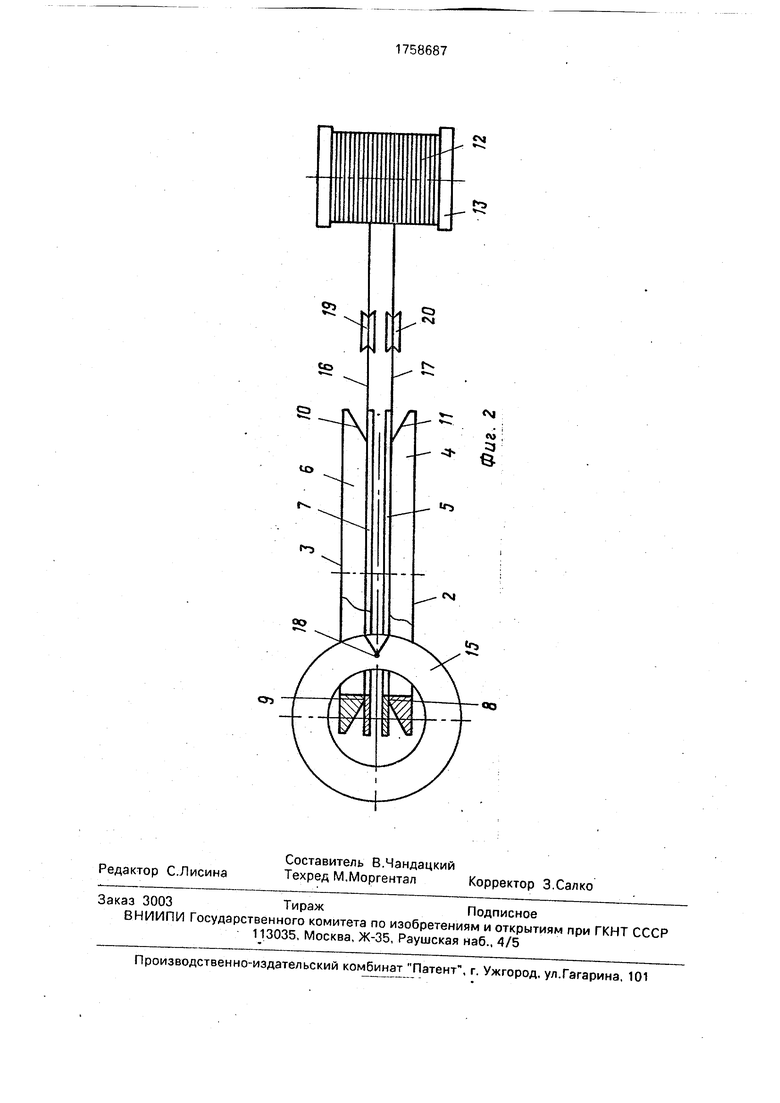
На фиг. 1 изображена схема укладки обмотки согласно предлагаемому способу, на фиг. 2 - то же, вид сверху
Реализация способа изготовления кольцевых катушек производится с помощью станка кольцевого наматывания, содержащего два шпульных механизма 1 Механизм
Iсодержит концентричные шпули 2 и 3, каждая-из которых состоит из двух соосных колец 4-5 и 6-7 со съемными секторами (не показаны). Торцы колец 4 и 6 выполнены с кольцевыми выступами 8 и 9 и вместе с торцами колец 5 и 7 образуют желоба 10 и
I1переменного сечения для укладки провода .12. Кольца 4 и 6 закреплены на корпусе (не показан) механизма 1 с обеспечением постоянного зазора между торцами колец 4 и 6 и соединены с приводом, обеспечивающим вращение кольца 4 по часовой стрелке, а кольца 6 - против часовой стрелки. Кольцо 5 подпружинено в осевом направлении относительно корпуса и кольца 6.
Способ изготовления кольцевых катушек осуществляют следующим образом
Предварительно на станке открытого наматывания переметывают с одной питающей катушки 13 на пустую питающую катушку 14 половину запаса провода 12 обмотки Катушки 13 и 14 устанавливают в катушко- держателе (не показан). Кольцевой сердечник 15 закрепляют в механизме осевого вращения (не показан) станка между шпулями 2 и 3 при снятых с них съемных секторах. Ветви 16 и 17 провода 12 с катушек 13 и 14 пропускают между парами колец 4-5 и 6-7 шпуль 2-3 и устанавливают на кольца 4-7 съемные сектора так, что они приобретают замкнутую круговую форму. Среднюю точку 18 провода 12 закрепляют на кольцевом сердечнике. Пропускают ветвь 16 провода 12 поверх желоба 10, через ролик 19, а ветвь
17 провода 12 - поверх желоба 11 и через ролик 20 и устраняют провисание ветвей 16-17 путем подмотки провода 12 на катушки 13 и 14.
От привода станка приводят во вращение вокруг сечения 21 сердечника 15 шпулю 2 по часовой стрелке и шпулю 3 против часовой стрелки. При сматывании провода 12 с катушек 13-14 с каждым оборотом шпуль
2-3 на сердечник 15 укладываются два витка обмотки и на виток увеличивается запас провода 12 на каждой шпуле 2-3 в желобах 10-11. При прохождении сматываемого на сердечник 15 провода 12 между выступами
8-9 кольца 4 и 6 в точках схода провода 12 отпружиниваются в осевом направлении от колец 5 и 7 на величину, равную диаметру провода 12.
После смотки запаса провода с катушки
14 конец провода 12 отрезают от питающей катушки 13 на участке между катушкой 13 и роликом 19 и, продолжают намотку образовавшимся в желобах 10 и 11 шпуль 2-3 запасом провода 12, По окончании намотки
оформляют выводные концы обмотки и снимают катушку со станка.
Формула изобретения Способ изготовления кольцевых катушек, включающий укладку запаса провода
на кольцевой сердечник с питающей катушки через шпульный механизм станка кольцевого наматывания, отличающийся тем, что, с целью повышения производительности труда, путем разделения намэтываемого запаса провода на две части, укладку провода осуществляют с двух питающих катушек и через два шпульных механизма, при этом соединяют и закрепляют концы провода с обеих катушек на сердечнике, а при перемотке шпули вращают в противоположных направлениях.
ч
ее to ее
LO 1
Ј/
61
91
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых катушек | 1989 |
|
SU1665420A1 |
| Намоточная головка станка кольцевого наматывания | 1988 |
|
SU1683085A1 |
| Станок для намотки кольцевых сердечников | 1980 |
|
SU860157A1 |
| Способ намотки проводника | 1980 |
|
SU949727A1 |
| Шпуля для намотки провода на кольцевые сердечники | 1988 |
|
SU1534529A1 |
| Способ изготовления катушек индуктивности | 1982 |
|
SU1064330A1 |
| Шпуля к станку для кольцевой намотки | 1979 |
|
SU855761A1 |
| Станок для намотки кольцевых сердечников | 1981 |
|
SU966762A1 |
| Устройство для намотки провода на кольцевой сердечник | 1981 |
|
SU1086471A1 |
| Станок для намотки кольцевых сердечников | 1980 |
|
SU860156A1 |
Использование электротехника, приборостроение технология изготовления кольцевых катушек Сущность изобретения укладка провода осуществляется с двух питающих катушек и через два импульсных механизма, при этом соединяют и закрепляют концы провода с обеих катушек на сердечнике, а при перемотке шпули вращают в противоположных направлениях 2 ил
| Намоточная головка станка кольцевого наматывания | 1988 |
|
SU1683085A1 |
