Изобретение относится к тепловой обработке металлов, а именно к конструкциям печей скоростного нагрева металлов и сплавов, и может быть использовано в металлургической, машиностроительной и других отраслях промышленности
Целью изобретения является повышение производи1ельности агрегата и экономия топлива за счет повышения эффективности тепловой обработки заготовок.
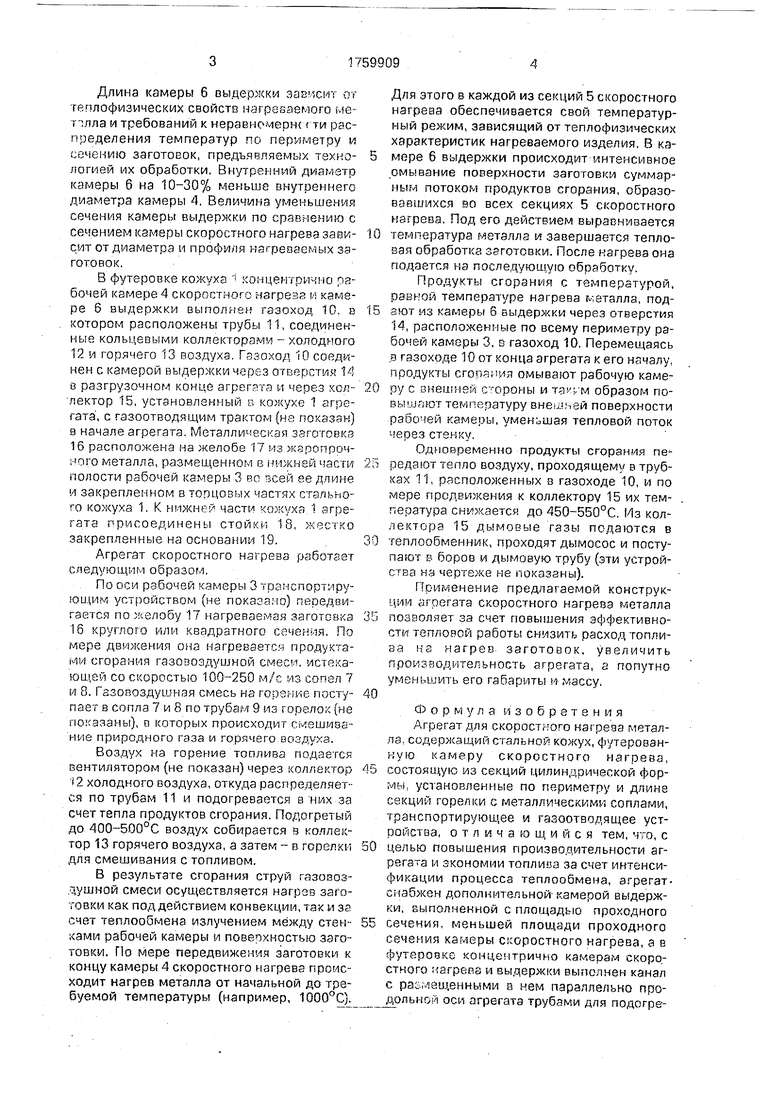
На фиг, 1 изображен агрегат скоростного нагрева, поперечный разрез; на фиг, 2 - разрез А-А на фиг 1
Агрегат содержит стальной кожух 1, футерованный изнутри теплоизопяционным материалом 2, рабочую камеру 3 из огнеупорного материала, состоящую из двух частей - камеры 4 скорост ного нагрева, состоящей из секций 5 цилиндрической формы и камеры 6 выдержки. Число секций 5 скоростного нагрева зависит от конкретных теп- лофизических параметров и условий нагрева металлических заготовок, В кг сдой секции 5 камеры 4 размещены два ряд0 металлических сопел 7, проходящих через верхние части рабочей камеры 3 и кожуха 1, и два ряда металлических сопел 3, проходящих через нижние части рабочей камеры 3 и кожуха 1 Сопла и 7 закреплены в кожухе 1 и соединены с трубами 9 для подачи газо- зоздушкой смеси в рабочую камеру 3, расположенными снаружи ксжуха 1 агрегата и прикрепленными к нему
сл
пл-ггй
Длина камеры 6 выдержки зависит or геплофизических свойств нафсваемого мо- I члла и требований к нераеномеонс с ти распределения температур по периметру и сечению заготовок, предъявляемых технологией их обработки. Внутренний диамэтр камеры б на 10-30% меньше внутреннего диаметра камеры 4, Величина уменьшения сечения камеры выдержки по сравнению с сечением камеры скоростного нагрева заем- сит от диаметра и профиля нагреваемых заготовок.
В футеровке кожуха комцентрично рабочей камере 4 скоростного нзгрезя и камере 6 выдержки выполнен газоход 10. в котором расположены трубы 11, соединенные кольцевыми коллекторами - холодного 12 и горячего 13 воздуха. Газоход Ю соединен с камерой выдержки через отверстия 14 в разгрузочном конце агрегата и через кол- лектор 15, установленный г, кожухе 1 агрегата, с газоотводящим трактом {не показан) в начале агрегата. Металлическая ззгогсвкз 16 расположена на желобе 17 из жаропрочного металла, размещенном в нижней част полости рабочей камеры 3 во зсей ее длине и закрепленном в торцовых частях стапьно- го кожуха 1. К нижиг1/ части кожуха агрегата присоединены стойки 18, чрсгко закрепленные на основании 19.
Агрегат скоростного нагрева работает следующим образом.
