Изобретение относится к способу изготовления упругогибкой ленточной спирали из композиционных материалов и к устройству для ее изготовления, применяемой, в частности при ремонте магистральных трубопроводов, имеющих дефекты стенок в виде трещин и повреждения со стороны наружной поверхности от коррозии, в форме охватывающих их бандажных поясов, скрепленного по виткам и трубопроводом клеевой композицией.
К упругогибким ленточным спиралям из композиционных материалов предъявляются повышенные требования по повышению прочности и надежности ремонта трубопроводов, подлежащих защите мест повреждения поясами в виде бандажей из них. При решении вопросов надежной защиты трубопроводов возникает опасность их преждевременного разрушения, несмотря на предпринятые меры по принципиальной схеме усиления, качеству и надежности ремонта. Поэтому в ленточных спиралях из композиционных материалов вводят армирующие системы волокон, проходящих по спирали ленты, обеспечивая ими "эффект памяти формы", однако, способы изготовления таких спиралей являются сложными и трудоемкими, особенно на этапе их формообразования. Тенденция получения ленточной спирали из композиционного материала как можно большей прочности в окружном направлении бандажного пояса привела к тому, что в ленточных спиралях активно проявляются усадочные напряжения, которые приводят к растрескиванию ленточной спирали, что ослабляет прочность ремонтируемого участка трубопровода в аксиальном направлении и снижает его надежность. Введение перекрещивающихся волокон по отношению к волокнам спирального направления не решило задачу обеспечения повышенной прочностью самой ленты и ремонтируемого участка трубопровода из-за слабости и низкой прочности связи между ними, определяемой только прочностью клеевой композиции. Существующее оборудование не пригодно для изготовления упругогибкой ленточной спирали из композиционных материалов.
Известен способ изготовления упругогибкой ленточной спирали из композиционных материалов, заключающийся в намотке на оправку армирующего наполнителя из систем нитей, пропитанного полимерным связующим, с укладкой между витками ленты гибкого упругого материала с антиадгезионными свойствами. (Авторское свидетельство СССР N 280821, 3B 29 D 23/12, 1970).
Известен способ изготовления упругогибких спиралей из композиционных материалов путем намотки пропитанных волокон связующим на оправку в виде стекложгутов с последующим обжимом. (Авторское свидетельство СССР N 154662, 3B 29 D 23/12, 1963).
Известен способ изготовления подобных слоистых изделий посредством намотки на оправку стеклоткани, предварительно пропитанной связующим, и односторонним подогревом с помощью горячих валов. (Авторское свидетельство СССР N 168169, 3B 29 D 23/00, 1965).
Известен способ и устройство для изготовления упругогибкой ленточной спирали из композиционных материалов с пропиткой нитей непосредственно перед намоткой на оправку. (Патент США N 4700752, НКИ 138-172; 138-178, 1987).
Известно устройство для изготовления упругогибкой ленточной спирали из композиционных материалов, содержащее оправку, соединенную с приводом ее вращения, основной обогреваемый вал, перевальные валы и отпускные механизмы с поярусно расположенными бобинодержателями, установленными на основании. (Авторское свидетельство СССР N 226134, 3B 29 D 23/12, 1969).
Известно также устройство для формования длинномерных спиралей из слоистых композиционных материалов с использованием оправок и стальной ленты для отпускного и приемного механизмов с противоположных сторон относительно находящихся в контакте с материалом оправок. (Патент РФ N 2000941 по заявке N 5005032/05 (072780) с приоритетом от 16.10.91, B 29 C 43/30, B 29 D 9/00, 1993).
Наиболее близким аналогом способа изготовления упругогибкой ленточной спирали из композиционных материалов, выбранным в качестве прототипа, является способ по авторскому свидетельству СССР N 280821.
Наиболее близким аналогом устройства для изготовления упругогибкой ленточной спирали из композиционных материалов, выбранным в качестве прототипа, является устройство по авторскому свидетельству СССР N 226134.
Краткое описание изобретения
Основной задачей является создание ленточной спирали из композиционных материалов многослойной структуры с высокой степенью точности расположения армирующих нитей по слоям ленты, обладающей высокой конкурентной способностью по сравнению с ее рыночными аналогами.
Технический результат от использования изобретения заключается в повышении качества изготовления ленточной спирали, ее прочности, придания ленте по всей поверхности спирали упругогибких свойств без растрескивания ленты как при технологических операциях ее производства, так и при нанесении на ремонтируемый трубопровод, повышении надежности ремонта, эффективности производства и применения ленточной спирали.
Основная задача решена и технический результат достигнут за счет изменения операций способа формообразования многослойных витков спирали, выбора эффективного объемного соотношения армирующего наполнителя и полимерного связующего, его состава и режимов намотки и отверждения связующего, создания устройства, реализующего новую принципиальную схему формообразования спирали, наклонного расположения площадок, несущих бобины с рулонированным материалом, введения новых дополнительных элементов.
Для этого в способе изготовления упругогибкой ленточной спирали из композиционных материалов, заключающимся в намотке на оправку армирующего наполнителя из систем нитей, пропитанного полимерным связующим, с укладкой между витками ленты гибкого разделительного упругого материала с антиадгезионными свойствами, совместной их термообработкой, отверждении связующего, съеме с оправки и механической обработке под заданные размеры, намотку на оправку армирующего наполнителя, заранее пропитанного полимерным связующим, производят последовательным проплавлением полимерного связующего с противоположных сторон пакетируемых слоев ленточной спирали греющими валами при скорости движения армирующего материала от 0,007 до 0,03 м/сек, натяжении от 250 до 700 кгс, температуры разогрева связующего на греющих и подпрессовочных валках от 120oC до 150oC и углах их обхвата движущегося к оправке армирующего материала от 120oC до 150oC, а отверждение связующего ведут по режиму:
- подъем температуры до 100oC - 3 - 4 часа;
- подъем температуры от 100oC до 130oC - 2 - 2,5 часа;
- подъем температуры от 130oC до 160oC - 3 - 3,5 часа;
- выдержка при температуре 160oC - 6 - 6,5 часов;
- охлаждение до температуры 60oC - 5 - 6 часов,
причем армирующий наполнитель используют в виде ткани или тканей с соотношением нитей основы в направлении спирали и нитей утка поперек спирали от 1: 1 до 3:1 и полимерное связующее из эпоксидной смолы и фенолформальдегидного лака, соответственно - 70% и 30%, выдерживают в объемном соотношении от 1: 0,37 до 1: 0,57. После отверждения проводят операции по съему заготовки ленточной спирали с оправки, размотки ее витков с одновременным отслаиванием от их поверхностей разделительного антиадгезионного материала и перемотки витков ленточной спирали в первоначальное состояние или в направлении с обратным расположением витков.
