Изобретение относится к процессам диффузии, которые лежат в основе многих превращений, например к диффузионной сварке. Наиболее эффективно оно может быть использовано в микрооднородных заготовках конструкционных материалов, в которых пластические внутренние напряжения (ВН) отсутствуют, а упругие ВН распределены равномерно по объему тела.
В твердом теле диффундируют как находящиеся в них частицы посторонних веществ, так и собственные частицы - собственная диффузия.
Известно, что диффузия частиц в реальном твердом теле может возникать при наличии градиентов концентрации вещества, напряжений или температуры которые обусловлены преимущественно дефектами структуры, например, типа атом внедрения, вакансия. Диффузия возмог на лишь при условии, что диффундирующий атом имеет достаточный запас энергии для миграции, например, в кристаллической решетке. Поэтому для перемещения в кристаллической решетке атом должен быть активирован. Энергия активации диффузии частиц (атомов) определяется величиной энергетического барьера, зависящего от сил связи между атомами и создается приращением температуры нагрева тела.
В реальном твердом теле из-за наличия дефектов структуры диффузия происходит постепенно и непрерывно при любых условиях. Дефектные атомы перемещаются скачками, что обуславливает большое рассеивание параметров тела. Так. температура диффузионной сварки, которая определена опытным путем и статистической обработкой данных, находится в пределах
0,53-0,86 и даже шире.
I пп
XI
( Ј
Ю
Наиболее близким к предлагаемому яв- пяегся способ определения температуры диффузионной сварки, заключающийся в том, что опытным путем устанавливается приближенная расчетно-графическая связь между температурой нагрева и диффузией.
Недостатком его является большая погрешность определяемой температуры и трудоемкость, обусловленная изготовлением большого количества образцов их испытанием и статической обработкой данных.
Цель изобретения - повышение точности и уменьшение трудоемкости определения минимальной температуры активации диффузионной сварки.
Поставленная цель достигается тем, что заготовку контролируемого материала подвергают стабилизирующей обработке до прекращения приращения контролируемого параметра частоты собственных колебаний, изготовляют образец из нее резанием з чистовом режиме, соответствующем взаимной компенсации дефектов структуры поверхностного слоя от теплового и силового воздействия процесса резания, нагревают его до температуры, равной 0,25 температуры плавления материала образца и осуществляют изотермическую выдержку до полного выравнивания температуры по всему объему образца, затем охлаждают его до комнатной температуры с ограниченной скоростью, которая исключает образование новых дефектов структуры и измеряют частоту собственных колебаний образца, повторяют указанный цикл в нескольких точках при повышении температуры, а минимальную температуру определяют по началу приращения частоты собственных колебаний образца. Для дальнейшего ограничения рассеивания минимальной температуры активации диффузионной сварки уменьшают в контролируемом материале также упругие ВН, путем отбора материала по константе - температурному коэффициенту электросопротивления.
Режим термообработки заготовок контролируемого материала для полного удале- ния пластических ВН определяют, например, по авт.св. № 230848. Сущность его заключается в том, что определяют температуру нагрева при определенной выдержке (2 ч), которой задаются, дающей максимальное приращение контролируемого параметра, например, частоты собствен- ных колебаний образца. При этом максимальную скорость охлаждения тела, которая не вызывает образования новых ВН, определяют опытным путем. Берут несколько стабильных заготовок материала, которые представляют собой линейные системы, медленно нагревают V 110°С/ч до температуры стабилизирующего отжига и охлаждают с различной скоростью. Минимальная скорость, вызывающая образование ВН, характеризует искомую, которую контролируют по переходу тела в нелинейную систему.