По оси рабочей камеры 3 транспортирующим устройством (не покаоямо) передвигается по желобу 17 нагреваемая заготовка 16 круглого или квадратного сеченая. По мере движения она нагревается продуктами сгорания газозоздушной смес. истекающей со скоростью 100-250 м/с via сопел 7 и 8. Газовоздушная смесь на горэпис посту- пае г в сопла 7 и 8 по трубам 9 из горелок (не показаны), о которых происходит смешивание природного газа и горячего воздуха.
Воздух на горение топлива подается вентилятором (не показан) через коллектор t2 холодного воздуха, откуда распределяется по трубам 11 и подогревается в них за счет тепла продуктов сгорания. Подогретый до 400-500°С воздух собирается ч коллектор 13 горячего воздуха, а затем - в горелки для смешивания с топливом.
В результате сгорания струй газовоз- пушной смеси осуществляется нагрев заготовки как под действием конвекции, так и зг счет теплообмена излучением между стен- ,ами рабочей камеры м поверхностью заготовки. По мере передвижения заготовки к концу камеры 4 скоростного нагрева происходит нагрев металла от начальной до требуемой температуры (например, 1000°С).
Для этого в каждой из секций 5 скоростного нагрева обеспечивается свой температурный режим, зависящий оттеплофизических характеристик нагреваемого изделия. В камере 6 выдержки происходит интенсивное смывание поверхности заготовки суммарным потоком продуктов сгорания, образовавшихся во всех секциях 5 скоростного нагрева. Под его действием выравнивается температура металла и завершается тепловая обработка заготовки. После кагрева она подается на последующую обработку.
Продукты сгорания с температурой, равной температуре нагрева металла, подают мз камеры 6 выдержки через отверстия 14, расположенные по всему периметру рабочей камеры 3, в газоход 10, Перемещаясь в газоходе 10 от конца агрегата к его началу, продукты сгооянил омывают рабочую камеру с знешярй о ороны и м образом по- рышаюг температуру вне-- ь й поверхности рабочей камеры, уменьшая тепловой поток через стенку.
Одновременно продукты сгорания передают тепло воздуху, проходящему в трубках 11, расположенных в газоходе 10, и по мере продвижения к коллектору 15 их температура снижается до 450-550°С. Из коллектора 15 дымовые газы подаются в теплообменник, проходят дымосос и поступают в боров и дымовую трубу (эти устрой- ства на чертеже не показаны).
Применение предлагаемой конструкции агоегата скоростного нагрева металла позволяет за счет повышения эффективности тепловой работы снизить расход топли- за на нагрев заготовок, увеличить производительность агрегата, а попутно умет.шить его габариты и массу.
Формула изобретения Агрегат для скоростного нафеаа металла содержащий стальной кожух, футерованную камеру скоростного нагрева, состоящую из секций цилиндрической фор- ми установленные по периметру и длине секций горелки с металлическим соплами, транспортирующее и газоотводящее устройства, отличающийся тем, что, с целью повышения производительности агрегата и экономии топлива за счет интенсификации процесса теплообмена, агрегат- снабжен дополнительной камерой выдержки, сыполненной с площадью проходного сечения, меньшей площади проходного сечения камеры скоростного нагрева, а в футеровке концентрично камерам скоростного магрерй и выдержки выполнен канал с размещенными в нем параллельно про- дрльнс 4 оси агрегата трубами для подогрева воздуха, причем канал соединен с каме-та м с газоотводящим трактом s начапз згрерой выдержки в разгрузочном конце аоегэ-гатэ
§А
J 3 S А
/i Е-«с,.,,,
ь Ь 1 М 17 //
j г. ; гг х
/J
Металл
®иг.2
/ /
| название | год | авторы | номер документа |
|---|---|---|---|
| Секционная проходная печь скоростного локального нагрева длинномерных металлических изделий | 1992 |
|
SU1836450A3 |
| Секционная печь скоростного струйногоНАгРЕВА длиННОМЕРНыХ МЕТАлличЕСКиХиздЕлий | 1979 |
|
SU852947A1 |
| Газовая тигельная печь | 2020 |
|
RU2754257C1 |
| Печь скоростного нагрева | 1983 |
|
SU1122867A1 |
| ГАЗОВАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2013 |
|
RU2557187C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1995 |
|
RU2100117C1 |
| Колпаковая печь | 1986 |
|
SU1373695A1 |
| Рекуперативный нагревательный колодец | 2022 |
|
RU2786550C1 |
| Установка утилизации тепла | 1989 |
|
SU1828988A1 |
| Печь скоростного нагрева воздухом заготовок из цветных металлов | 1982 |
|
SU1083050A1 |

Сущность изобретения: агрегат содержи г стальной кожух, футерованный изнутри теплоизоляционным материалом, рабочую камеру из огнеупооного материала, состоящую из двух частей - камеры скоростного нагрева, состоящей из секций цилиндрической формы и камеры выдержки В футеровке концентрично рабочей камере скоростного нагрева и камере выравнивания температур выполнен газоход, который соединен с камерой выдержки в разгрузочном конце агрегатя и газоотводящим трактом в начале агрегата В каждой секции камеры скоростного нагрева установлены верхние и нижние ряды сопел для подачи газовоздушной смеси в зону СКОРОСТНОГО нагрева раз- мещенные равномерно по длине и периметру секций Нагреваемая заготовка перемещается по длине рабочей камеры и обрабатывается продуктами сгорания газовоздушной смеси истекающей из сопел. Продукты сгорания перемещаются к концу рабочей камеры осуществляя интенсивный нагрев металла совместно с высокоскоростными струями и выравниват распределение температур в металле 2 ил Г™
| Секционная печь скоростного струйногоНАгРЕВА длиННОМЕРНыХ МЕТАлличЕСКиХиздЕлий | 1979 |
|
SU852947A1 |