По второму варианту в способе изготовления упругогибкой ленточной спирали из композиционных материалов, заключающемся в намотке на вращающуюся оправку армирующего наполнителя из систем нитей, пропитанных полимерным связующим, с укладкой между витками ленты гибкого разделительного материала с адгезионными свойствами, совместной их теплообработкой и съемом с оправки методами размотки, согласно изобретению, намотку на оправку пропитанного связующим армирующего наполнителя с образованием витков ленточной спирали производят одновременно с введением между витками спирали слоев, слоя из непропитанной ткани или лент с повышенными термоусадочными свойствами, при этом перед процессом намотки на оправку производят их одновременное пакетирование с проплавлением полимерного связующего с противоположных сторон пакетируемых слоев греющими валами при скорости движения армирующих наполнителей от 0,007 до 0,03 м/сек, натяжении 250 - 700 кгс и температуры разогрева на греющих валах от 120 до 150oC и углах охвата греющих валов движущегося к оправке наполнителя от 120 до 150oC, причем армирующий наполнитель используют в виде ткани или тканей с сатиновым, полотняным или саржевым переплетением нитей с соотношением нитей основы в направлении спирали и нитей утка поперек спирали от 1:1 до 3:1, в качестве полимерного связующего применяют композицию из эпоксидной смолы - 70% и фенолформальдегидного лака - 30% при объемном соотношении нитей ткани или тканей и полимерного связующего в материале спирали от 1:0,37 до 1:0,57, отверждение композиции ленточной спирали осуществляют в термокамере на оправке совместно с разделительными термоусадочными непропитанными тканными слоями по режиму:
- подъем температуры до 100oC - 3 - 4 часа;
- подъем температуры от 100oC до 130oC - 2 - 2,5 часа;
- подъем температуры от 130oC до 160oC - 3 - 3,5 часа;
- выдержка при температуре 160oC - 6 - 6,5 часов;
- охлаждение температуры до 60oC - 5 - 6 часов
с последующим проведением операций по съему заготовки ленточной спирали с оправки, размотки ее витков с одновременным отслаиванием от их поверхностей слоев, слоя непропитанной термоусадочной ткани с образованием на поверхностях витков ленточной поверхностной сетчатой перфорации и перемоткой витков ленточной спирали в первоначальное состояние или с обратным расположением витков.
Слой, слои из непропитанной ткани или лент производят из полиэфирной ткани или лент с повышенными термоусадочными свойствами.
Причем по первому и второму вариантам способа изготовления упруголенточной спирали после термообработки ленточную спираль на оправке механически обрабатывают со снятием глянца и образованием вырезов, пазов, отверстий и торцевых скосов с уменьшением ширины ленты от наименьшего радиуса кривизны к наибольшему, а затем сматывают с оправки с одновременным удалением разделительных антиадгезионных и/или термоусаживающихся прослоек, расположенных между витками ленточной спирали, и перематывают без антиадгезионных и/или термоусадочных прослоек в первоначальное состояние или с обратным расположением витков. В устройстве