Температура, до которой при охлаждении тела контролируют скорость, определяется следующим образом. Берут несколько стабильных заготовок материала, нагревают их до различных температур, ниже температуры отжига и быстро охлаждают на воздухе. По минимальной температуре, при
которой образовались ВН, устанавливают искомую температуру. Отсутствие пластических ВН превращаеттело в линейную систему, что позволяет контролировать его по линейной зависимости, воздействие - отклик. Ограничение упругих ВН осуществляют путем выбора оптимальной скорости кристаллизации материала, а контролируют по константе, например, по температурному коэффициенту электросопротивления
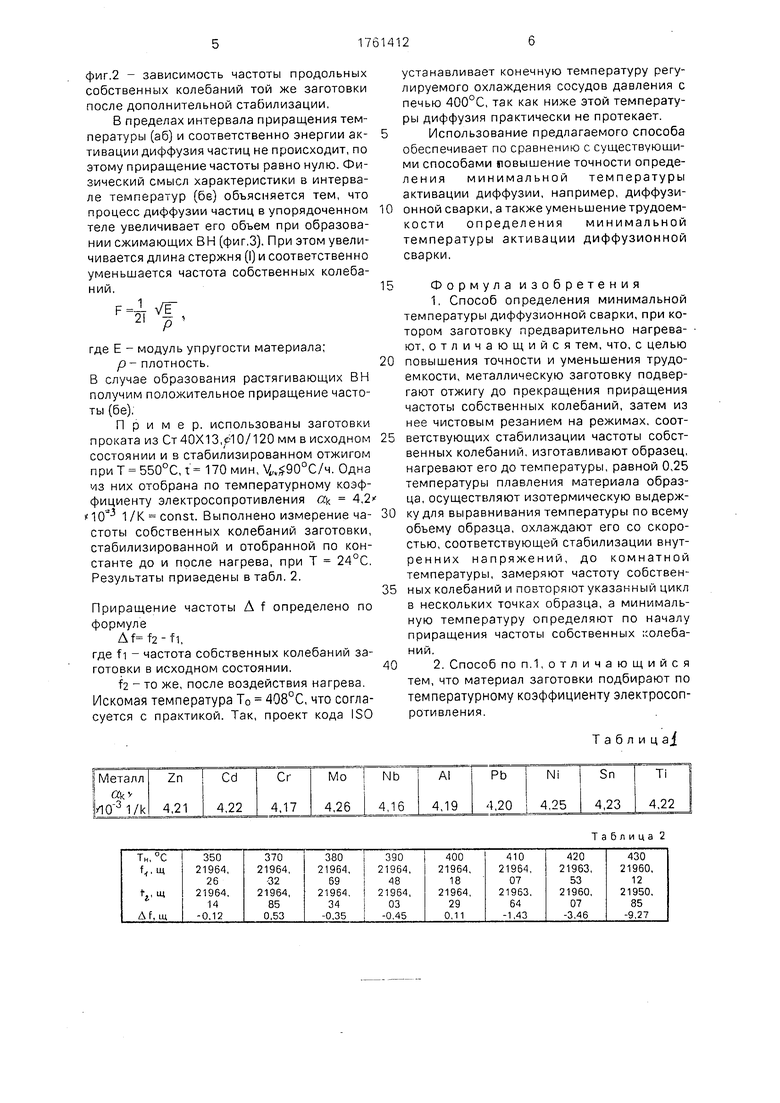
ak 10 3 1/K (см. табл.1). Данные получены после удаления пластических ВН и ограничения упругих ВН.
Откуда следует, что можно принять для металлов о& 4, 1/К const, а по рассеиванию его судить о величине и знаке упругих ВН в металле. Обработка резанием сопровождается силовым и тепловым воздействием на поверхностный слой металла. Чтобы обеспечить их взаимную компенсацию подбирают, например, параметры режима чистовой обработки стержня, которые не дают приращения частоты продольных собственных колебаний. Так, для Cm 40X13 они составил и: / 46м/минд 0,12 мм/cm.
S 0,09 мм/об. Резец упрочнен пластинкой из Т15К6, без охлаждения.
Предварительный нагрев образца производят до 0,025 Тпл (температуры плавления) для ограничения числа ступеней
нагрева, которая определена опытным путем для металлов и сплавов. Выдержка для выравнивания температуры по всему объему образца определяется по прекращению приращения его частоты собственных колебаний. Для металлов и сплавов она составляет около 70 мин. Измерение частоты собственных колебаний при одинаковы комнатной температуре и давлении ограничивают погрешность.
