Изобретение относится к технике трубопроводного транспорта и может быть использовано прежде всего при ремонте трубопроводов, транспортирующих газ или жидкость при относительно высоком давлении и имеющих локальные повреждения стенок в виде стресс-коррозионных дефектов, коррозионных и эрозионных раковин, свищей, вмятин от механических воздействий и т. п. дефекты, устранение которых производится неразрушающим, экологически чистым, взрыво-пожаробезопасным методом "холодной сварки" без остановки перекачки продукта.
Известно, что в бездефектном металлическом нагруженном внутренним давлением трубопроводе имеет место плоское напряженное состояние в основном с соотношением кольцевых и осевых напряжений, примерно 3:1, и только на очень ограниченных участках в непосредственной близости от резких поворотов трубопроводов, это соотношение может достигать значения 2:1 [1]. Для восстановления несущей способности ремонтируемого трубопровода такое же соотношение главных напряжений должно быть и в упрочняющем бандаже, сформированном на поверхности дефектного участка трубопровода, находящегося под давлением.
Известна бандажная лента [2], применяющаяся для формирования упрочняющего бандажа, состоящая из продольно-ориентированного стеклянного волокна, пропитанного полимерным связующим. Эта лента практически не имеет прочности в поперечном направлении и в силу этого не всегда может обеспечить восстановление необходимого соотношения кольцевых и осевых напряжений в ремонтируемой трубе, особенно в случаях глубоких и сквозных дефектов.
При намотке такой ленты в полевых условиях возникают определенные трудности. Механизированная намотка требует применения дорогостоящих намоточных машин, значительных раскопок участка трубопровода, на который устанавливается бандаж, чтобы обеспечить доступ намоточных машин к дефектному участку, затруднена установка этих машин на местности в пусковую позицию. При намотке ленты вручную появляются проблемы, связанные с манипулированием катушкой, на которую намотан материал.
Наиболее близкой, принятой за прототип, является лента для изготовления бандажа, состоящая из продольно-ориентированных пропитанных полимерным связующим стеклянных или других неметаллических нитей с высокой прочностью на разрыв, удерживаемых вместе поперечными нитями [3]. При этом поперечные нити служат только для лучшего соединения полимерной матрицы с продольными нитями во время пропитки ленты при ее изготовлении до процесса отверждения связующего. Лента выполнена в виде спиральной пружины, упругость витков которой такова, что лента возвращается к первоначальной конфигурации с силой, превышающей ее вес. Такая же лента может быть изготовлена пропиткой волокнистых тканей, состоящих из продольных и поперечных нитей [4].
Принятая за прототип конструкция ленты имеет ряд преимуществ по сравнению с ранее описанной [2]. Так, например, не требуется сложного оборудования для осуществления операций по намотке упрочняющего бандажа, уменьшается объем земляных работ и др.
Форма ленты в виде спиральной пружины способствует по мере наматывания витков бандажа уплотнению самих витков и более полному обжатию поверхности трубопровода.
Однако упрочняющий бандаж из такой ленты, как и ранее описанной, не обеспечивает необходимого соотношения кольцевых и осевых напряжений в ремонтируемой трубе, нагруженной внутренним давлением, при глубоких и сквозных дефектах. Кроме того, такой бандаж, сформированный на поверхности трубопровода, находящегося под давлением, может отслоится от трубопровода при снижении давления, поскольку в этом случае происходит значительная радиальная деформация трубопровода, а модули упругости трубной стали и клеевой композиции, например, на эпоксидной основе для соединения слоев ленты в бандаже существенно отличаются.
Задачей изобретения является создание такой бандажной ленты для армирования, которая обеспечит восстановление несущей способности дефектного участка трубопровода даже при сквозных дефектах, исключит растрескивание бандажа и расслаивание его витков, а также его отслаивание от трубопровода при изменениях давления в магистрали.
Предложены конструкция бандажной ленты из полимерного композитного материала и модификации ее исполнения, позволяющие решить поставленную задачу. Это достигается за счет величины прочности и комбинаций структурно-механических характеристик армирующих материалов из тканей и однонаправленных нитей или жгутов, обеспечивающих требуемые физико-механические характеристики как вдоль создаваемых лент, так и в перпендикулярном направлении, изменяющихся по длине, ширине и толщине ленты ее геометрических параметров, создания на концах ленты зон для ее фиксации, введение в состав ленты участка для компенсации деформаций трубопровода и упрочняющей ремонтной конструкции замкнутого типа - бандажа.
Предлагаемая базовая конструкция бандажной ленты выполнена в виде спирали из нескольких концентрически расположенных витков, пропитанных полимерным связующим прочных армирующих материалов из нитей, жгутов или тканей, упругость которых такова, что лента возвращается к свернутой конфигурации с силой, превышающей ее вес. Лента сформирована из продольных и поперечных армирующих материалов с соотношением пределов прочности ленты при растяжении вдоль нее и в перпендикулярном направлении, равном соотношению действующих кольцевых и осевых напряжений в бездефектном нагруженном внутренним давлением трубопроводе, а предел прочности ленты при растяжении вдоль нее равен или превосходит прочность бездефектной трубы. При этом продольные армирующие материалы выполнены из нитей или жгутов и размещены между наружным и внутренним слоями, которые выполнены из ткани или поперечно намотанных жгутов.
Регулируемые макроструктура и прочность предлагаемой конструкции бандажной ленты таковы, что даже при сквозных дефектах трубопровода позволяют обеспечить восстановление необходимой несущей способности ремонтируемого участка трубопровода. Поскольку реализация физико-механических характеристик однонаправленных нитей и жгутов выше, чем в тканях создается возможность использования тканей и однонаправленных армирующих материалов низкой стоимости.
Частным случаем является выполнение бандажной ленты, в которой на расстоянии 10-15 см от ее концов просверлены отверстия в шахматном порядке, например 3-5 отверстий диаметром 10-15 мм.
Предложенная конструкция ленты обеспечивает прочную фиксацию концов ленты с помощью, например, полимерных заклепок, способствует качественному соединению витков бандажа и равномерному натяжению витков.