для изготовления упругогибкой ленточной спирали из композиционных материалов, содержащем оправку, соединенную с приводом ее вращения, основной обогревающий вал, перевальные валы и поярусно расположенные отпускные механизмы с бобинодержателями, установленными на основании, согласно изобретению основание отпускных механизмов с бобинодержателями снабжено несущими их параллельными площадками, выполненными с наклоном под острым углом, вершиной направленным к оправке, и дополнительным обогревающим валом, установленным между основным обогревающим валом и перевальными валами и расположенным над плоскостью, проходящей через основной греющий вал и верхний перевальный вал, или под плоскостью, проходящей через основной греющий вал и нижний перевальный вал. Под основным греющим валом и/или над ним установлены дополнительные отпускные механизмы с бобинодержателями для рулонов из разделительных материалов с антиадгезионными свойствами, например, фторопластовой пленки и/или термоусадочных полиэфирных непропитанных тканей, а основание отпускных механизмов дополнительно снабжено несущими поярусно расположенными площадками, установленными параллельно основным, и на которых также поярусно и/или ступенчато с возрастанием высоты в сравнении с основными бобинодержателями для тканного и/или ровенгового, предварительно пропитанного и подсушенного до состояния препрега рулонного наполнителя.
Изобретение представлено на чертежах, где
на фиг. 1 представлено устройство для изготовления упругогибкой ленточной спирали из композиционных материалов;
