Изобретение относится к способам сварки пластмасс и может быть использовано при сварке внахлест листовых полимерных материалов лазерным излучением.
Цель изобретения - повьшение- прочности сварного соединения и сни- .жение энергозатрат.
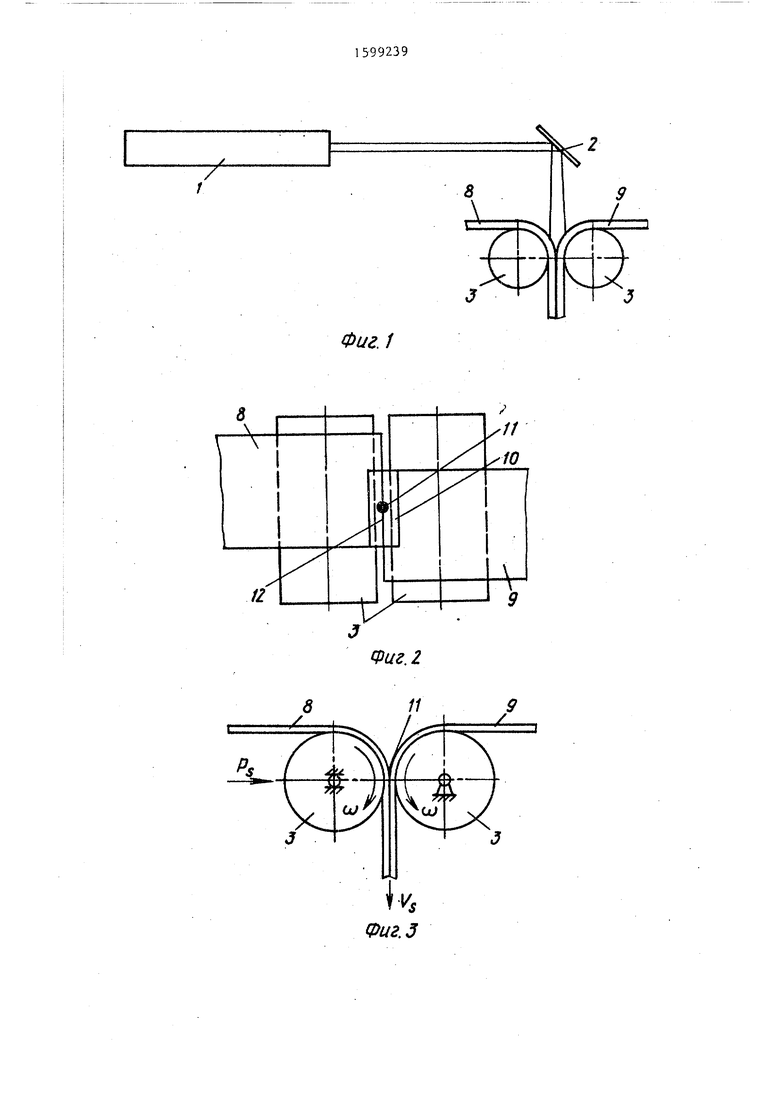
На фиг. изображена функциональная схема устройства; на фиг.2 - заготовка в зоне -сварки, вид сверху; на
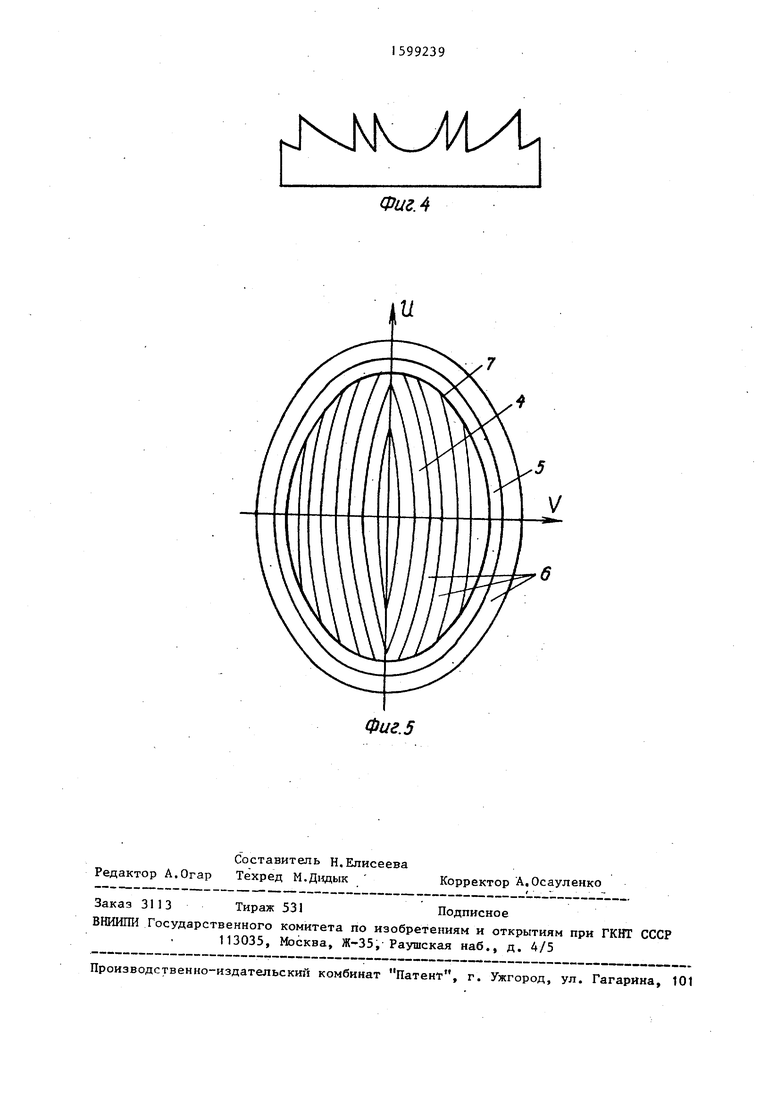
фиг.З - то же, вид сбоку; на фиг.4 - фокусатор, схематическое изображение вид сбоку; на фиг.5 - то же, вид сверху.
