Изобретение относится к обработке металлов давлением, а более конкретно к производству крутоизогнутых отводов из трубных заготовок.
Известны устройства для изготовления крутоизогнутых отводов, содержащие установленные на станине штанги с рогообразными сердечниками, механизм подачи трубных заготовок на рогообразные сердечники и многовитковый индуктор для нагрева заготовок, самоцентрирующуюся каретку с установленными на ней роликами, при этом каретка, трансформатор и индуктор жестко связаны между собой и подпружинены относительно станины [1]
Данное устройство, предназначенное для изготовления крутоизогнутых отводов с использованием нагрева при гибке, обладает недостатком, присущим установкам, в которых используется индукционный нагрев трубных заготовок, а именно, большими энергетическими затратами, увеличивающими себестоимость продукции.
Этого недостатка лишено устройство, в котором нагрев трубных заготовок производится с помощью газовоздушной смеси.
Известное нагревательное устройство содержит коллектор подачи газовоздушной смеси и нагревательное устройство в виде размещенной в корпусе рабочей камеры с коаксиально расположенными в ней цилиндрами с равномерно распределенными на стенках радиальными сопельными отверстиями [2]
Вышеназванная установка позволяет добиться оптимального температурного режима по длине пакета заготовок и снизить энергетические затраты. Однако известная установка не обеспечивает стабильного температурного поля при циклических перезарядках, из-за наличия только одной общей рабочей камеры и отсутствия на входе и выходе камер, предотвращающих утечку тепла. При перезарядке установки неизбежны тепловые потери и, как результат, необходимость корректировки температурного поля по всей длине установки во время перехода от рабочего режима к загрузочному. Кроме того, конструкция известной установки предусматривает на входе в нагревательное устройство зазор между направляющей втулкой и штангой с трубными заготовками, через который происходит утечка тепловой энергии.