на фиг. 2 показан второй вариант конструктивного исполнения намоточного устройства для изготовления ленточной спирали;
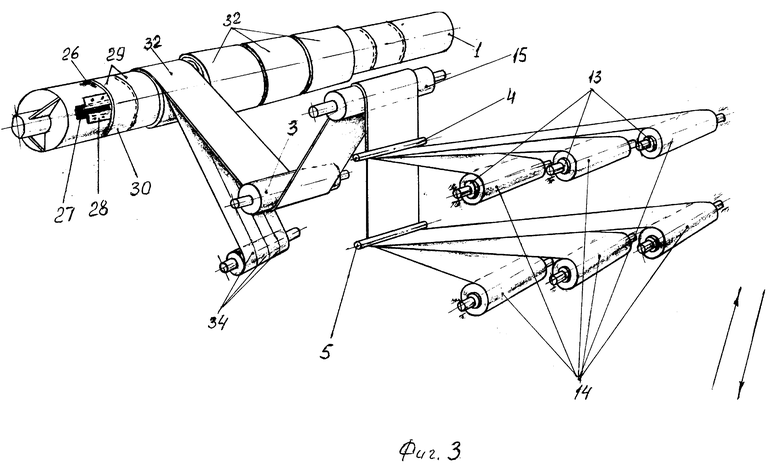
на фиг. 3 представлена компановка намоточного устройства для изготовления ленточной спирали с одним разделительным слоем из антиадгезионной фторопластовой пленки;
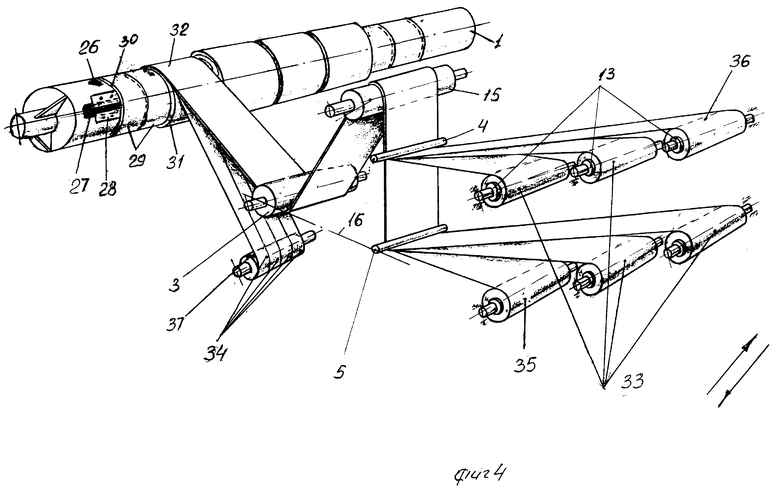
на фиг. 4 показана возможность использования в этой же компановке намоточного устройства для изготовления ленточной спирали дополнительных антиадгезионных разделительных слоев, обладающих повышенной термоусадкой;
на фиг. 5 дана принципиальная схема намотки ленточной спирали посредством заявляемых способа и устройства на начальном этапе ее формования;
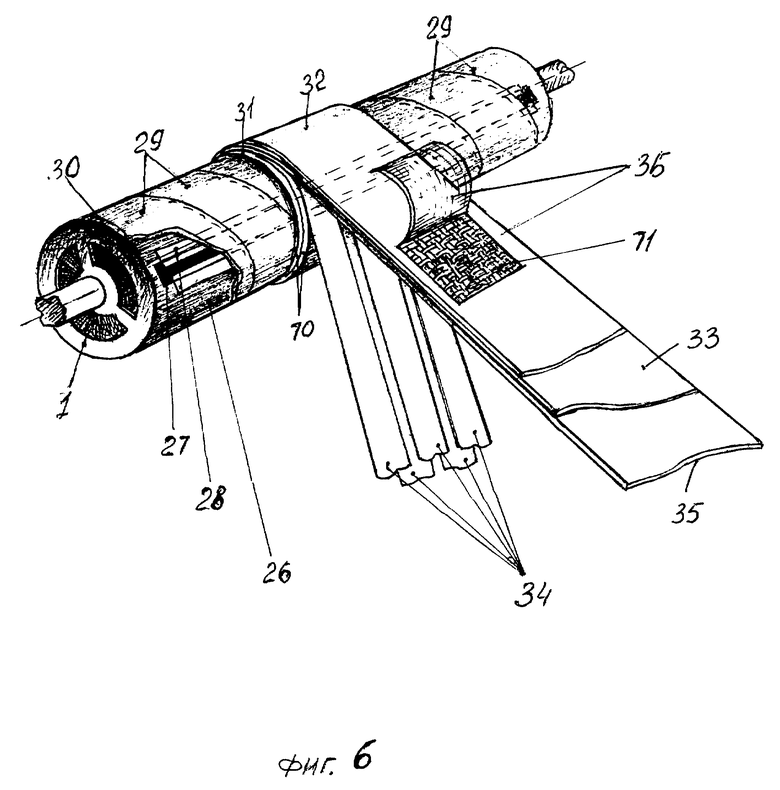
на фиг. 6 показан вид заготовки ленточной спирали с поверхностной сетчатой перфорацией, образующейся в случае применения дополнительных разделительных непропитанных тканных слоев с повышенной термоусадкой;
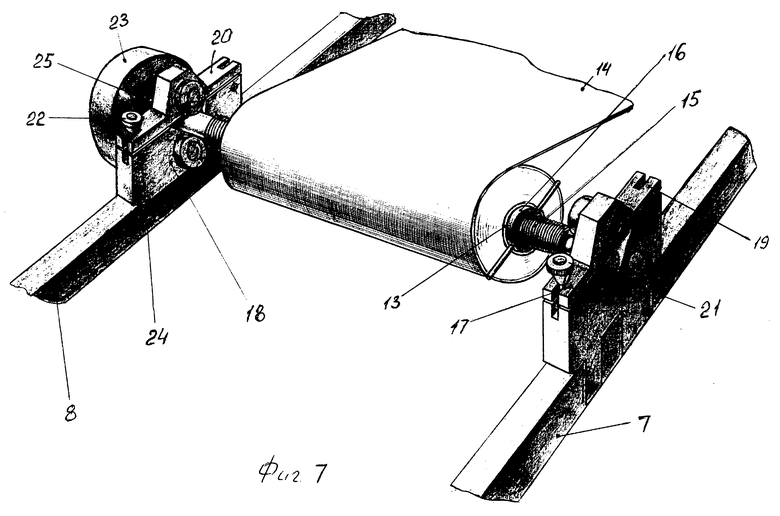
на фиг. 7 показана конструкция отпускного механизма с тормозным устройством, позволяющим обеспечивать расчетное натяжение полотен стеклотканей и разделительных слоев в процессе формования ленточной спирали;
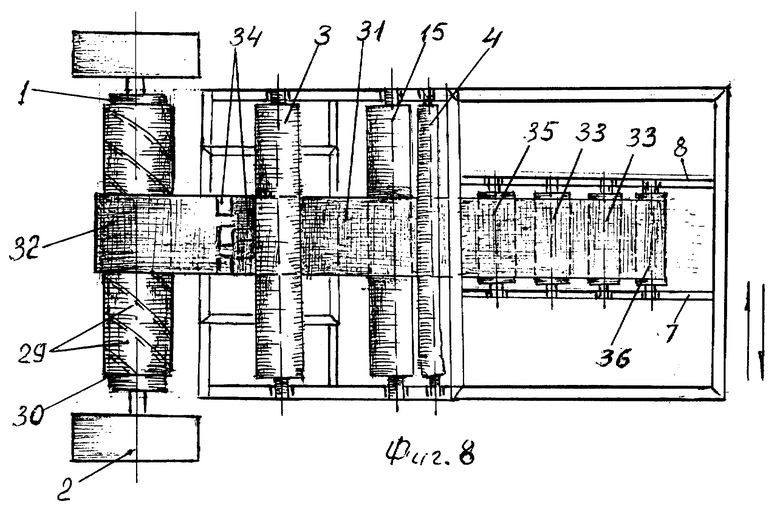
на фиг. 8 дан вид на намоточное устройство для изготовления ленточной спирали сверху;
на фиг. 9 показана схема расплава полимерного связующего спакетированных слоев стеклотканей заготовки ленточной спирали на дополнительном греющем вале 15;