Устройство для непрерывкой сварки полимерных материалов внахлест содержит технологический лазер J, отражающий фазовый оптический элемент 2 (фокусатор), а также прижимные и транспортирующие ролики 3. Отражающий фазовый оптический элемент устаГС
со
новлен под ; углом 45 относительно оси лапера 1 и выполнен в виде отражающей П1 астины с микрорельефной структурой рабочей поверхности (фиг.4 и 5), включающей две зоны 4 и 5. Зона 4 фокусатора преобразует падающее излучение в световое пятно в форме прямоугольника равномерной интенсивности, а периферийная зона 5 осуществляет преобразование излучения в точку.
Участки 6 зон 4 и 5 фокусатора имеют ширину а, в которых высота h рельефа непрерывно изменяется в диапазоне значений от О до Д/2 cos 0 , где 7 - длина волны падающего излучения; 0 - угол падения (0 45 ) Граница 7 раздела зон 4 и 5 фокусатора расположена по эллипсу U /2 + V (KR) , а микрорельеф зон определен следующими выражениями:
, , ,-2 --2 Z (U,V)
1 Ги + 2V
4
V
:::;,- (If)
v
М .L г2.
е X
, (KR)2-V2 . V erf (- --4-)
а
dv - к
- .gu erf % )(-j|,)-i) - г;: Г
, ; л) I. erf д
LN
(1)
при + (KR);
Z(U,V) Jl -U/2-f/
, t
при (KR) + ,
где Z(U,V) - высота микрорельефа в
точке (U,V) оптического элемента;
UjV - координаты точки элемента в системе координат сосьюО и,, направленной противоположно проекции падающего луча, и нача0
5
0
5
0
5
0
5
0
лом в центре элемента, расположенного п области 2V 2Р/;
f - фокусное расстояние элемента ;
R - радиус фокусируемого пучка;
К - коэффициент пропорциональности (К 0,8-0,9); а,Ъ - стороны прямоугольника (), расположенного в фокальной плоскости;
М - координата V прямой на поверхности оптического элемента, проекция которой на фокальную плоскость есть отрезок
V const.-(М const);
г - параметр фокусируемого пучка гауссовского распределения плотности излучения, в котором интенсивность на расстоянии г от центра уменьшается по сравнению с центром в t раз; v - длина волны излучения; п - целое число (п...- 1;
О; 1; 2 ...).
Способ сварки реализуется при работе устройства.
Свариваемые материалы 8 и 9 непрерывно перемещают со скоростью Vg роликами 3. В процессе перемещения coeдиняe ale поверхности материалов нагревают до температуры сварки лазерным .излучением и прижимают их друг к другу с усилием Pg роликами 3, В процессе нагрева соединяемых-поверхностей излучение фокусируют на них с помощью фокусатора 2 в световое пятно 10 прямоугольной формы с равномерным распределением интенсивности в его периферийной части и с максимальной интенсивностью в центре 11 светового пятна. П.ри этом центр 11 светового пятна 10 находится на середине линии 12 соприкосновения материалов 8 и 9. Большая сторона прямоугольника светового пятна расположена параллельно линии 12 соприкосновения материалов и равна ей по величине ,
Формула изобретения
. Способ непрерывной сварки поли мерных материалов внахлест, включаю
51
ЩИЙ нагрев соединяемых поверхностей до температуры сварки лазерным излучением и прижим их друг к другу, о т личающийся тем, что, с целью повышения прочности сварного . соединения и снижения энергозатрат, в процессе нагрева соединяемых поверхностей излучения фокусируют на них в световое пятно прямоугольной формы с равномерным распределением интенсивности в его периферийной части и с максимальной интенсивностью в центре светового пятна, причем центр светового пятна располагают на середине линии соприкосновения материалов, а большую сторону светового пятна - параллельно этой линии.