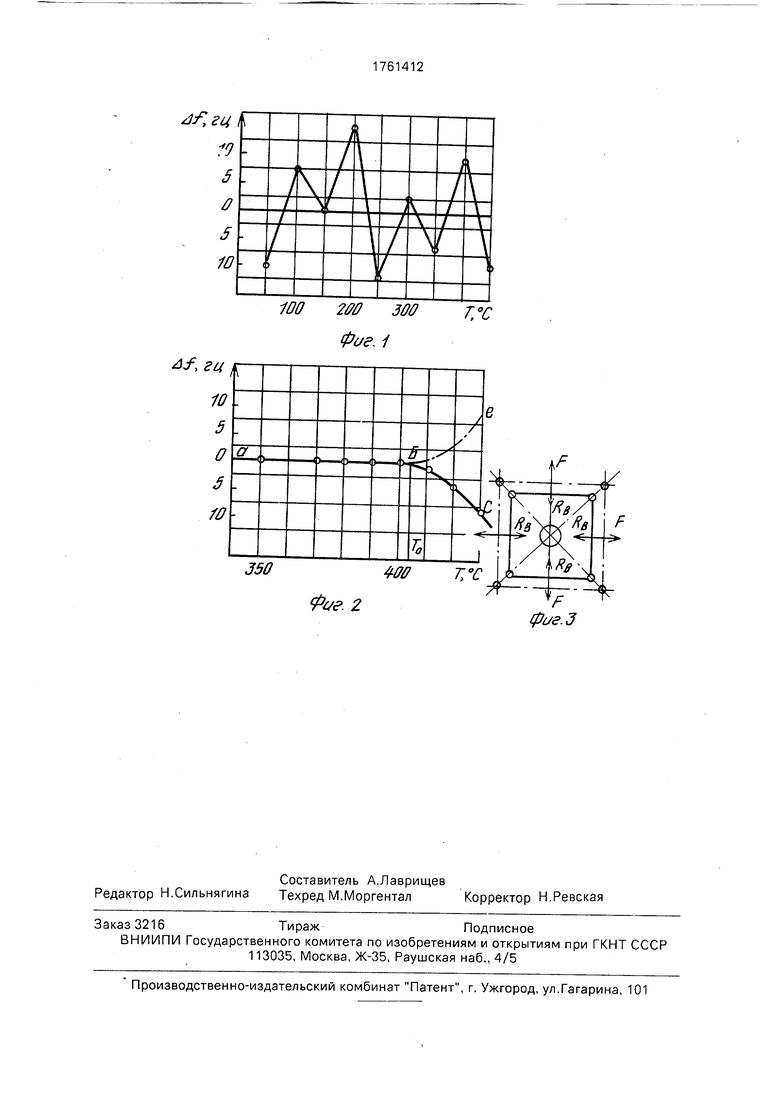
На фиг.1 изображена зависимость частоты продольных собственных колебаний стержневой заготовкой из проката Cm 40X 0 10/120 мм от температуры, которая характеризует неоднородность материала; НЕ
фиг,2 - зависимость частоты продольных собственных колебаний той же заготовки после дополнительной стабилизации,
В пределах интервала приращения температуры (аб) и соответственно энергии активации диффузия часгиц не происходит, по этому приращение частоты равно нулю. Физический смысл характеристики в интервале температур (бе) объясняется тем, что процесс диффузии частиц в упорядоченном теле увеличивает его объем при образовании сжимающих ВН (фиг.З). При этом увеличивается длина стержня (I) и соответственно уменьшается частота собственных колебаний.
VT 21 J 1
где Е - модуль упругости материала;
р- плотность.
В случае образования растягивающих ВН получим положительное приращение частоты (бе).
Пример, использованы заготовки проката из Ст40Х13,сЮ/120 мм в исходном состоянии и в стабилизированном отжигом npnT 550°C,t 170мин,Ч,90°С/ч. Одна из них отобрана по температурному коэффициенту электросопротивления а 4,2 МО 1 /К const. Выполнено измерение ча- стоты собственных колебаний заготовки, стабилизированной и отобранной по константе до и после нагрева, при Т 24°С. Результаты приведены в табл. 2.