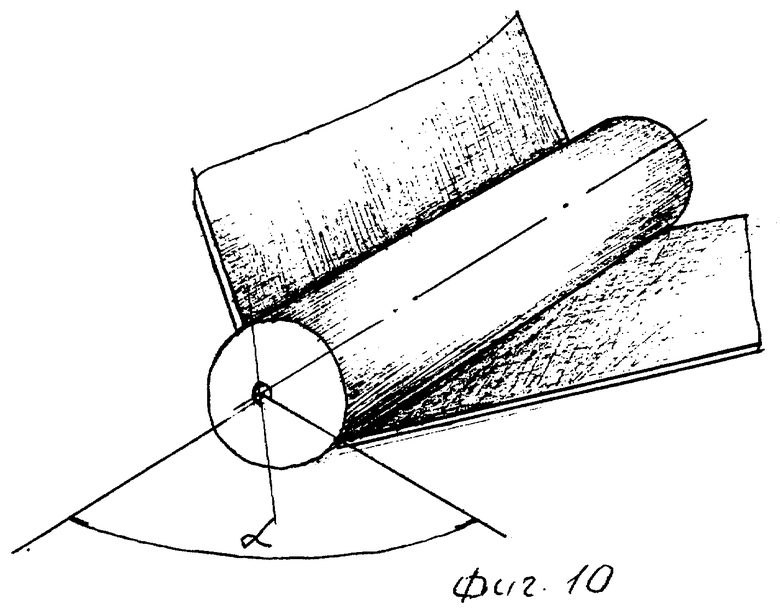
на фиг. 10 показана схема расплава полимерного связующего спакетированных слоев стеклопластиковой заготовки ленточной спирали на основном греющем вале с противоположной стороны заготовки ленточной спирали;
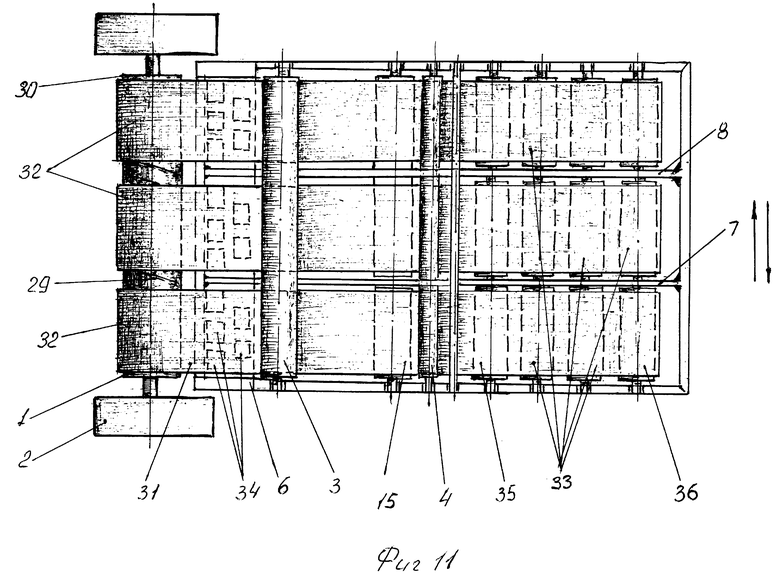
на фиг. 11 показан вид сверху на заявляемое устройство для изготовления ленточной спирали, где показана возможность формования предложенным устройством сразу нескольких ленточных спиралей, в том числе разных геометрических размеров, номенклатуры и неодинаковой степенью "упругой памяти";
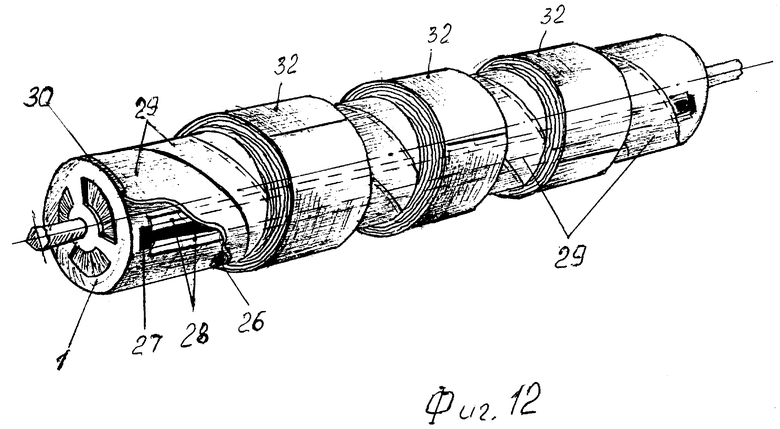
на фиг. 12 показан вид оправки с уже отформованными на ней посредством заявляемого способа изготовления и устройства для его осуществления упругогибких ленточных спиралей одинаковой номенклатуры;
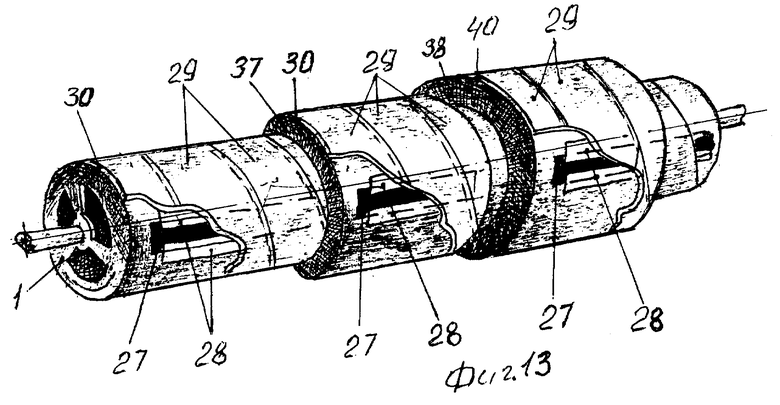
на фиг. 13 показан вид многоступенчатой конструкции оправки, на которой посредством заявляемых способа и устройства можно одновременно изготавливать партии ленточных спиралей практически неограниченной номенклатуры;
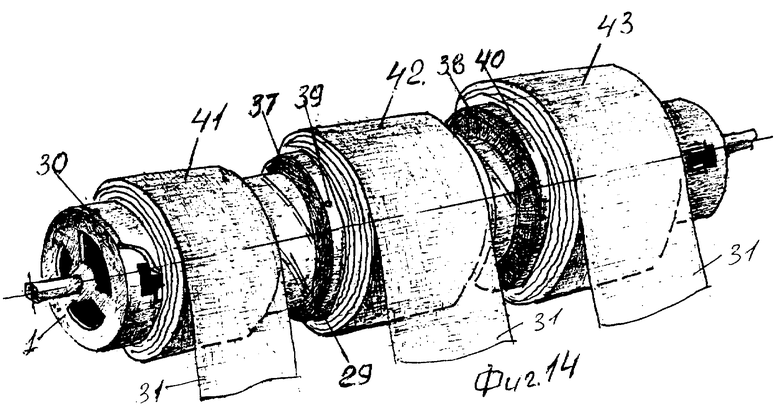
на фиг. 14 показано формообразование заготовок ленточных спиралей на ступенчатой оправке;
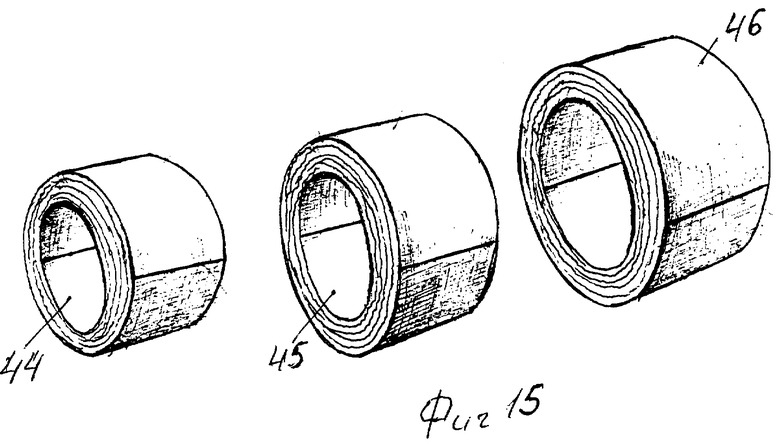
на фиг. 15 представлены виды заготовок ленточных спиралей, снятых со ступенчатой оправки;
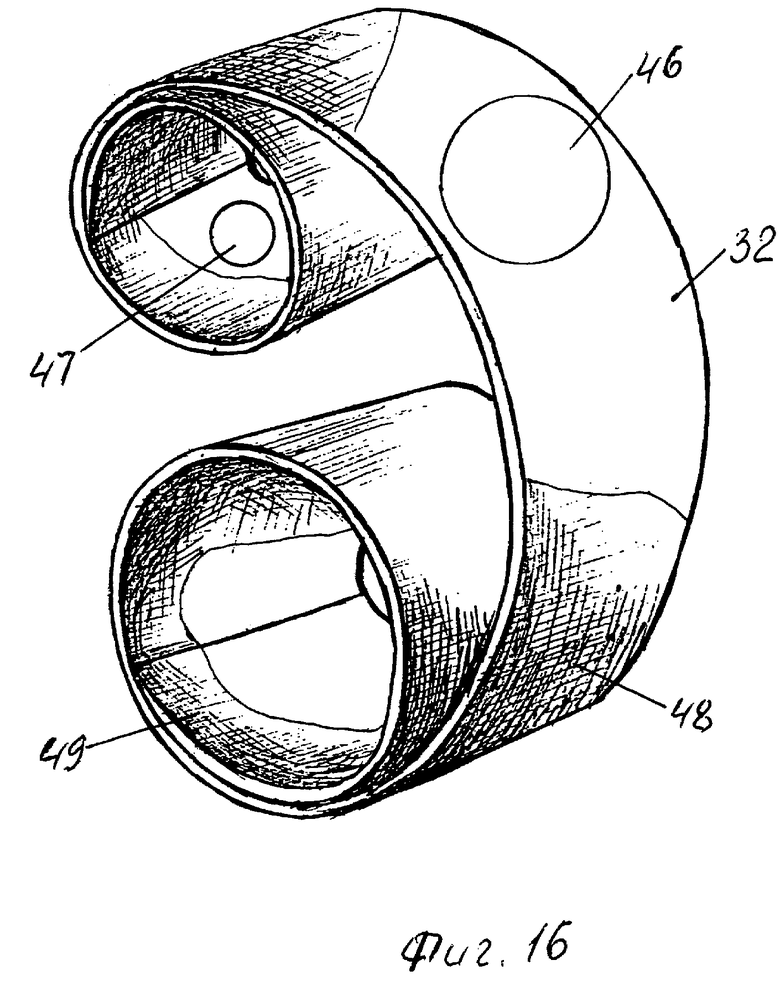
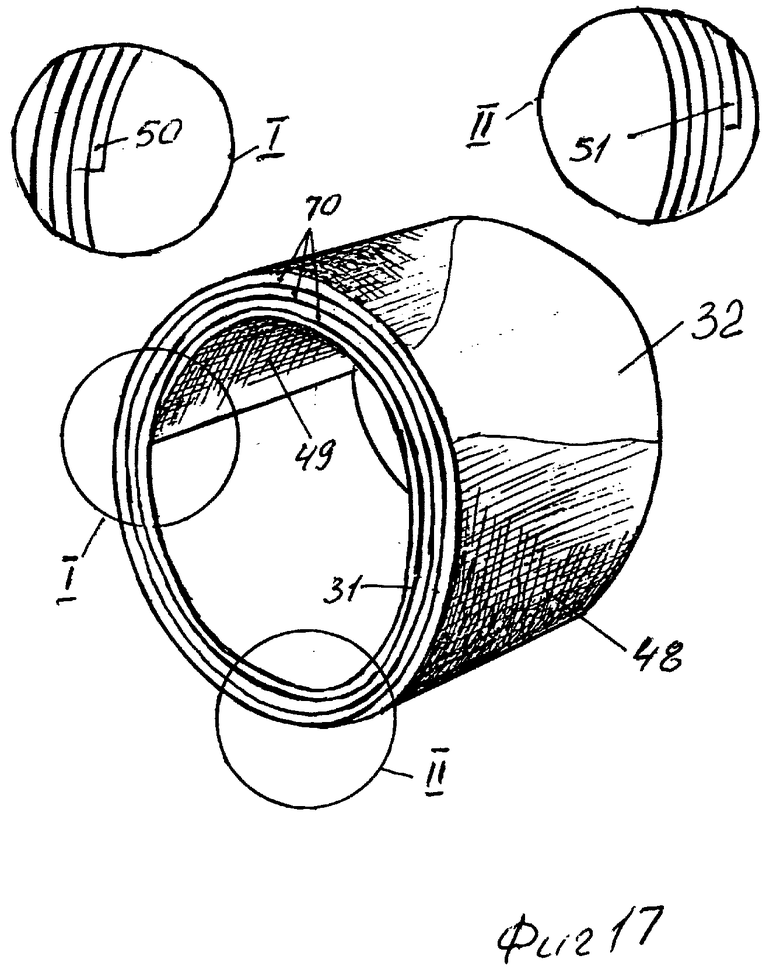
на фиг. 16 - 17 показаны ленточные спирали в полуразвернутом (фиг. 16) и транспортировочном (свернутом) состоянии (фиг. 17);