Задача изобретения заключается в создании энергетически экономичной установки, поддерживающей оптимальный режим, как во время рабочего хода, так и в момент перезарядки.
Технический результат от использования изобретения предполагает снижение энергетических потерь на 20% за счет поддержания технологически оптимального температурного поля в камерах при протяжке трубных заготовок и при остановке установки для перезарядки.
Указанный технический результат достигается за счет того, что установка для изготовления отводов, содержащая протяжной механизм, коллектор подачи газовоздушной смеси и нагревательное устройство в виде размещенной в корпусе рабочей камеры с коаксиально расположенными в ней цилиндрами с равномерно распределенными на их стенках радиальными сопельными отверстиями, снабжена входной камерой, в которой под углом к продольной оси установлены инжекторы, и концевой футерованной камерой с газовыми горелками и окном в торцевой части, причем нагревательное устройство выполнено из секций с разделительными перегородками между ними в виде кольцевых полуфланцев, между которыми расположены кольцевой фланец Т-ой в сечении формы и изолирующая прокладка, при этом стенки рабочей камеры установлены на кольцевых фланцах Т-ой в сечении формы с возможностью осевого продольного перемещения, а средние стенки секций установлены на кольцевых полуфланцах с зазором относительно кольцевого фланца Т-образной в сечении формы.
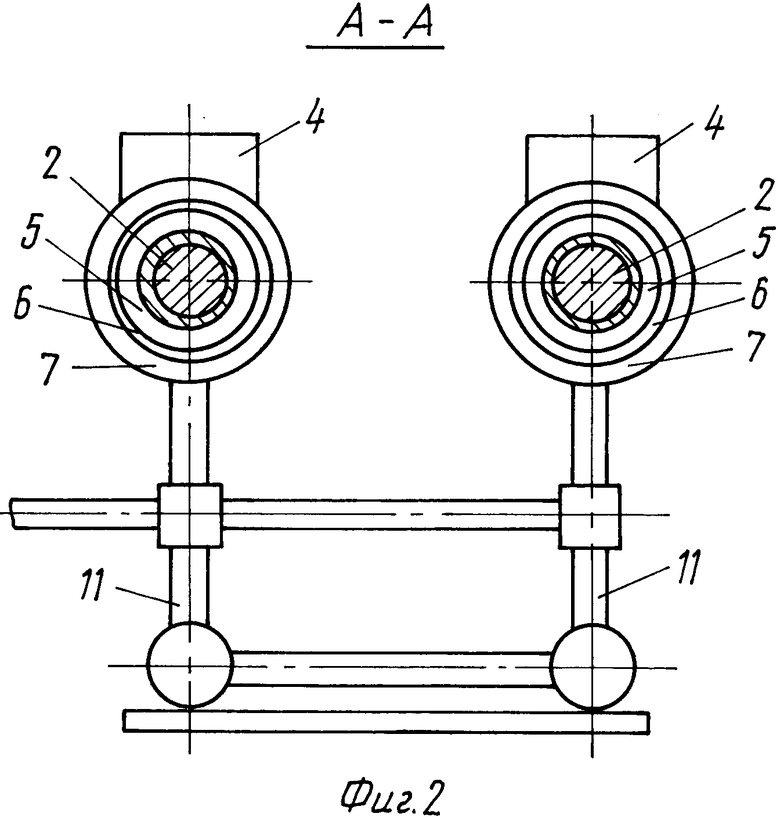
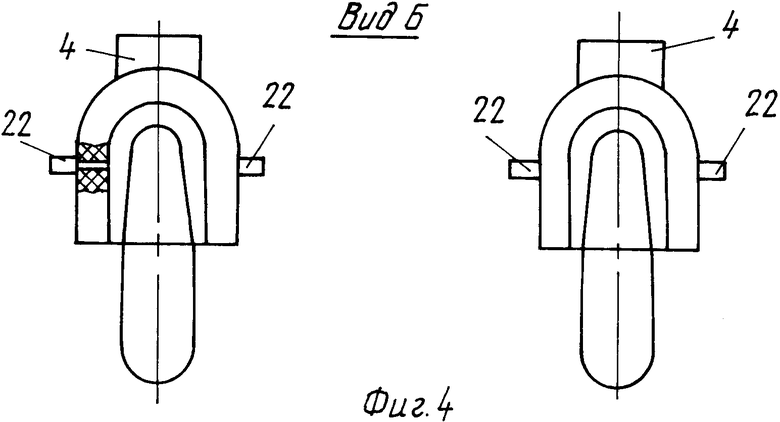
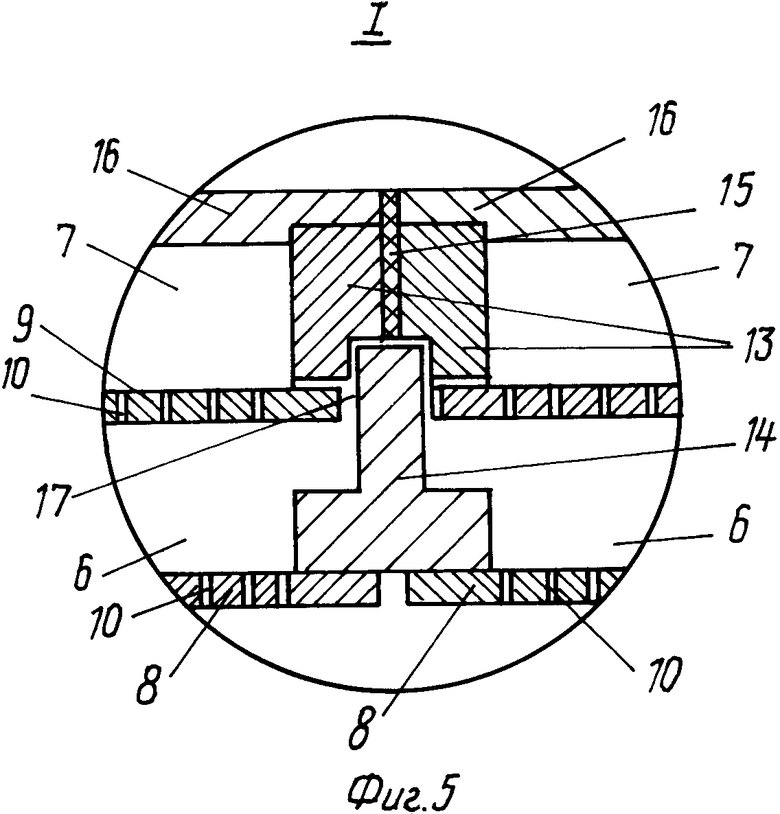
На фиг. 1 изображена установка, общий вид; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 нагревательное устройство, продольный разрез; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 узел 1 на фиг. 3.