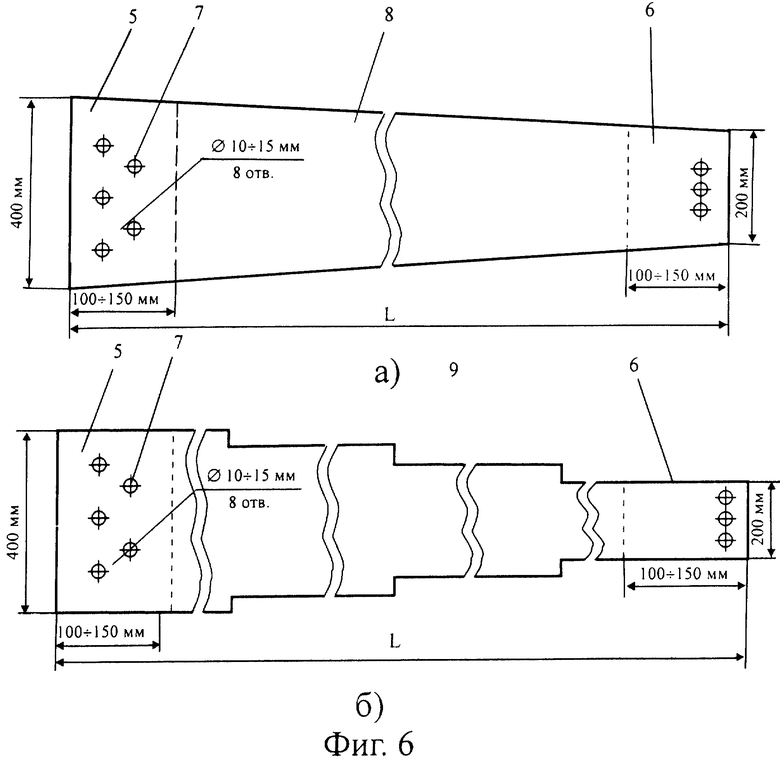
Конкретной формой выполнения конструкции бандажной ленты является лента, выполненная с плавно или ступенчато уменьшающейся шириной по ее длине, при этом начало наружного витка спирали наиболее широкое.
Такая лента позволяет при ремонте трубопровода изготавливать упрочняющий бандаж с уменьшением его толщины от середины к краям. Это снижает концентрацию напряжений по торцам бандажа и выравнивает напряжения по его ширине по сравнению с бандажами равномерной толщины, в которых по торцам возникают значительные внутренние напряжения, способные вызвать растрескивание бандажа, расслоение его витков или отслаивание от трубопровода.
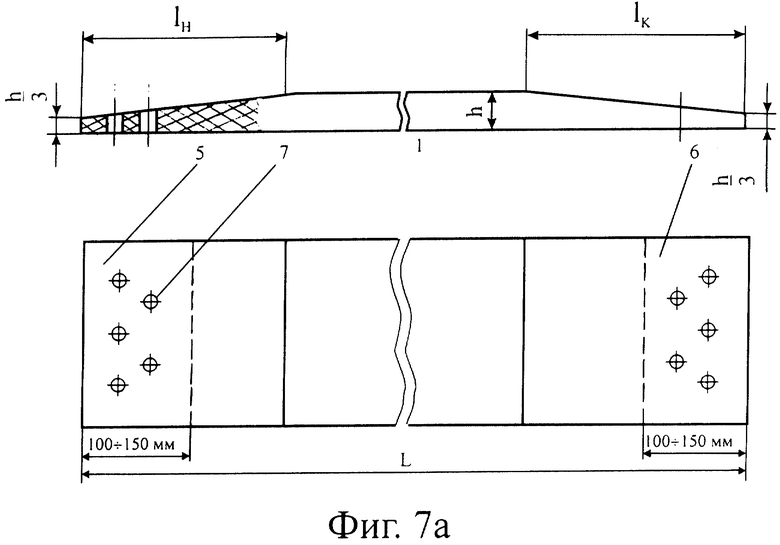
Другой конкретной формой выполнения конструкции бандажной ленты является лента, отличающаяся тем, что начальный и конечный участки ленты, образованные внешними и внутренними витками спирали длиной, равной или кратной периметру поперечного сечения ремонтируемого трубопровода, выполнены с переменной толщиной, примерно от трети толщины на концах ленты до толщины ленты на внутренних границах участков.
Эта конструкция обеспечивает наиболее плавный переход между первым и вторым витком бандажа, что облегчает формирование бандажа, позволяет избежать расслоение бандажа и его отслаивание от трубопровода. Плавный переход на нет последнего витка упрощает и обеспечивает более качественную изоляцию отремонтированного участка.
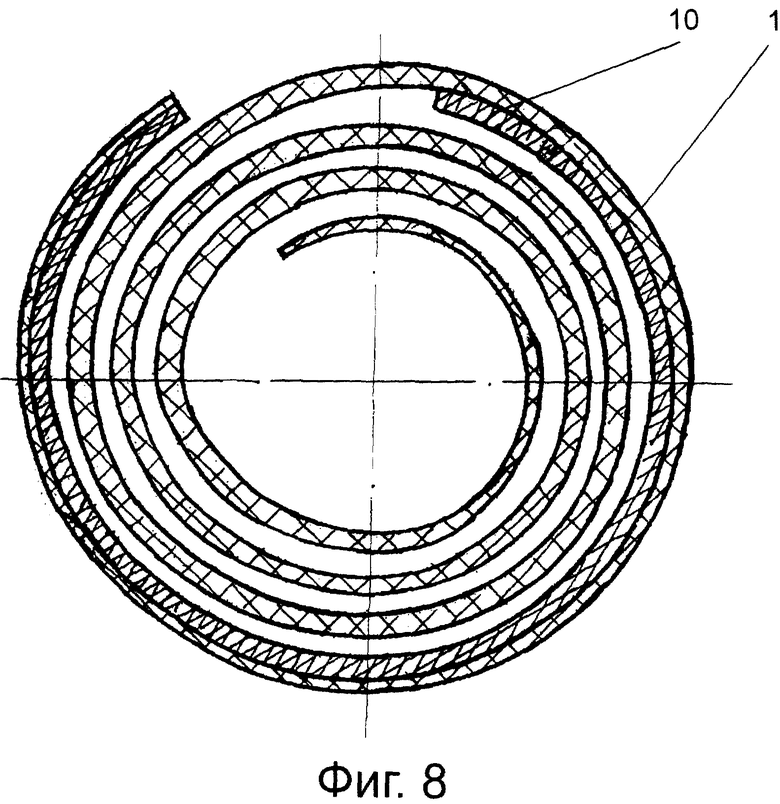
Частной конкретной формой выполнения бандажной ленты также является конструкция ленты, начальный участок которой, образованный внешними витками спирали, длиной, равной наружному периметру поперечного сечения ремонтируемого трубопровода, выполнен с внутренней стороны из прочного эластичного композиционного материала.