на фиг. 18 - I вар. 1 - 3 представлены варианты ленточных спиралей с разной структурой армирования;
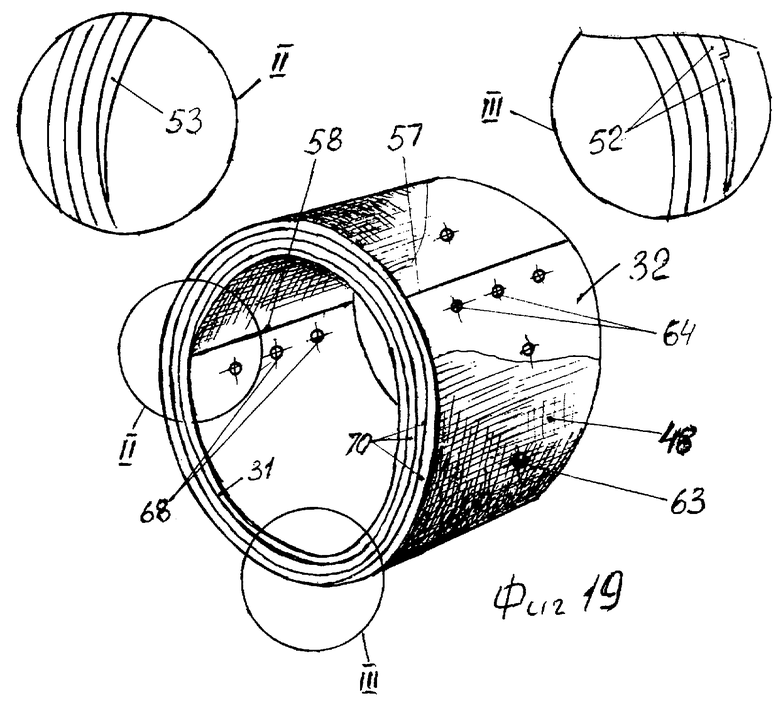
на фиг. 19 показаны варианты концевых хвостовиков ленточных спиралей;
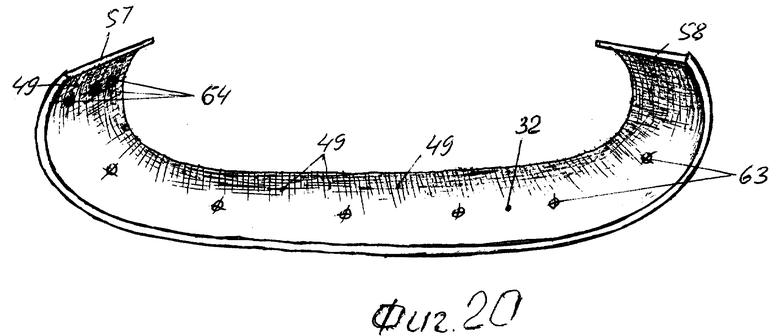
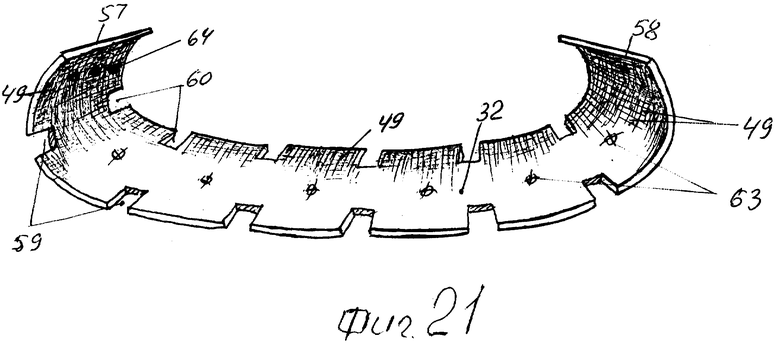
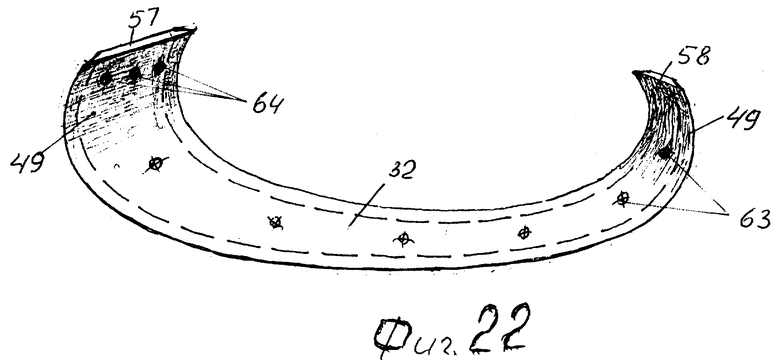
на фиг. 20 - 23 показаны варианты готовых ленточных спиралей в развернутом (размотанном) состоянии;
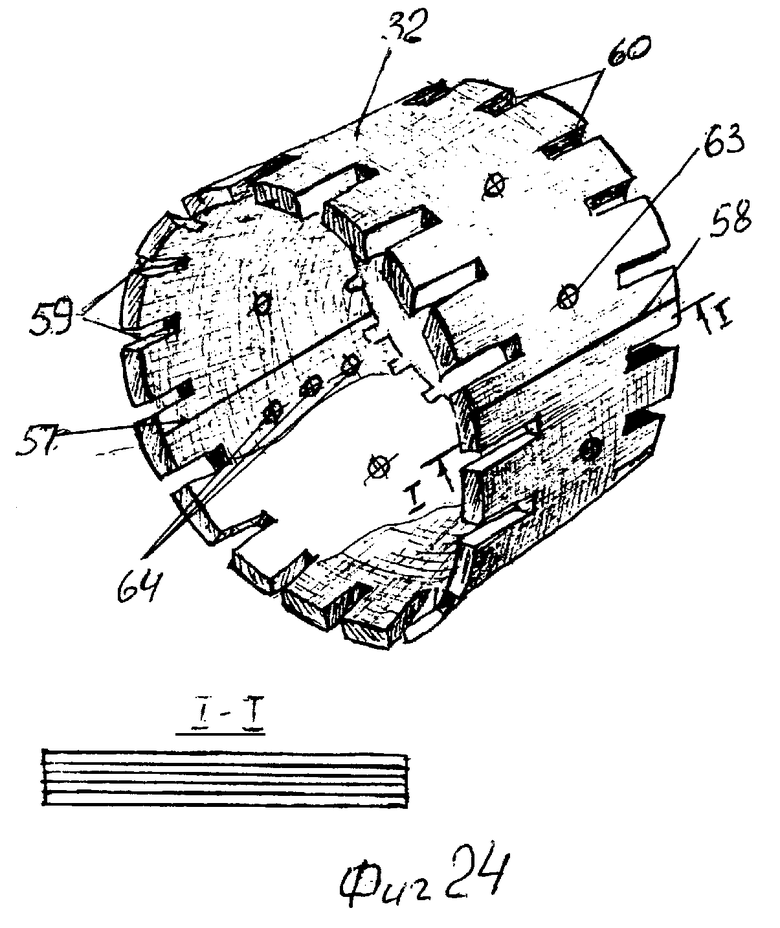
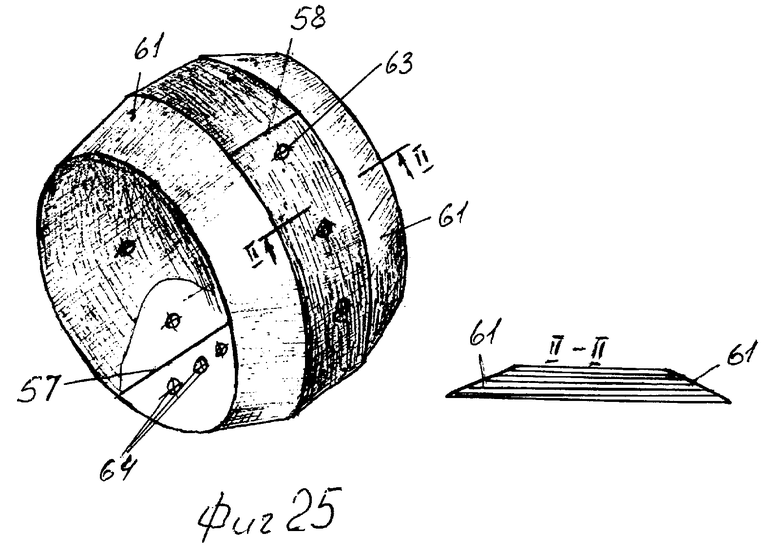
на фиг. 24 - 26 показаны другие возможные варианты ленточных спиралей из композиционных материалов, предназначенные для ремонта дефектных участков трубопроводов;
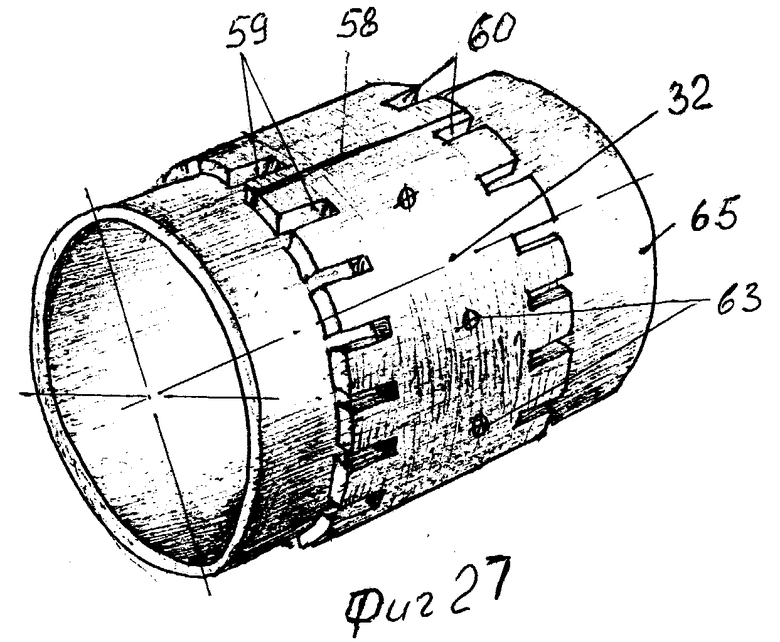
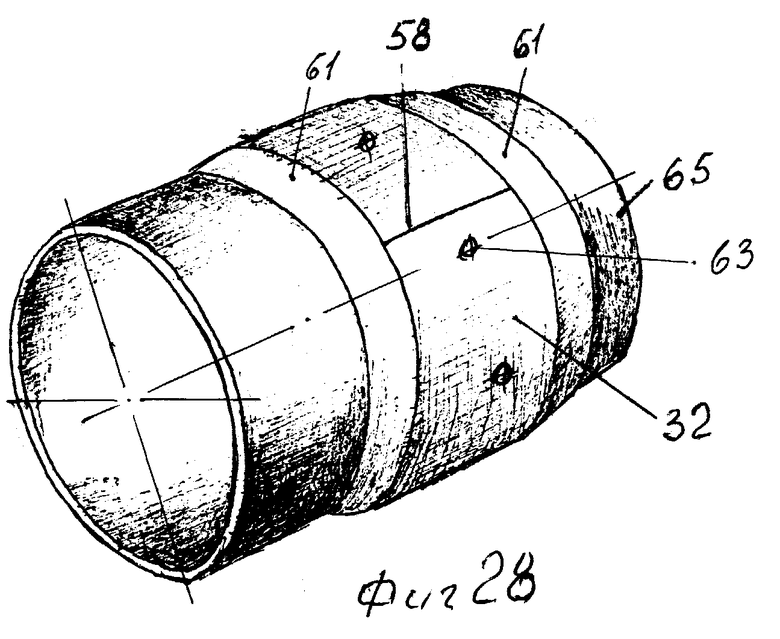
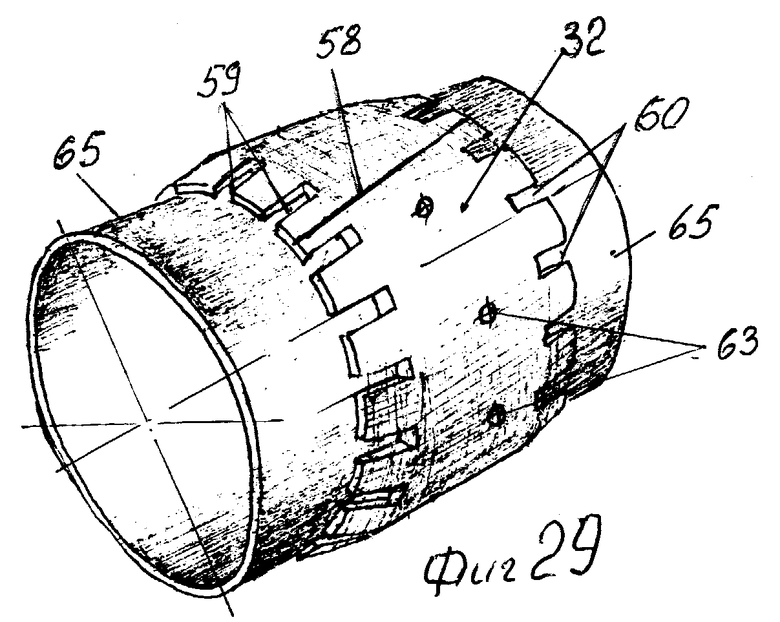
на фиг. 27 - 29 показаны эти же варианты ленточных спиралей с расположением непосредственно на дефектных поверхностях трубопроводов (в виде многослойных защит их дефектных поверхностей);
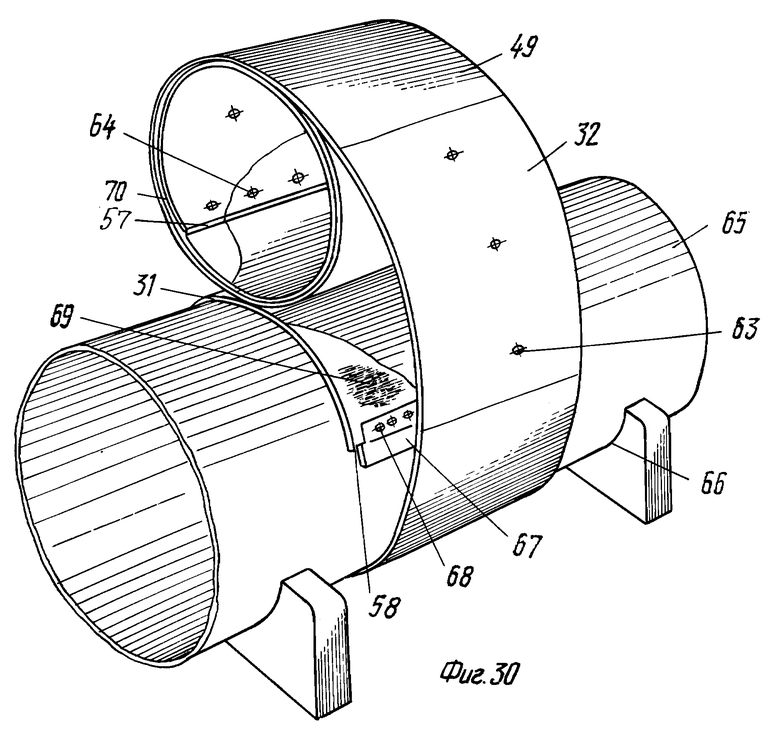
на фиг. 30 показан вариант применения ленточной спирали из композиционных материалов в момент ее закрепления на дефектной поверхности трубопровода липкой лентой;
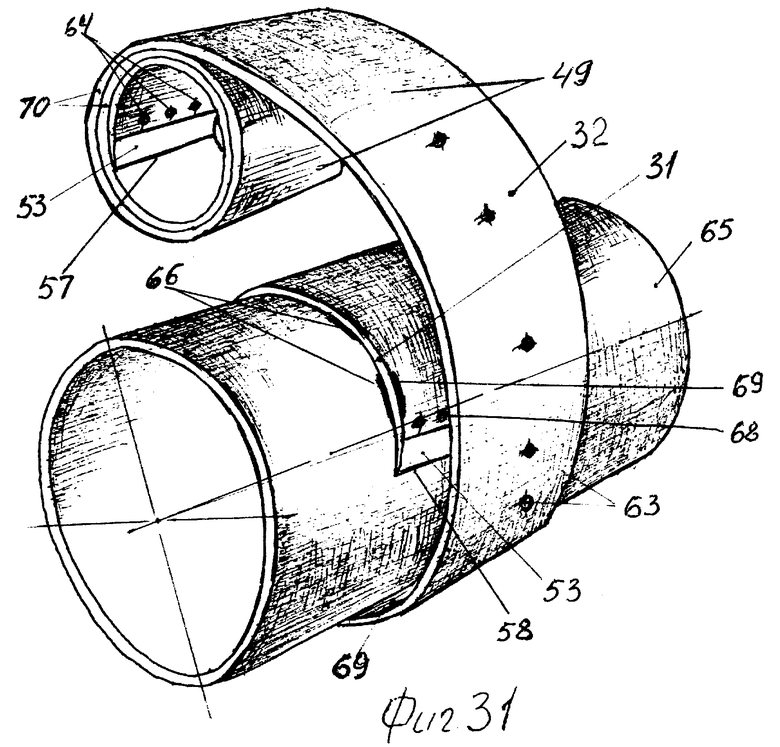
на фиг. 31 показан момент фиксации первого витка ленточной спирали на трубопроводе вторым ее витком (с уже снятой гибкой лентой);
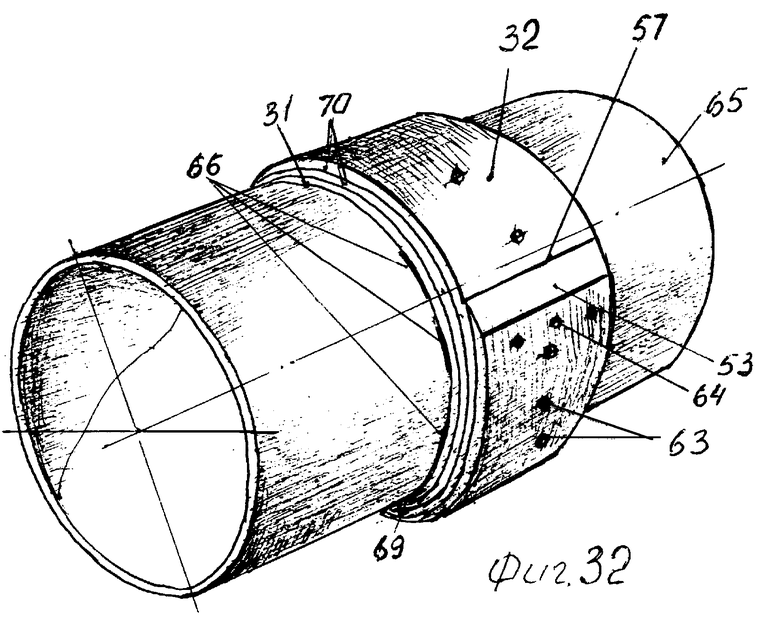
на фиг. 32 показан вид отремонтированного посредством ленточной спирали дефектного участка трубопровода с образованной из нее многослойной защитой в виде жесткого бандажного кольца;
