1
(21)3705 61/27
(22)12.12.83
) 23.09.92. Бюл. V 35
(71)Институт общей физики АН СССР
(72)В.А.Данилов, В.В.Попов, А.М.Прохоров, И.Н.Сисакян, Д.М.Сага- телян, Е.В.Сисакян и В.А.Сойфер
(56)Авторское свидетельство СССР ff 267778, кл. В 23 К 27/00. 1972.
Авторское свидетельство СССР № 673157, кл. В 23 К 26/00, 1979. (5k) СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
(57)1. Способ лазерной обработки, при котором осуществляют фазовую модуляцию волнового фронта лазерного излучения и направляют его в зону обработки, отличающийся тем, что, с целью повышения производительности при изготовлении сложных деталей, лазерное излучение преобразуют в излучение требуемой конфигурации, а его фазовую модуляцию осуществляют в зависимости от волнового фронта и заданного распределения интенсивности излучения на обрабатывав мой поверхности.
Изобретение относится к технологии и оборудованию лазерной обработки.
Целью изобретения является повышение производительности при изготовлении сложных деталей, упрощение конструкции оптической системы.
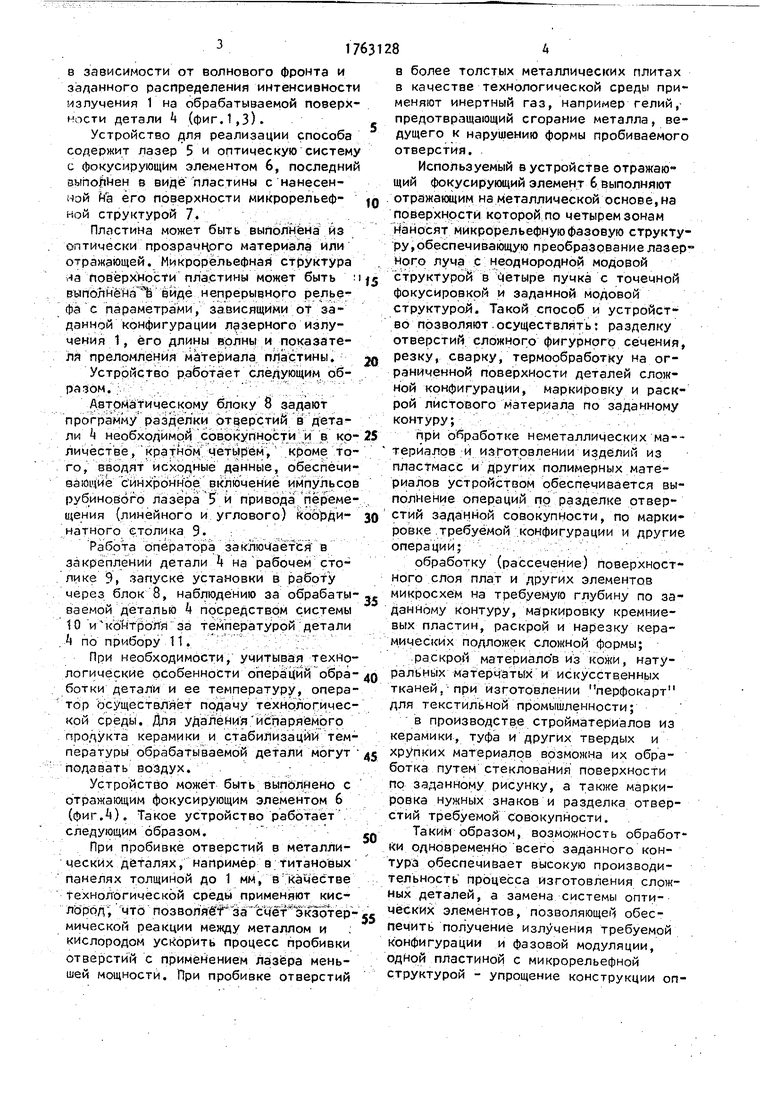
На фиг.1 изображена схема устройства для осуществления способа с оптически прозрачным фокусирующим элементом; на фиг.2 - фокусирующий
2. Устройство для лазерной обработки, содержащее лазер и оптическую систему с фокусирующим элементом, отличающееся тем, что, с целью упрощения конструкции оптической системы и повышения производительности и долговечности, фокусирующий элемент оптической системы выполнен в виде пластины с нанесенной на его поверхность микрорельефной , структурой.