Эластичный элемент предлагаемой конструкции бандажной ленты выполняет роль компенсатора, обеспечивающего релаксацию внутренних напряжений, и при снижении давления в трубопроводе, приводящем к уменьшению его диаметра, сохраняет надежный контакт бандажа с трубопроводом без отслаивания и разрушения бандажа.
Изобретение поясняется графическим материалом, где:
на фиг.1а, 1б представлены поперечный и продольный разрезы базового выполнения армирующей ленты;
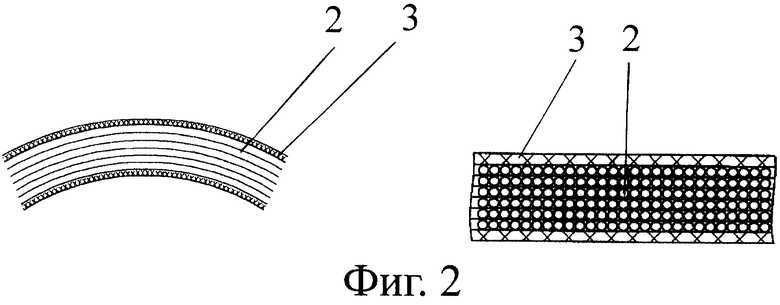
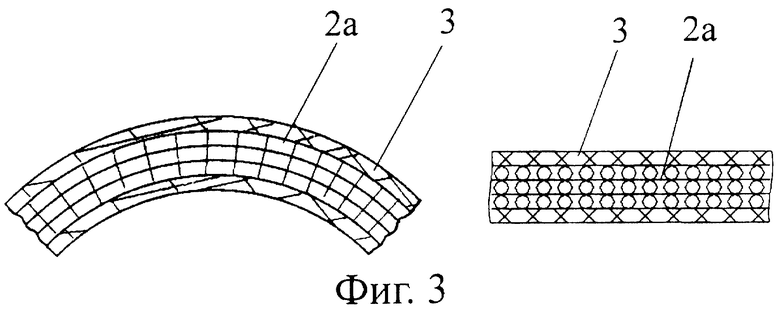
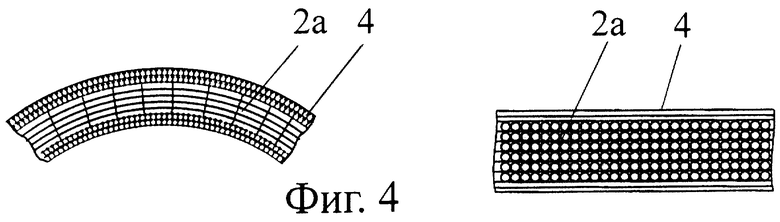
на фиг.2, 3, 4 показаны увеличенные схематические частичные поперечные и продольные разрезы витка предлагаемой ленты, выполненной из различных комбинаций армирующих материалов;
на фиг. 2 продольный армирующий материал из нитей или жгутов размещен между слоями ткани;
на фиг.3 продольный армирующий материал из тканей, усиленных по основе, размещен между слоями ткани;
на фиг.4 продольный армирующий материал из тканей, усиленных по основе, размещен между слоями поперечно намотанных жгутов;
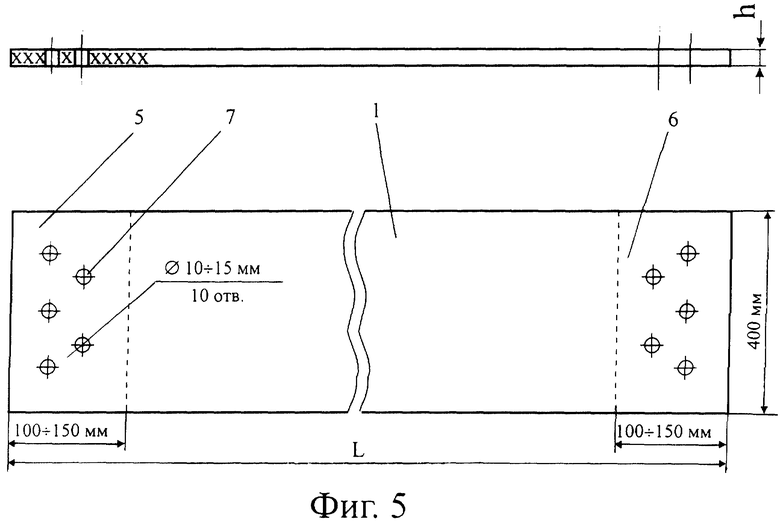
