Изобретение относится к области производства абразивного инструмента, предназначенного для шлифования труднообрабатываемых материалов,
Целью изобретения является повышение производительности обработки за счет получения высокопористого инструмента высокой твердости без увеличения количества связки.
Поставленная цель достигается за счет введения в формовочную массу, содержащую абразивные зерна и связку, легкоплавких тонкостенных сферических частиц из стекла. Размер сферических частиц может меняться от 40 до 500 мкм, в зависимости от требуемого размера пор и зернистости абразивного материала. Толщина стенки частиц составляет при этом 1-3 мкм. Сферические тонкостенные частицы обладают объемной пористостью 85-95% Количество стеклянных сферических частиц зависит от требуемой пористости и твердости абразивного инструмента и может меняться от 3 до 24 % объема абразивного инструмента при содержании абразивных зерен 32/48% объема.
Введение легкоплавких тонкостенных сферических частиц из стекла в количестве 5% объема дает увеличение твердости абразивного инструмента на одну степень без увеличения количества связки в нем.
В процессе перемешивания формовочной массы и формование ее в брикеты легкоплавкие стеклянные частицы располагаются между абразивными зернами и способствуют их равномерному распределению в объеме круга. Температура плавления стеклянных сферических частиц
Х|
О
со
|Ј
о
I.
составляет 850-900°С. Поэтому в процессе термообработки заформованного брикета происходит постепенное размягчение сферических стеклянных частиц и, при достижении температуры обжига 850-900°С они расплавляются и обволакивают абразивное зерно тонкой пленкой, которая улучшает адгезионное взаимодействие между абразивными зернами и связкой и играет роль дополнительного связующего звена. После расплавления легкоплавких сферических частиц на их месте образуются поры, форма и размер которых соответствует форме и размеру сферических частиц. В результате после термообработки абразивный инстру- мент имеет повышенную пористость и твердость, что существенно увеличит производительность процесса шлифования, т.к. инструмент имеет пониженный износ и увеличенное количество пор, что снижает температуру шлифования и позволяет формировать режимы обработки.
Пример 1. Абразивный инструмент, содержащий абразивных зерен 24А25Н 44% об, расплавленных стеклянных сфери- ческих частиц - 4,5%, об., связки К5 - 9% объема.
Пример 2. Абразивный инструмент, содержащий абразивных зерен 24А25Н 48% об., расплавленных стеклянных сфери- ческих частиц - 24% об., связки К5 - 5% объема.
Пример 3. Абразивный инструмент, содержащий абразивных зерен 24А25Н - 40% объема, расплавленных стеклянных сферических частиц - 4% объема, связки К5 - 8% объема
Пример 4. Абразивный инструмент, содержащий абразивных зерен 24А25Н - 40% объема, расплавленных стеклянных сферических частиц - 10%, связки К5 - 8% объема.
Пример 5. Абразивный инструмент, содержащий абразивных зерен 24А25Н - 40% объема, расплавленных сферических частиц - 20% объема, связки К5-8% объем.
Пример 6. Абразивный инструмент, содержащий абразивных зерен 24А25Н - 32% объема, стеклянных сферических частиц - 10% объема, связки К5 - 8% объема.
Пример 7. Абразивный инструмент, содержащий абразивных зерен 24А25Н - 48% объема, расплавленных стеклянных сферических частиц - 10% объема, связки К5- 8% объема.
Пример 8. Абразивный инструмент, содержащий абразивных зерен 44А16П - 40% объема, расплавленных стеклянных сферических частиц - 10% объема, связки К5 - 8,5% объема.