Установка для изготовления отводов включает в себя протяжной пресс 1 с рогообразным сердечником 2 и нагревательное устройство, выполненное из связанных между собой секций 3, которое может состоять из рядом расположенных одинаковых агрегатов, каждый из которых содержит цилиндрическую камеру 5 и последовательно размещенные, концентрично расположенные кольцевые камеры 6 и 7. Стенки 8 центральной цилиндрической рабочей камеры 5 и средние стенки 9 камер 6 и 7 имеют систему сопельных отверстий 10, равномерно расположенных по длине секций 3 для подачи газовоздушной смеси из коллектора 11 и создания по длине рогообразного сердечника 2 с трубными заготовками 12 трех температурных зон. Секции 3 разделены между собой перегородками в виде двух кольцевых полуфланцев 13, между которыми установлены фланец 14, имеющий в сечении Т-образную форму, и изолирующая прокладка 15, расположенная в месте соединения разборного корпуса 16. Узел соединения корпуса на чертежах не показан. Он может быть выполнен, например, в виде болтового соединения и приваренных к корпусу проушин (не показаны). Стенки 8 установлены на кольцевом фланце 14 Т-образной в сечении формы с возможностью осевого перемещения относительно него и друг относительно друга, а cтенки 9 на полуфланцах 13 с зазором 17 относительно кольцевого фланца 14. На входе связанных между собой секций 3 нагревательного устройства размещена входная камера 18. На выходе из секций 3 нагревательного устройства размещена конечная футерованная камера 19, которая выполнена с окном 20 в торцевой части для перезарядки установки и открытая в нижней части для выпуска готовых отводов 21. Футерованная камера 19 снабжена газовыми горелками 22, которые установлены по бокам камеры 19 в месте перехода формообразующего участка 23 в калибрующий участок 24. Входные камеры 18 имеют инжекторы 25, установленные под углом к продольной оси подачи заготовок 12.
Работает установка следующим образом.
Перед началом протяжки крутоизогнутых отводов 21, рогообразный сердечник 2 с надетыми на него трубными заготовками 12 помещают через торцевое окно 20 конечной футерованной камеры 19, в секции 3 нагревательного устройства и закрепляют в протяжном прессе 1. Нагрев формообразующего инструмента, которым является рогообразный сердечник 2, и трубных заготовок 12 производится путем создания в рабочей камере 5 необходимого для протяжки температурного поля. Для этого газовоздушная смесь, подаваемая по коллектору 11, зажигается горелками 22, являющимися пилотно-запальными горелками. Затем газовоздушная смесь подается в камеры 6 и 7 первой температурной зоны, а от нее ко второй и третьей зоне, соответствующим секциям 3 нагревательного устройства. Регулируя подачу газовоздушной смеси по всей длине секций 3 в центральной рабочей камере 5, создают требуемое по технологии температурное поле. После этого включается протяжной пресс 1. Во время рабочего хода нагрев деформируемых заготовок 12, движущихся по наружной образующей рогообразного сердечника 2 с постоянной скоростью, происходит в центральной рабочей камере 5 и конечной футерованной камере 19, при одновременной работе всех сопел. Работающие инжекторы 25 в этот момент препятствуют выходу продуктов горения газовоздушной смеси через зазоры на входе заготовок 12 в камеру 18, создавая воздушный подпор. После прекращения протяжки первой партии заготовок 12 установку останавливают для возврата протяжного пресса 1 в исходное положение и загрузки новой партии заготовок 12. В этот момент с целью экономии топлива интенсивность нагрева снижается. Происходит нарушение температурного режима по всей длине нагревательного устройства. Наибольшие потери тепла обычно происходят в открытой футерованной камере 19. Поэтому газовые горелки 22 полностью не выключают, что позволяет снизить тепловые потери. Место их установки граница формообразующего и калибрующего участков выбрано таким образом, что обеспечивает при рабочем цикле необходимый температурный режим во всех зонах, а при перезарядке позволяет путем периодического отключения сопел в секциях 3 и соответственно в кольцевых камерах 6 и 7 избегать перегрева определенных участков заготовок 12, и как следствие последующего брака. Периодическое отключение нагревательных сопел в камерах 6 и 7 приводит к различному температурному состоянию в них. Так как температура во всех температурных зонах камер 6 и 7 секций 3 различна, то их стенки 8,9 перемещаются друг относительно друга и относительно корпуса 16. Стенки 8 перемещаются друг относительно друга по кольцевому фланцу 14 Т-образной формы, а стенки 9 при наличии зазора 17 перемещаются относительно корпуса 16, стенки 8 и друг относительно друга по полуфланцам 13. Изолирующая прокладка 15 обеспечивает при этом герметичность камер 5,6,7 по отношению к окружающей среде и служит также для снижения потерь тепла. Торцевое окно 20 в футерованной камере 19 облегчает перезарядку установки и одновременно позволяет избежать перегрева обработанными продуктами сгорания приемного транспортера (не показан) и облегчает возможность рекуперации.