ЗЕ. Устройство по п.2, отличающееся тем, что пластина выполнена из оптически прозрачного материала.
4.Устройство по п.2, отличающееся тем, что пластина выполнена отражающей.
5.Устройство по пп.2-1, отличающееся тем, что микрорельефная структура на поверхности пластины выполнена в виде непрерывного рельефа с параметрами, зависящими от заданной конфигурации лазерного излучения, его длины волны и показателя преломления материала пластины.
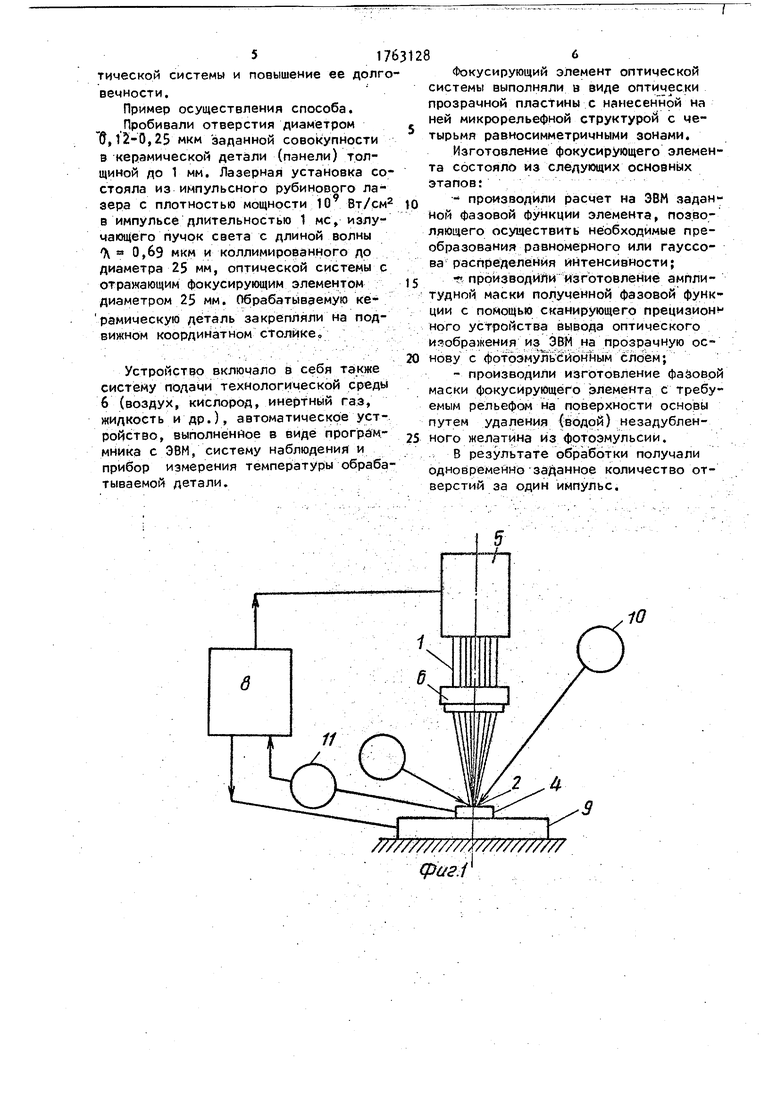
мент; на фиг.З - вид А на фиг.2; на фиг.4 - схема устройства для осуществления способа с отражающим фокусирующим элементом.