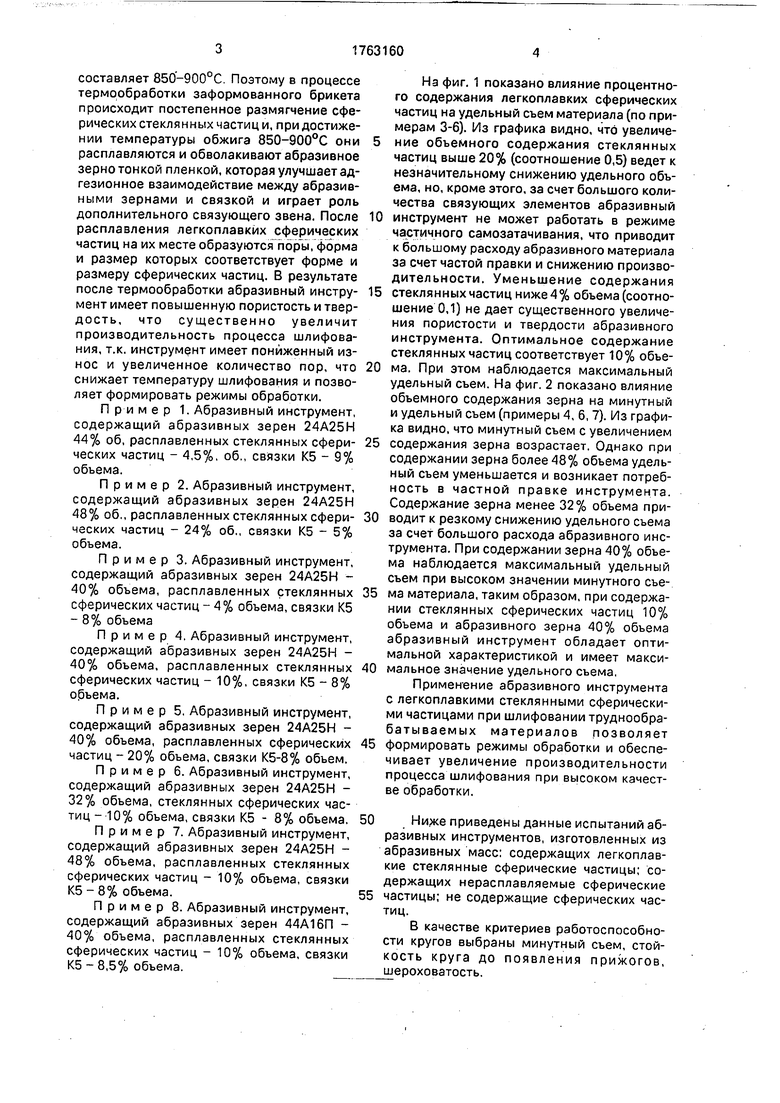
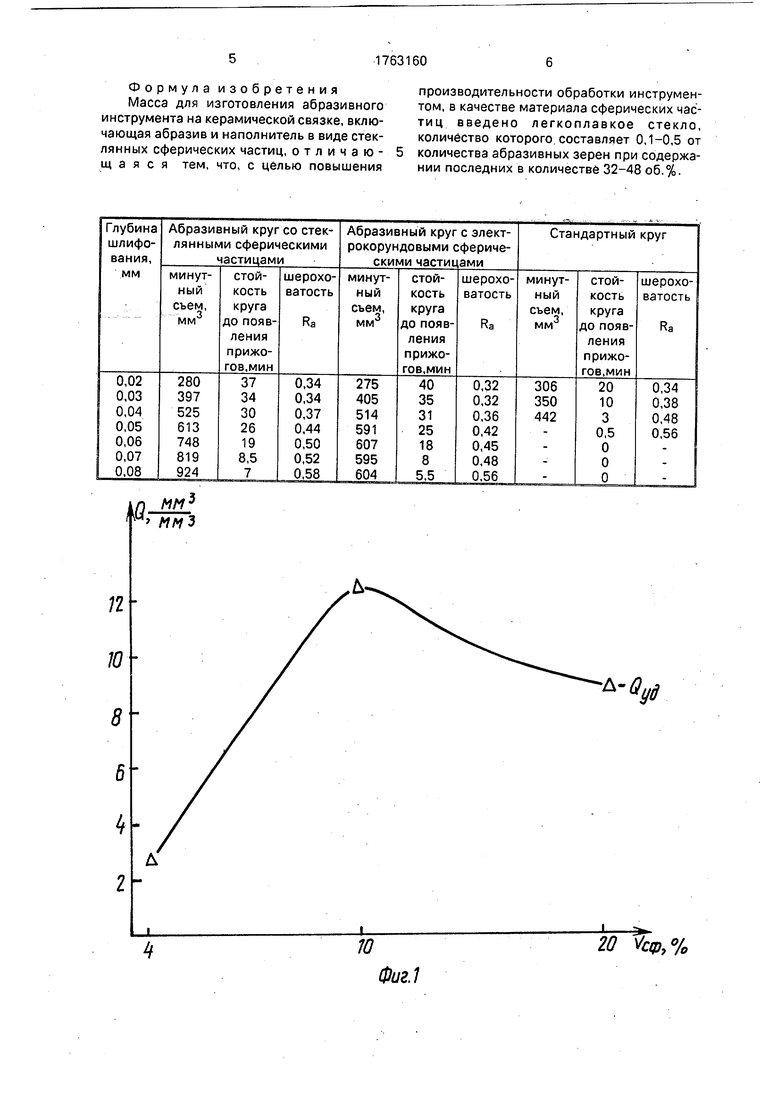
На фиг. 1 показано влияние процентного содержания легкоплавких сферических частиц на удельный съем материала (по примерам 3-6). Из графика видно, что увеличение объемного содержания стеклянных частиц выше 20% (соотношение 0,5) ведет к незначительному снижению удельного объема, но, кроме этого, за счет большого количества связующих элементов абразивный инструмент не может работать в режиме частичного самозатачивания, что приводит к большому расходу абразивного материала за счет частой правки и снижению производительности, Уменьшение содержания стеклянных частиц ниже 4% объема (соотношение 0,1) не дает существенного увеличения пористости и твердости абразивного инструмента. Оптимальное содержание стеклянных частиц соответствует 10% объема. При этом наблюдается максимальный удельный съем. На фиг. 2 показано влияние объемного содержания зерна на минутный и удельный съем (примеры 4. 6, 7). Из графика видно, что минутный съем с увеличением содержания зерна возрастает. Однако при содержании зерна более 48% объема удельный съем уменьшается и возникает потребность в частной правке инструмента. Содержание зерна менее 32% объема приводит к резкому снижению удельного съема за счет большого расхода абразивного инструмента. При содержании зерна 40% объема наблюдается максимальный удельный съем при высоком значении минутного съема материала, таким образом, при содержании стеклянных сферических частиц 10% объема и абразивного зерна 40% объема абразивный инструмент обладает оптимальной характеристикой и имеет максимальное значение удельного съема,
Применение абразивного инструмента с легкоплавкими стеклянными сферическими частицами при шлифовании труднообра- батываемых материалов позволяет формировать режимы обработки и обеспечивает увеличение производительности процесса шлифования при высоком качестве обработки.
Ниже приведены данные испытаний абразивных инструментов, изготовленных из абразивных масс: содержащих легкоплавкие стеклянные сферические частицы; содержащих нерасплавляемые сферические частицы; не содержащие сферических частиц.
В качестве критериев работоспособности кругов выбраны минутный съем, стойкость круга до появления прижогов, шероховатость.