Использование изобретения позволяет обеспечить поддержание температурного поля по всей длине установки как во время протяжки, так и при перезарядке и непредвиденных установках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1996 |
|
RU2096113C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 2012 |
|
RU2503515C2 |
| Способ изготовления крутоизогнутых отводов | 1981 |
|
SU1118452A1 |
| Способ изготовления крутоизогнутых отводов | 1985 |
|
SU1278063A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЖИДКОСТЕЙ ДИСТИЛЛЯЦИЕЙ | 1995 |
|
RU2089508C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ КРУПНЫХ ВАЛКОВ | 1993 |
|
RU2048666C1 |
| СПОСОБ СУШКИ ПРОДУКТОВ И АЭРОДИНАМИЧЕСКАЯ СУШИЛЬНАЯ УСТАНОВКА | 1992 |
|
RU2019777C1 |
| ТУРБОНАГРЕВАТЕЛЬНО-ХОЛОДИЛЬНЫЙ АГРЕГАТ С ЭЛЕКТРОПРИВОДОМ | 1994 |
|
RU2096698C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ЖИДКИХ ПИЩЕВЫХ ПРОДУКТОВ И ЭФИРОМАСЛИЧНОГО СЫРЬЯ ПЕРЕГОНКОЙ | 1993 |
|
RU2034911C1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крутоизогнутых отводов из трубных заготовок. Сущность изобретения: установка снабжена входной камерой с инжекторами и конечной футерованной камерой, открытой в торцевой части и снабженной дополнительными нагревательными горелками, которые расположены на границе формообразующего и калибрующего участка сердечников. Перегородки между секциями камер выполнены составными из двух кольцевых полуфланцев, между которыми расположены фланец с Т-образной формой поперечного сечения и изолирующая прокладка. Каждая секция выполнена в виде цилиндрического корпуса с размещенной в нем рабочей камерой с коаксиально расположенными цилиндрами, имеющими радиальные сопловые отверстия. Стенки цилиндрических рабочих камер установлены на Т-образном фланце с возможностью осевого перемещения, а стенки коаксиально расположенных в рабочей камере цилиндров расположены на кольцевых полуфланцах с зазором относительно кольцевого фланца Т-образной формы. Такое выполнение нагревательного устройства в установке позволяет снизить энергетические затраты и обеспечить оптимальный режим температур как во время протяжки, так и во время остановок. 5 ил.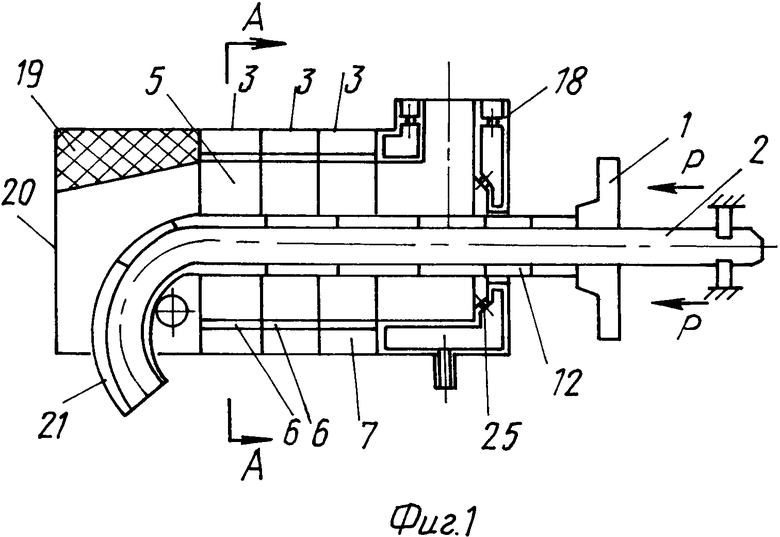
Установка для изготовления отводов, содержащая механизм загрузки трубных заготовок, механизм продольного протягивания заготовок по рогообразному сердечнику и нагревательное устройство, отличающаяся тем, что она снабжена входной камерой, в которой под углом к ее продольной оси установлены инжекторы, концевой футерованной камерой с окном в ее торцевой части и установленными в ней газовыми горелками, а нагревательное устройство выполнено в виде коллектора подачи газовоздушной смеси и последовательно расположенных нагревательных секций с разделительными перегородками в виде кольцевых полуфланцев, между которыми размещен кольцевой фланец с Т-образной формой поперечного сечения и изолирующая прокладка, а каждая секция выполнена в виде цилиндрического корпуса с размещенной в нем рабочей камерой с коаксиально расположенными относительно нее цилиндрами, имеющими распределенные по их стенкам радиальные сопловые отверстия, при этом стенки рабочих камер смонтированы на кольцевых фланцах с Т-образной формой сечения с возможностью продольного перемещения, а стенки коаксиально расположенных в рабочей камере цилиндров установлены на кольцевых полуфланцах с зазором относительно кольцевого фланца с Т-образной формой поперечного сечения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 965550, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1491894, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