При лазерной обработке осуществляют фазовую модуляцию волнового фронта лазерного излучения 1 и направляют его в зону обработки 2. При этом лазерное излучение 1 преобразуют в излучение требуемой конфигурации 3, фазовую модуляцию осуществляют
XI
о
W
io оо
в зависимости от волнового фронта и заданного распределения интенсивности излучения 1 на обрабатываемой поверхности детали Ц (фиг.1,3).Устройство для реализации способа содержит лазер 5 и оптическую систему с фокусирующим элементом 6, последний выполнен в виде пластины с нанесенной на его поверхности микрорельеф- JQ ной структурой 7.
Пластина может быть выполнена из оптически прозрачного материала или отражающей. Микрорельефная структура на поверхности пластины может быть : f5 выпЬлйё йа виде непрерывного рельефа с параметрами, зависящими от заданной конфигурации лазерного излучения 1, его длины волны и показателя преломления материала пластины. JQ
Устройство работает следующим образом.
Автоматическому блоку 8 задают программу разделки отверстий в детали k необходимой совокупности и в ко- 25 личестве, кратном четырем, кроме того, вводят исходные данные, обеспечивающие Синхронное включение импульсов рубинового лазера и привода пёремев более толстых металлических плитах в качестве технологической среды применяют инертный газ, например гелий,- предотвращающий сгорание металла, ведущего к нарушению формы пробиваемого отверстия.
Используемый в устройстве отражающий фокусирующий элемент 6 выполняют отражающим на металлической основе, на поверхности которой по четырем зонам Наносят мйкрорельефную фазовую структуру,обеспечивающую преобразование лазер ного луча с неоднородной модовой структурой в Четыре пучка с точечной фокусировкой и заданной модовой структурой. Такой способ иустройство позволяют осуществлять: разделку отверстий сложного фигурного сечения, резку, сварку, термообработку на ограниченной поверхности деталей сложной конфигурации, маркировку и раскрой листового материала по заданному контуру; . :
при обработке неметаллических ма-- терйалов и изготовлении изделий из пластмасс и других полимерных материалов устройством обеспечивается выполнение операций по разделке ртверщения (линейного и углового) коЬ)эди- 30 стий заданной совокупности, по марки
натного столика 9.
Работа оператора заключается4 в закреплении детали 4 на рабочем столике 9, запуске установки в работу
ровке .требуемой .конфигурации и другие операций; .. : ,...-. ...
обработку (рассечение) поверхностного слоя плат и других элементов
через блок 8, наблюдению за обрабаты-.-микросхем на требуемую глубину по зава емой деталью 4 посредством системы- - ...-.... .,--.. ..
10 и контротТя: за температуррй детали ..4 по прибору 11. У ...: ;, Г.; . ;.
При необходимости, учитывая технологические особенности операций обра-4Qральных матерчатых и искусственных
данному контуру, маркировку кремниевых пластин, раскрой и нарезку керамических подложек сложной формы; .раскрой материало в из кожи, нэтуботки детали и ее температуру, опера- тор осуществляет подачу технологической среды. Для уда лёни я испаряемого продукта керамики и стабилизации температуры обрабатываемой детали могут подавать воздух.
Устройство может быть выпблйено с отражающим фокусирующим элементом 6 (фигЛ). Такое устройство работает следующим образом.
При пробивке отверстий в металлических деталях, например в титановых панелях толщиной до 1 мм, в Качёстве Технологической среды применяют кислород; что позволяё г1(а счётг экзотер- мической реакции между металлом и кислородом ускорить процесс пробивки отверстии с применением лазера меньшей мощности. При пробивке отверстий
тканей.при изготовлении перфокарт для текстильной промышленности;
в производстве стройматериалов из керамики, туфа и других твердых и л хрупких материалов возможна их обработка путем стеклования поверхности по заданному рисунку, а также маркировка нужных знаков и разделка отверстий требуемой совокупности.
Таким образом, возможность обработки одновременно всего заданного контура обеспечивает высокую производительность процесса изготовления сложных деталей, а замена системы оптических элементов, позволяющей обеспечить получение излучения требуемой конфигурации и фазовой модуляции, одной пластиной с микрорельефной структурой - упрощение конструкции оп50
55
в более толстых металлических плитах в качестве технологической среды применяют инертный газ, например гелий,- предотвращающий сгорание металла, ведущего к нарушению формы пробиваемого отверстия.