на фиг. 5 дана развертка базового выполнения ленты с отверстиями на ее конечных участках;
на фиг.6 даны развертки ленты с изменяющейся по ее длине шириной;
на фиг.7а дан вид сбоку развертки ленты с плавно-переменной толщиной по длине начального и конечного участков ленты;
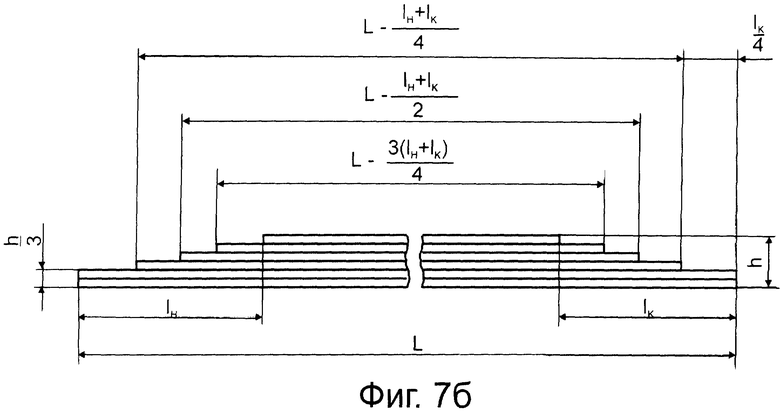
на фиг. 7б приведена технологическая схема укладки армирующего материала при изготовлении ленты со ступенчато-переменной толщиной указанных участков путем пакетирования полотен ткани;
на фиг. 8 приведен поперечный разрез ленты с начальным компенсационным участком из резиноподобного эластичного материала;
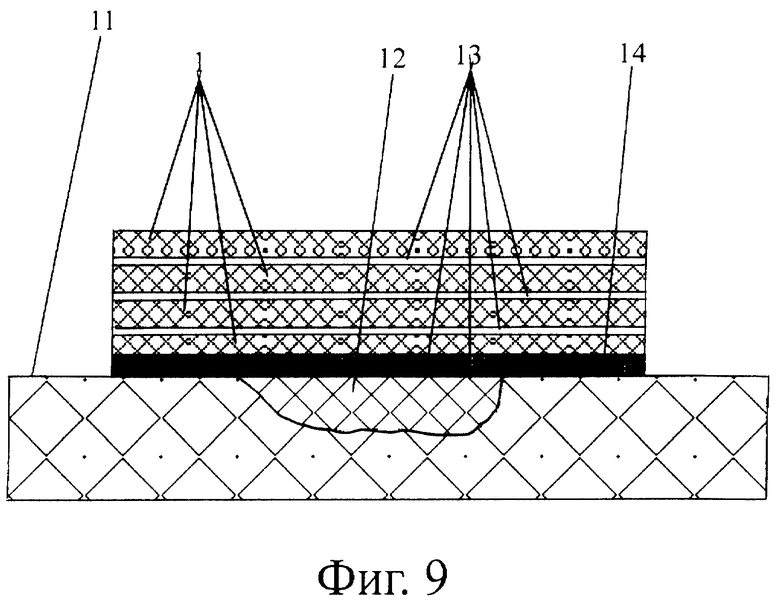
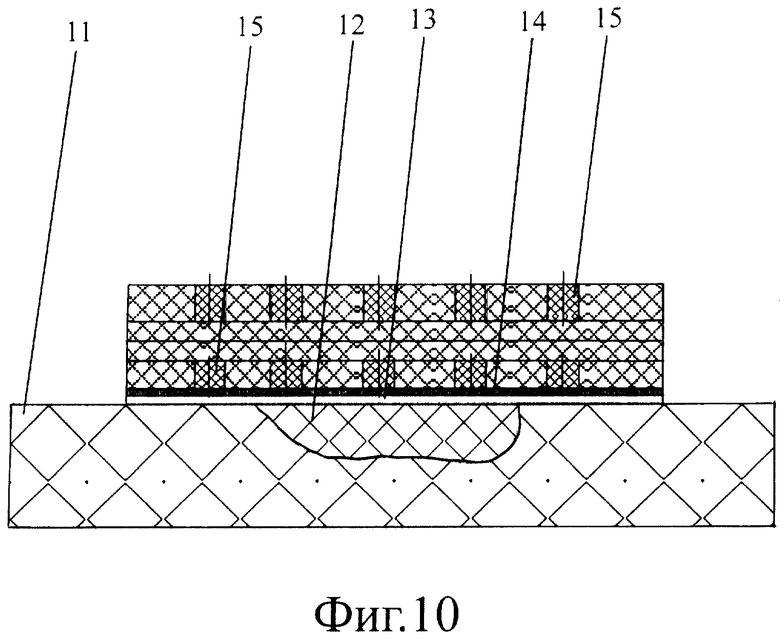
на фиг.9, 10 показаны продольные разрезы ремонтных упрочняющих конструкций замкнутого типа (бандажей) для восстановления дефектного трубопровода;
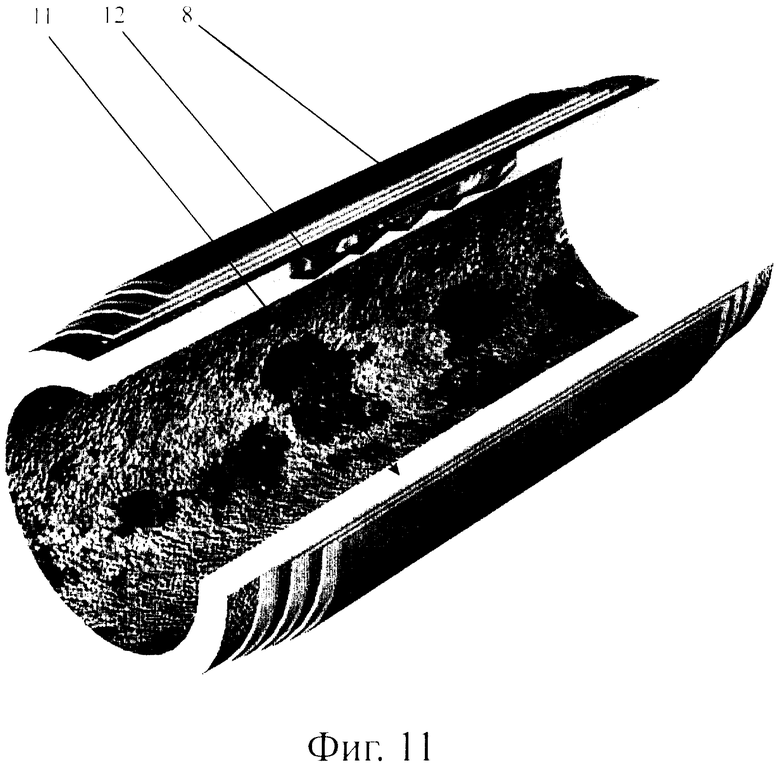
на фиг. 11 показан вариант упрочняющей ремонтной конструкции замкнутого типа (бандажа) из лент с плавно уменьшающейся шириной.
На чертежах обозначено: L - длина ленты, h - толщина ленты, s - ширина ленты, 1H и 1K - длины начального и конечного участков ленты.