Формула изобретения Масса для изготовления абразивного инструмента на керамической связке, включающая абразив и наполнитель в виде стеклянных сферических частиц, отличающаяся тем, что, с целью повышения
производительности обработки инструментом, в качестве материала сферических час- тиц введено легкоплавкое стекло, количество которого составляет 0,1-0,5 от количества абразивных зерен при содержании последних в количестве 32-48 об.%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Масса для изготовления шлифовального круга с минимальным содержанием абразива | 2024 |
|
RU2835917C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1992 |
|
RU2041052C1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2536576C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2152298C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1992 |
|
RU2049656C1 |
| ПОЛИЗЕРНИСТАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2012 |
|
RU2507057C1 |
| Шлифовальный круг | 1982 |
|
SU1073082A1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО ИНСТРУМЕНТА | 2012 |
|
RU2493956C1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТОГО ИНСТРУМЕНТА | 2014 |
|
RU2583217C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2215643C2 |
Изобретение относится к производству абразивных инструментов для труднообрабатываемых материалов. Цель изобретения - повышение производительности обработки инструментом за счет получения высокопористого инструмента высокой твердости без увеличения количества связки. В формовочную массу, содержащую абразивные зерна и связку, вводят легкоплавкие стеклянные сферические частицы, количество стекла составляет 0,1-0,5 от количества абразивных зерен при содержании последних в количестве 32-48% об. В процессе термообработки заформованных брикетов происходит постепенное размягчение и расплавление стеклянных сферических частиц, которые обволакивают абразивные зерна тонкой пленкой и выступают в роли дополнительного связывающего звена, улучшая адгезионное взаимодействие между связкой и абразивными зернами. На месте расплавленных частиц образуются поры, в которых может размещаться стружка. 2 ил., 1 табл. (Л С
№
мм3 ммз
72
Ю
8
6
4 2
10
20 Усф,%
фиг.1
Он
800
600
Ш
200
мм
мин-мм
32
40
Фиг. 2
W Ъер. %
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