Используемый в устройстве отражающий фокусирующий элемент 6 выполняют отражающим на металлической основе, на поверхности которой по четырем зонам Наносят мйкрорельефную фазовую структуру,обеспечивающую преобразование лазерного луча с неоднородной модовой структурой в Четыре пучка с точечной фокусировкой и заданной модовой структурой. Такой способ иустройство позволяют осуществлять: разделку отверстий сложного фигурного сечения, резку, сварку, термообработку на ограниченной поверхности деталей сложной конфигурации, маркировку и раскрой листового материала по заданному контуру; . :
при обработке неметаллических ма-- терйалов и изготовлении изделий из пластмасс и других полимерных материалов устройством обеспечивается выполнение операций по разделке ртверстий заданной совокупности, по марки
ровке .требуемой .конфигурации и другие операций; .. : ,...-. ...
обработку (рассечение) поверхностного слоя плат и других элементов
микросхем на требуемую глубину по за- - ...-.... .,--.. ..
ральных матерчатых и искусственных
данному контуру, маркировку кремниевых пластин, раскрой и нарезку керамических подложек сложной формы; .раскрой материало в из кожи, нэтуральных матерчатых и искусственных
тканей.при изготовлении перфокарт для текстильной промышленности;
в производстве стройматериалов из керамики, туфа и других твердых и хрупких материалов возможна их обработка путем стеклования поверхности по заданному рисунку, а также маркировка нужных знаков и разделка отверстий требуемой совокупности.
Таким образом, возможность обработки одновременно всего заданного контура обеспечивает высокую производительность процесса изготовления сложных деталей, а замена системы оптических элементов, позволяющей обеспечить получение излучения требуемой конфигурации и фазовой модуляции, одной пластиной с микрорельефной структурой - упрощение конструкции оп
тической системы и повышение ее долговечности.
Пример осуществления способа.
Пробивали отверстия диаметром 6,12-0,25 мкм заданной совокупности в керамической детали (панели) толщиной до 1 мм. Лазерная установка состояла из импульсного рубинового лазера с плотностью мощности 10 Вт/см в импульсе длительностью 1 мс, излучающего пучок света с длиной волны Х 0,69 мкм и коллимированного до диаметра 25 мм, оптической системы с отражающим фокусирующим элементом диаметром 25 мм. Обрабатываемую ке- рамическую деталь закрепляли на подвижном координатном столике.
Устройство включало 8 себя также систему подачи технологической среды 6 (воздух, кислород, инертный газ, жидкость и др.), автоматическое устройство, выполненное в виде програм- мника с ЭВМ, систему наблюдения и прибор измерения температуры обрабатываемой детали.
Фокусирующий элемент оптической системы выполняли в виде оптически прозрачной пластины с нанесенной на ней микрорельефной структурой с четырьмя равносимметричными зонами.
Изготовление фокусирующего элемента состояло из следующих основных этапов:
-производили расчет на ЭВМ заданной фазовой функции элемента, позволяющего осуществить необходимые преобразования равномерного или гауссова распределения интенсивности;
-производили изготовление амплитудной маски полученной фазовой функции с помощью сканирующего прецизион ного устройства вывода оптического изображения из ЭВМ на прозрачную основу с фотоэмульсионным слоем;
-производили изготовление фазовой маски фокусирующего элемента с требуемым рельефом на поверхности основы путем удаления (водой) незадублен5 ного желатина из фотоэмульсии.
В результате обработки получали одновременно заданное количество отверстий за один импульс.