Базовая конструкция бандажной ленты представляет полосу в виде спиральной пружины 1 (фиг. 1а). В продольном сечении лента представляет прямоугольник с высотой h и шириной s (фиг.16).
Высота h (толщина ленты) составляет 1,5-2 мм; ширина ленты s должна превышать длину дефекта не менее чем на 80 мм; развернутая лента спирали рассчитывается в зависимости от данных о трубопроводе и дефекте [5].
Лента содержит пропитанные полимерным связующим продольные и поперечные волокнистые материалы. Могут быть использованы стекло, органо- и другие волокна, а связующее на основе эпоксидных, полиэфирных и других смол. Продольные армирующие материалы выполняются из однонаправленных нитей, жгутов или тканей, усиленных по основе. Поперечные армирующие материалы формируются как из однонаправленных нитей или жгутов, так и из тканей.
Предел прочности продольного материала лент при растяжении равен или превосходит прочность бездефектной трубы. Соотношение пределов прочности ленты при растяжении вдоль нее и в перпендикулярном направлении равно соотношению действующих напряжений в бездефектном нагруженном внутренним давлением трубопроводе, например, для стальных труб это соотношение равно в основном 3:1.
Такое же соотношение главных напряжений и в упрочняющем бандаже, изготовленном из бандажной ленты. Например, при ремонте трубопровода из стали марки класса К-60 с пределом прочности 60 кг/мм2 предел прочности армирующей ленты по основе также составляет не менее 60 кг/мм, а по утку 20 кг/мм.
Упругость продольного материала ленты такова, что лента после разматывания возвращается к спиральной конфигурации с силой, превышающей ее вес.
Структура полимерного композитного материала бандажной ленты может представлять комбинацию продольно ориентированных нитей или жгутов 2, размещенных между слоями поперечного армирующего материала из ткани 3 (фиг.2). Возможна и структура, в которой продольный армирующий материал выполнен из ткани 2а, усиленной по основе, и размещен между слоями ткани 3 (фиг.3) или слоями из поперечно намотанных жгутов 4 (фиг.4).
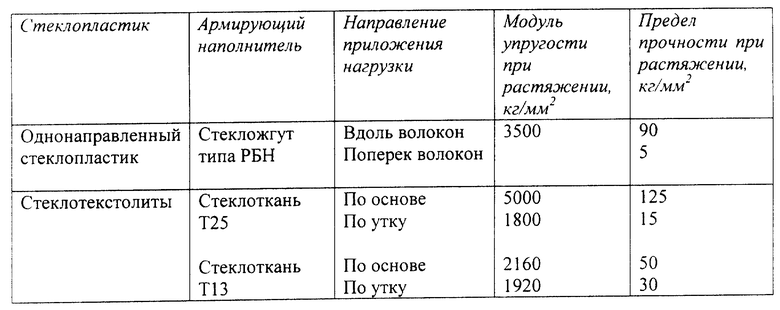
Например, в качестве продольного армирующего материала можно применить стекложгуты РБН 10, РБН 13, ленточный препрег из однонаправленных стекложгутов типа РБН, пропитанных эпоксидным связующим, усиленную по основе стеклоткань Т25. Для поперечного армирующего материала можно применить указанные выше жгуты и низкопрочные ткани, такие как Т13, Т10 и др. Комбинация указанных армирующих материалов позволяет получить полимерно-композитный материал с заданными свойствами в требуемых направлениях.
Предел прочности при растяжении комбинированного стеклопластика зависит от его структуры (n), которая характеризуется отношением толщины слоев стеклоткани к общей толщине стеклопластика. Математическая связь между структурой и пределом прочности при растяжении комбинированного стеклопластика описывается выражением:
σBK = σAMK-n(σAMK-σT0) (1)
σBOC = σAMO-n(σТУ-σAMO) (2)
где σB - пределы прочности при растяжении компонентов. Индексы ("AM") и ("Т") относятся к продольному армирующему материалу и ткани, индексы ("ОС") и ("К") - к осевому и кольцевому направлениям, а ("О") и ("У") - к основе и утку стеклоткани. Значения предела модуля упругости при растяжении можно получить по вышеуказанным формулам, заменив в них пределы прочности при растяжении на пределы модуля упругости компонентов.
Например, требуется спроектировать бандажную ленту толщиной dл=1,5 мм из комбинированного стеклопластика с пределом прочности ленты при растяжении вдоль нее σBK≥60 кг/мм2 и соотношением предела прочности ленты при растяжении вдоль нее и в перпендикулярном направлении 
Выбираем продольный армирующий материал стеклоткань Т25 и поперечный материал стеклоткань Т13.
Механические характеристики однонаправленного стеклопластика и стеклотекстолита из указанных материалов на основе эпоксидной смолы приведены в таблице.
Из формул (1) и (2) определяем структуру ленты "n".
n=0.61
Толщина слоев ткани Т13 dt=dл х n=0,9 мм.
Толщина одного слоя ткани Т13 и Т25 dст≈0,3 мм. Отсюда для изготовления ленты толщиной dл=1,5 мм с заданными физико-механическими характеристиками необходимо два слоя ткани Т25 и три слоя ткани Т13.
Уточненная структура n=0,6; σBK = 80 кг/мм2; σBOC = 24кг/мм2:
Если выбрать продольный армирующий материал - препрег из стекложгута типа РБН с массовой долей стекловолокна не менее 70% и поперечный - предварительно пропитанную стеклоткань Т13, то лента, отвечающая требуемым условиям по физико-механическим характеристикам должна быть выполнена из препрега толщиной, равной 0,6 мм, и трех слоев ткани Т13. При этом структура n= 0,6; σBK = 60 кг/мм2; σBOC = 20кг/мм2:
Конструкция бандажной ленты может иметь и другие частные выполнения. На фиг. 5 показана развертка ленты с постоянной шириной, например 400 мм. На начальном 5 и конечном 6 участках на расстоянии 10-15 см от концов этой ленты просверлены в шахматном порядке по пять отверстий 7 диаметром 10-15 мм. Длина развертки ленты L определяется с учетом показателя слойности К, рассчитанного в соответствии с методикой [5]
L=π х Dтp. x К,
где π = 3,14,
Dтp.- наружный диаметр трубопровода.