2, Устройство дпя непрерывной сварки полимерных материалов вна- хлест, содержащее технологический лазер и отражающий фазовый оптический элемент,.установленный под углом 45 относительно оси лазера, о т - личающееся тем, что, с целью повьшения прочности сварного соединения и снижения энергозатрат, отражающий фазовый оптический элемент вьшолнен в виде отражакяцей пластины с микрорельефной структурой ра- бочей поверхности, включающей две зоны , мик1эорельеф которых определен выражениями
г:
erf (гр+ 2г
., V
4 erf
при + V(KR)
10
5
20 ЗО
35
40
:
j
25
0
Z(U.V)4f4 u U/2 - f / 4 + -Bl 2при (К R) + ,
где Z(U,V) - высота микрорельефа н
точке (U,V) оптического
U,V
f a,b К R r M n элемента;- координаты точки элемента в системе координат с осью, направленной противоположно проекции падающего луча, и началом в центре элемента, расположенного в области иЧ 2V 2R -; фокусное расстояние элемента ;
стороны прямоугольника светового пятна излучения, где b а, расположенного в фокальной плоскости;
коэффициент пропорциональности, равный 0.8- 0,9;.
радиус фокусируемого пучка;
параметр фокусируемого пучка гауссовского распределения плотности излучения, в котором интенсивность на расстоянии г от центра уменьшается по сравнению с центром в 1 раз; координата V прямой на поверхности оптического элемента, проекция которой на фокальную плоскость есть отрезок V . const (М - const); целое число (п - ,, -1
О; 1; 2,...);
длина волны излучения.
ч
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ МОНОХРОМАТИЧЕСКОГО ИЗЛУЧЕНИЯ | 1991 |
|
RU2024897C1 |
| Устройство для фокусировки оптического излучения в отрезок прямой (его варианты) | 1984 |
|
SU1303960A1 |
| Устройство для фокусировки оптического излучения в прямоугольник с равномерным распределением интенсивности (его варианты) | 1984 |
|
SU1314291A1 |
| Способ разупрочнения листовой заготовки перед штамповкой и устройство для его осуществления | 1986 |
|
SU1839119A1 |
| Способ изготовления фокусатора | 1988 |
|
SU1649488A1 |
| Устройство для фокусировки оптического излучения в кривую линию (его варианты) | 1984 |
|
SU1303961A1 |
| Устройство для фокусировки гауссова пучка в прямоугольник с равномерным распределением интенсивности | 1990 |
|
SU1697042A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПУЧКА МОНОХРОМАТИЧЕСКОГО ИЗЛУЧЕНИЯ | 1990 |
|
RU2034322C1 |
| Устройство для фокусировки излучения в кольцо | 1990 |
|
SU1730606A1 |
| Устройство для фокусировки оптического излучения в контур прямоугольника | 1989 |
|
SU1756848A1 |
Изобретение касается сварки пластмасс и может найти применение при сварке внахлест листовых полимерных материалов лазерным излучением. Цель - повышение прочности сварного соединения и снижение энергозатрат. Для этого в способе непрерывной сварки полимерных материалов внахлест в процессе нагрева соединяемых поверхностей излучение фокусируют на них в световое пятно прямоугольной формы с равномерным распределением интенсивности в его периферийной части и с максимальной интенсивностью в центре светового пятна. Центр светового пятна располагают на середине линии соприкосновения материалов, а большую сторону светового пятна - параллельно этой линии. В устройстве для непрерывной сварки полимерных материалов внахлест отражающий фазовый оптический элемент выполнен в виде отражающей пластины с микрорельефной структурой рабочей поверхности, включающей две зоны. Микрорельеф зон определен выражениями, зависящими от координат (I, V) точки оптического элемента в системе координат с осью OI, направленной противоположно проекции подающего луча, и началом в центре элемента, расположенного в области (U2+2V2≤2R2), где R - радиус фокусируемого пучка, от фокусного расстояния элемента, сторон прямоугольника светового пятна излучения, расположенного в фокальной плоскости длины волны излучения. 2 с.п. ф-лы, 5 ил.
Фиг. 1
/2
11
10
Фиг. 2
Фиг.З
ФцдЛ
Фиг. 5
| Патент ФРГ № 845564, кл | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Зайцев К.И | |||
| и др | |||
| Сварка пластмасс | |||
| М.: Машиностроение, 1978 | |||
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