Приращение частоты Д f определено по формуле
Af f2-fi,
где fi - частота собственных колебаний заготовки в исходном состоянии.
f2 - то же, после воздействия нагрева. Искомая температура Т0 408°С, что согласуется с практикой. Так, проект кода ISO
0
5 0
устанавливает конечную температуру регулируемого охлаждения сосудов давления с печью 400°С, так как ниже этой температуры диффузия практически не протекает.
Использование предлагаемого способа
обеспечивает по сравнению с существующими способами повышение точности опреде- ления минимальной температуры активации диффузии, например, диффузи0 он ной сварки, а также уменьшение трудоемкости определения минимальной температуры активации диффузионной сварки.
5Формула изобретения
1. Способ определения минимальной температуры диффузионной сварки, при котором заготовку предварительно нагревают, отличающийся тем, что, с целью повышения точности и уменьшения трудоемкости, металлическую заготовку подвергают отжигу до прекращения приращения частоты собственных колебаний, затем из нее чистовым резанием на режимах, соответствующих стабилизации частоты собственных колебаний, изготавливают образец, нагревают его до температуры, равной 0,25 температуры плавления материала образца, осуществляют изотермическую выдержку для выравнивания температуры по всему объему образца, охлаждают его со скоростью, соответствующей стабилизации внутренних напряжений, до комнатной температуры, замеряют частоту собствен5 ных колебаний и повторяют указанный цикл в нескольких точках образца, а минимальную температуру определяют по началу приращения частоты собственных колебаний.
02. Способ по п.1,отл и ча ющийся
тем, что материал заготовки подбирают по температурному коэффициенту электросопротивления.
Т а б л и ц a J
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ИНТЕРВАЛА РАБОЧЕЙ ТЕМПЕРАТУРЫ ТЕРМОБИМЕТАЛЛА | 1992 |
|
RU2079125C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЧУВСТВИТЕЛЬНОСТИ ТЕРМОБИМЕТАЛЛА | 1991 |
|
RU2034281C1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1993 |
|
RU2065500C1 |
| СПОСОБ ПОВЫШЕНИЯ КРИТИЧЕСКОЙ ТЕМПЕРАТУРЫ СВЕРХПРОВОДИМОСТИ МАТЕРИАЛА | 1992 |
|
RU2127461C1 |
| Способ определения составляющих внутренних напряжений | 1990 |
|
SU1793309A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОПРОВОДНОСТИ МЕТАЛЛОВ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ | 1995 |
|
RU2096771C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОДУЛЯ УПРУГОСТИ МЕТАЛЛА ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ | 1996 |
|
RU2116644C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРНОГО КОЭФФИЦИЕНТА ЛИНЕЙНОЙ ДЕФОРМАЦИИ | 1996 |
|
RU2094786C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МАГНИТОСТРИКЦИИ МАТЕРИАЛА | 1996 |
|
RU2111501C1 |
| СПОСОБ ПОВЫШЕНИЯ НАДЕЖНОСТИ ДЕТАЛЕЙ | 1995 |
|
RU2097732C1 |
Использование: в приборостроении и других отраслях промышленности для соединения материалов диффузионной сваркой. Сущность изобретения: металлическую заготовку подвергают отжигу до прекращения приращения частоты собственных колебаний. Затем из нее чистовым резанием на режимах, соответствующих стабилизации частоты собственных колебаний, изготавливают образец. Нагревают его до температуры, равной 0,25 температуры плавления материала образца, осуществляют изотермическую выдержку для выравнивания температуры по всему объему образца. Затем образец охлаждают со скоростью, соответствующей стабилизации внутренних напряжений, до комнатной температуры, замеряют частоту собственных колебаний и повторяют указанный цикл а минимальную температуру определяют по началу приращения частоты собственных колебаний. 1 з.п. ф-лы, 2 табл., 2 ил. сл с
Таблица 2
100 200 300 five. 1
Af г ц
Pue.2
Г,°С
(pt/a.3
| Диффузионное соединение в вакууме металлов, сплавов и неметаллических материалов, Сборник научных трудов V Межвузовской научно-технической конференции М.: ПНИЛДСВ, стр | |||
| Крутильно-намоточный аппарат | 1922 |
|
SU232A1 |