Лента может быть выполнена в виде полосы с уменьшающейся по ее длине шириной. Причем более широкий конец является началом первого витка спирали, укладываемого непосредственно на ремонтируемую трубу. Возможны несколько видов исполнения таких лент: с плавно уменьшающейся шириной 8, и состоящей из нескольких прямоугольных участков с уменьшающейся ступенчато шириной 9. На фиг.6 а, б показаны примеры разверток таких лент с изменяющейся от 400 мм до 200 мм шириной и с отверстиями на конечных участках.
На фиг.7а представлена развертка бандажной ленты, начальный 5 и конечный 6 участки которой плавно-переменной толщины. На чертеже обозначено:
1н, 1к - длины начального и конечного участков;
h - толщина ленты;
1н = π х Dтp. x n1,
1к = π х Dтp. х n2, где n1 и n2 - целое число (1, 2 и т.д.).
Конструкция бандажной ленты, исключающей отслаивание упрочняющего бандажа от трубопровода при уменьшении давления в магистрали, приведена на фиг. 8 Лента представляет одну из вышеописанных конструкций, с той лишь разницей, что начальный участок ленты, укладываемый непосредственно на ремонтируемую трубу, общей длиной, равной наружному периметру поперечного сечения трубопровода, выполнен с внутренней стороны из прочного эластичного композиционного материала 10.
Изготовление предлагаемых исполнений бандажной спиралевидной ленты может быть осуществлено известными способами, например, аналогично технологиям, приведенным в патенте США, выбранном за прототип [3], а также в патенте РФ 2151059 С1 [6] . На вращающуюся оправку наматывают армирующий материал из систем нитей, жгутов или тканей, пропитанных полимерным связующим, укладывают между витками ленты гибкий разделительный материал с антиадгезионными свойствами, например, из полипропиленовой пленки, совместно их термообрабатывают, далее механически обрабатывают заготовку на оправке и снимают заготовку с оправки. Диаметр оправки предварительно рассчитывается в зависимости от диаметра трубопровода в соответствии с рекомендациями указанных патентов. Окончательные размеры уточняются в процессе отработки технологии изготовления ленты.
При этом формирование ленты может осуществляться двумя известными способами намотки: "сухим" из предварительно пропитанных материалов (препрегов) и "мокрым", при котором пропитка армирующего материала связующим и намотка совмещены. Операции термообработки, мехобработки, съема заготовки с оправки и другие доводочные операции общие для всех видов технологических процессов изготовления предлагаемых лент с вышеописанными структурами (фиг.2,3,4).
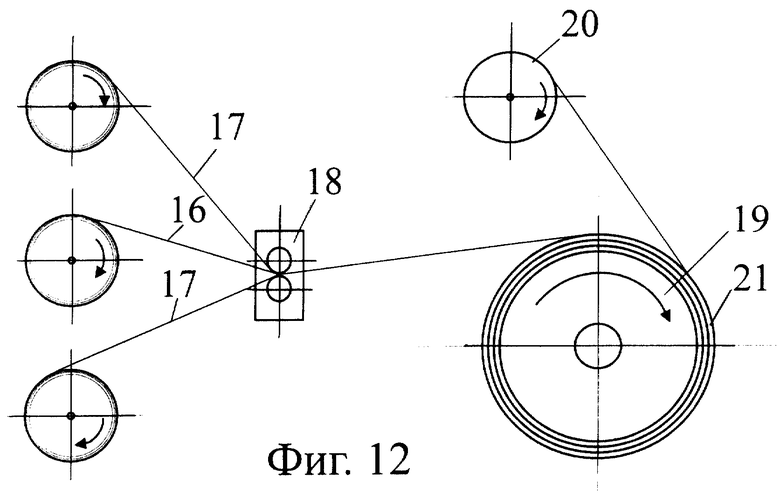
Например, при изготовлении бандажной ленты "сухим" способом (фиг.12) со структурой (фиг. 2) с применением стеклопрепрегов из жгутов 16, размещенных между слоями предварительно пропитанной ткани 17, расчетное количество препрега 16 и ткани 17 протягиваются между греющими валками 18, на которых происходит последовательное проплавление полимерного связующего с противоположных сторон пакетируемых слоев ленты, и наматываются на оправку 19 с укладкой между витками разделительного материала 20. Далее оправка 19 с заготовкой 21 подаются на дальнейшие операции.
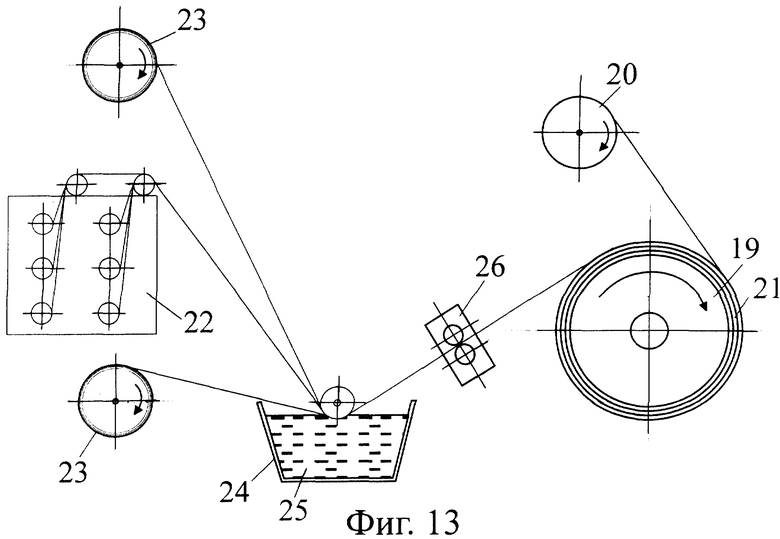
При изготовлении такой ленты из тех же армирующих материалов и полимерного связующего "мокрым" способом (фиг.13) расчетное количество жгутов, установленных на шпулярнике 22 и полотен ткани, намотанных на бобинах 23 протягиваются через пропиточную ванну 24, в которой на армирующий материал наносится связующее 25, далее отжимные ролики 26 для съема избытков связующего и калибровки толщины ленты и также наматываются на оправку 19 с укладкой между витками разделительного материала 20.