5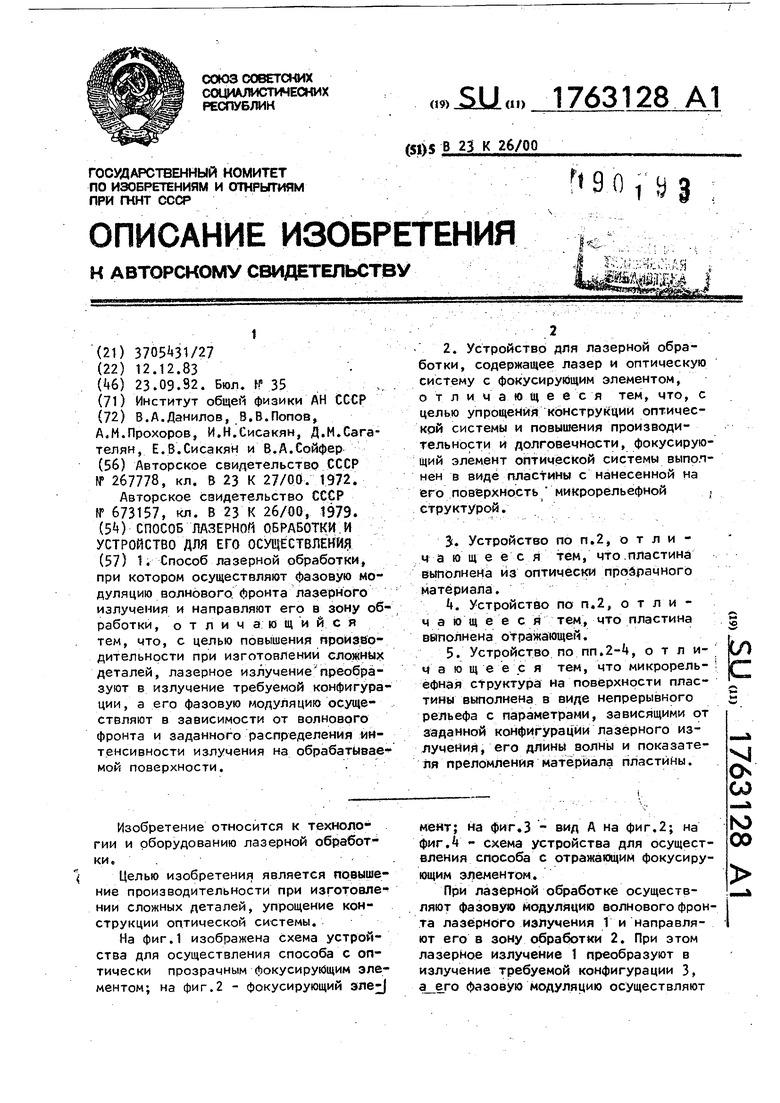
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фокусировки монохроматического излучения и устройство для его осуществления | 1982 |
|
SU1302233A1 |
| Установка для маркировки изделий | 1984 |
|
SU1303977A1 |
| КОМПАКТНЫЙ ТВЕРДОТЕЛЬНЫЙ ЛАЗЕР С ПРОДОЛЬНОЙ ПОЛУПРОВОДНИКОВОЙ НАКАЧКОЙ | 2008 |
|
RU2382458C1 |
| Устройство для фокусировки оптического излучения в кривую линию (его варианты) | 1984 |
|
SU1303961A1 |
| Устройство для возбуждения мод когерентного излучения | 1984 |
|
SU1275348A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАЗЕРНОГО ДИОДА С ПОВЫШЕННОЙ ЯРКОСТЬЮ ИЗЛУЧЕНИЯ | 2011 |
|
RU2477915C1 |
| Волоконно-оптический датчик микроперемещений | 1988 |
|
SU1606853A1 |
| Устройство для фокусировки оптического излучения в контур прямоугольника | 1989 |
|
SU1756848A1 |
| Способ непрерывной сварки полимерных материалов внахлест и устройство для его осуществления | 1987 |
|
SU1599239A1 |
| Устройство для фокусировки оптического излучения в прямоугольник с равномерным распределением интенсивности (его варианты) | 1984 |
|
SU1314291A1 |
/////////////У////////////
фа г.г
Ф1/2.2
/////////////.
физА