Схемы изготовления комбинированной бандажной ленты со структурой, приведенной на фиг. 3 и выполненной "сухим" и "мокрым" способами, аналогичны схемам, показанным на фиг. 12. Вместо бобины препрега из стекложгутов 16 (фиг. 12а) и шпулярника со стекложгутами 21 (фиг.12б) устанавливаются бобина с тканью Т25. Остальные фазы техпроцесса остаются теми же.
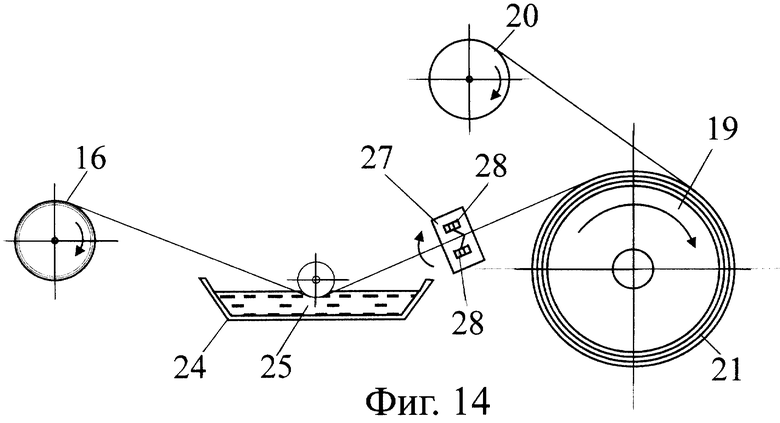
Схема формирования ленты со структурной, показанной на фиг.4, приведена на фиг.14.
Стеклянная ткань 16 протягивается через пропитанную ванну 24 со связующим 25, отжимное устройство 26, вертлюг 27 со жгутами 28 и наматывается на оправку 19. С помощью вертлюга 27 производится поперечное армирование ткани 16 сухими жгутами 28. Регулирование количества поперечного материала осуществляется за счет скоростей протяжки ткани и вращения вертлюга. Сухие жгуты пропитываются на оправке за счет избытка связующего в стеклоткани.
Придание ленте необходимой формы по ширине достигается, например, путем механической обработки заготовки после ее термообработки на оправке, сматывания с оправки с одновременным удалением разделительного антиадгезионного материала и перематывания без антиадгезионных прослоек в первоначальное состояние или с обратным расположением витков.
Изготовление бандажной ленты с начальным и конечным участками ступенчато переменной толщины возможно для лент, формируемых из предварительно-пропитанной ткани. Например, лента толщиной 1,5 мм изготавливается пакетированием шести полотен толщиной порядка 0,25 мм. Изготовление переменных по толщине участков ленты от 1/3 h до h (фиг.7б) достигается путем пакетирования и намотки на оправку полотен ткани переменной длины. Длина двух первых полотен равна длине ленты L, а начиная с третьего длина полотна уменьшается на величину  по сравнению с предыдущим. Также, начиная с третьего полотна, производится смешение его конца относительно конца предыдущего полотна на величину, равную
по сравнению с предыдущим. Также, начиная с третьего полотна, производится смешение его конца относительно конца предыдущего полотна на величину, равную 
Плавного изменения толщины начального и конечного участков ленты можно добиться путем механической обработки.
Изготовление бандажной ленты с начальным участком, состоящим из комбинации армирующего и эластичного материалов (фиг.8) ведется в следующей последовательности. Первая стадия технологического процесса намотки заготовки до достижения длины намотанного на оправку материала, равной длине ленты, уменьшенной на величину периметра поперечного сечения ремонтируемого трубопровода, осуществляется описанными выше способами. Затем до окончания намотки ленты необходимой длины дополнительно между внутренней стороной армирующего материала и разделительной пленкой укладывают одно или несколько полотен прочного эластичного композиционного материала 10, например резины на основе этиленпропиленовых, бутадиеннитрильных каучуков. Дальнейшие технологические операции такие же, как и при изготовлении других вариантов ленты.
Восстановление несущей способности дефектного участка нагруженного внутренним давлением трубопровода с помощью предлагаемых конструкций армирующих лент может осуществляться технологическими приемами, аналогичными приведенным, например, в патентах Российской федерации 2172886 [7], 2151059, 2108514 [8] и руководящем документе ВРД 39-1.10-013-2000 [5], с учетом предлагаемых конструкций, следующим образом (фиг.9).
Известными методами определяют прокорродированную аварийную зону трубопровода 11. В этой зоне трубопровод вскрывают, удаляют изоляцию, зачищают дефектную зону с выявлением места и характера дефектных полостей-раковин на наружной поверхности трубопровода. Дефектные полости заполняют отверждаемым заполняющим материалом 12 в неотвержденном деформируемом состоянии и наносят на поверхность трубы и заполняющий материал совместимый с ним адгезив 13, после чего на трубопровод в дефектной зоне приклеивают эластичную прокладку 14. Далее при использовании базового варианта армирующей ленты 1 (фиг.1) поверх прокладки наматывают необходимое количество слоев [5] армирующей ленты, нанося на наружнюю поверхность прокладки и между соседними витками обмотки отверждаемый адгезив 13. Затем заполняющий материал 12 и адгезив 13 отверждают.
Слой адгезива между поверхностью прокладки и первым витком ленты, а также между витками ленты не является обязательным (фиг.10). Например, при применении лент с отверстиями 7 на конечных участках (фиг.5) на эластичную прокладку 14 накладывают первый виток ленточной спирали 1, который закрепляется на прокладке от смещения, например, липкой лентой (скотчем). В отверстия 7 ленты на всю ее толщину заливают композитный материал 15, например, из рубленых стекловолокон и полимерного связующего. После отверждения композитного материала липкую ленту снимают и наматывают необходимое количество слоев бандажной ленты. Конечный участок ленты закрепляют на поверхности упрочняющего бандажа также путем заливки в отверстия композитного материала 15.
Описанные выше технологии могут также применяться и в случаях использования лент с уменьшающейся по их длине шириной (фиг.6) и лент с конечными участками переменной по их длине толщины (фиг.7). На фиг.11 приведен вариант ремонтной конструкции с упрочняющим бандажом из армирующей ленты с плавно уменьшающейся шириной по длине ленты (фиг.6а).
При изготовлении упрочняющего бандажа из армирующей ленты, начальный участок которой длиной, равной периметру ремонтируемого трубопровода с внутренней стороны, выполнен из прочного эластичного композиционного материала 10 (фиг. 8), технологический процесс укладки ленты на трубопровод несколько упрощается. После заполнения дефектной полости трубопровода 11 заполняющим материалом 12 и нанесения на поверхность трубы и заполняющего материала адгезива 13 накладывают на поверхность трубопровода начальный участок ленты с эластичным материалом 10, приклеивают его. Затем наматывают необходимое количество слоев ленты в соответствии с технологиями, описанными выше.
В заключение представляемого описания следует сказать, что конструкции бандажных лент для армирования дефектных участков трубопроводов, отвечающие изобретению, позволяют быстро и качественно восстанавливать несущую способность дефектных участков трубопроводов без остановки перекачки продукта неразрушающим, экологически чистым, взрыво-пожаробезопасным методом "холодной сварки".
Библиографические данные
1. А. Г. Камерштейн и др. Расчет трубопроводов на прочность (справочная книга), М.: Недра, 1969 г., стр.287.
2. Патент РФ 2066017, кл. МПК 6 F 16 L 55/18.
3. Патент США 4700752, кл. F 16 L 009/14 прототип.
4. Технические условия (ТУ 2296-152-05786904-99) "Стеклопластик гибкий анизотропный рулонированный (ГАРС)".
5. ВРД 39-1.10-013-2000 ОАО "Газпром", Москва, 2000 г.
6. Патент РФ 2151059, кл. МПК 7 В 29 С 43/22, 43/30.
7. Патент РФ 2172886 C1, кл. МПК 7 F 16 L 55/17.
8. Патент РФ 2108514 C1, кл. МПК 6 F 17 L 55/18.
Изобретение относится к строительству трубопроводного транспорта и предназначено для формирования на дефектном участке трубопровода упрочняющего бандажа, восстанавливающего до необходимой величины соотношение кольцевых и осевых напряжений в ремонтируемом трубопроводе, находящемся под внутренним давлением. Лента сформирована из продольных и поперечных армирующих материалов, пропитанных полимерным связующим и размещенных между наружными слоями из ткани или поперечных жгутов. Повышает надежность ремонтируемого трубопровода. 4 з.п.ф-лы, 1 табл., 15 ил.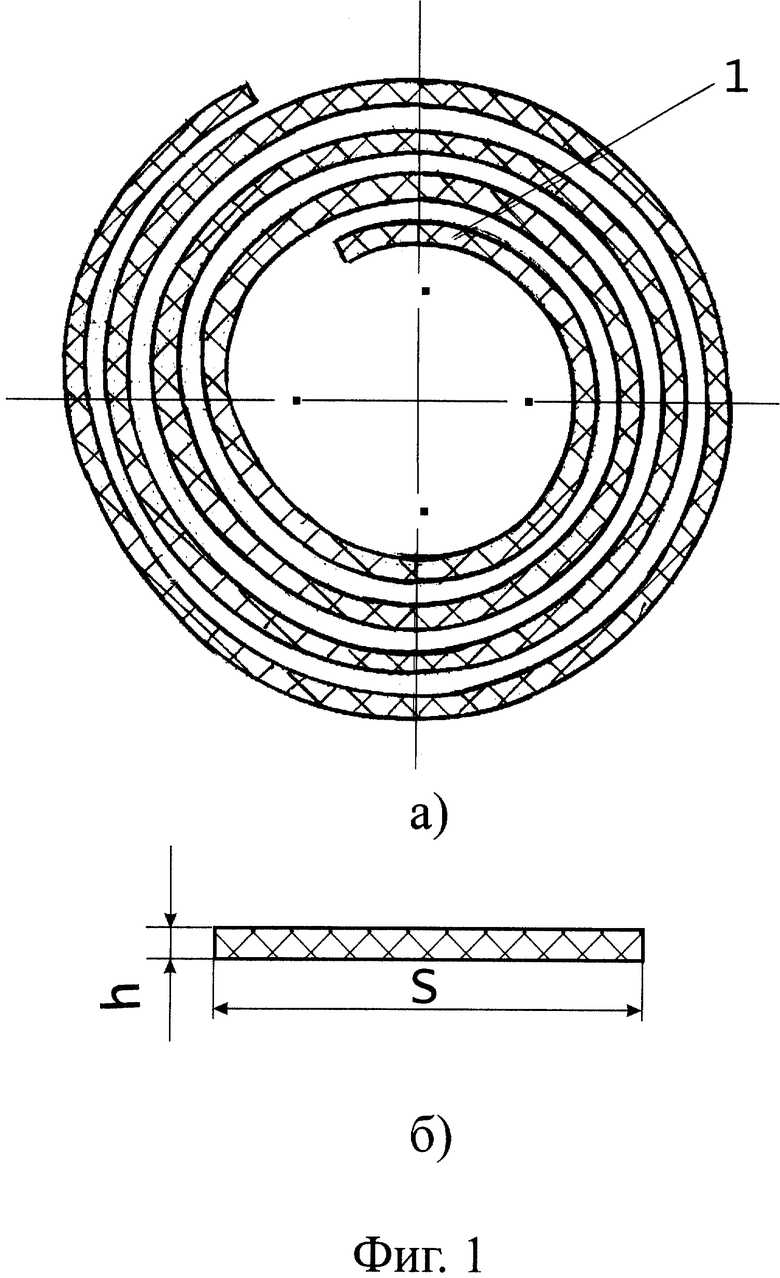
| МНОГОСЛОЙНАЯ ЗАЩИТА МЕСТНЫХ ТРЕЩИНООБРАЗНЫХ И КОРРОЗИОННЫХ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДА | 1999 |
|
RU2156398C1 |
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |
| US 4700752 A, 20.10.1987 | |||
| СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2000 |
|
RU2172886C1 |