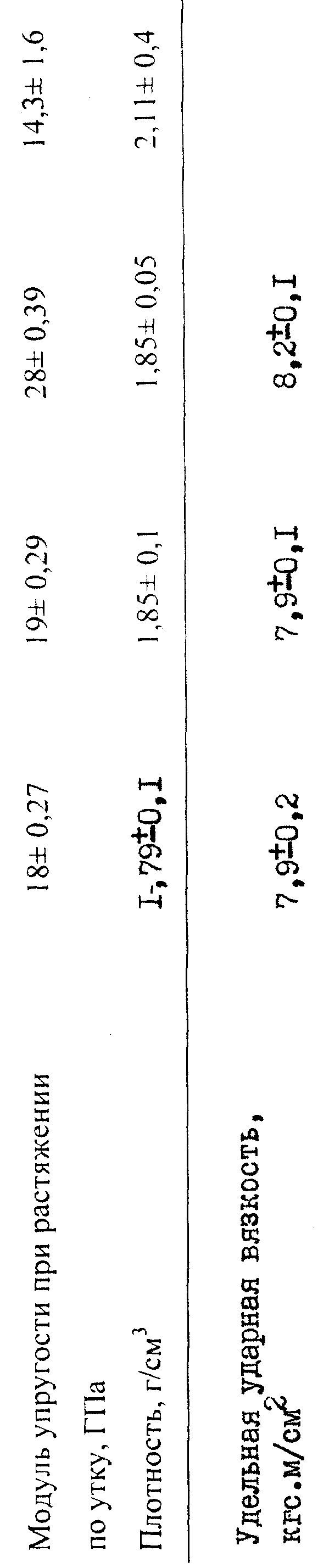
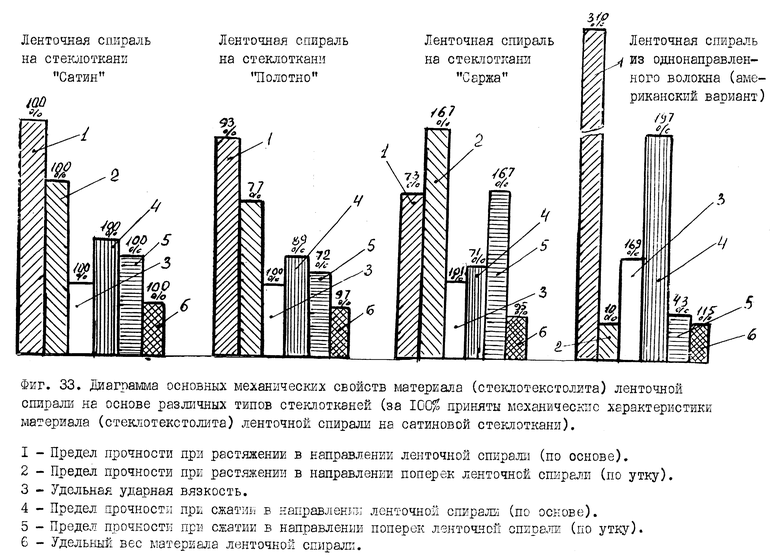
на фиг. 33 показана диаграмма основных механических свойств материала упругогибкой ленточной спирали.
Устройство для изготовления упругогибкой ленточной спирали из композиционных материалов (фиг. 1 - 2, 7) содержит оправку 1, соединенную с приводом ее вращения 2, основной обогреваемый вал 3, перевальные валы 4 - 5, жесткую площадку 6, имеющую возможность свободно перемещаться относительно продольной оси оправки и/или находиться относительно ее в неподвижном, закрепленном состоянии. Основание 6 снабжено площадками 7 - 8, жестко закрепленными с ним посредством рамных конструкций 9 - 10 и болтовых соединений. Площадки 7 - 8 по отношению друг к другу устанавливают параллельно, но выставляют по отношению к основанию и оправке с наклоном под острым углом 11 с вершиной 12, направленной к оправке. На площадках 7 - 8 монтируют отпускные механизмы (фиг. 1 - 2, 7), предназначенные для закрепления в них бобин 13 с рулонным тканным стеклопластиковым наполнителем 14, заранее пропитанным и подсушенным в пропиточных установках до состояния препрега.
Бобины 13 с рулонами стеклоткани устанавливают на резьбовом валу 15 отпускного механизма и фиксируют от смещения резьбовой гайкой 16. В свою очередь вал 15 вместе с подшипниками устанавливают на опорах 17 - 18 и фиксируют его от смещения накладками 19 - 20 и резьбовыми соединениями 21 - 22. На один из концов вала 15 одевается барабан 23, жестко скрепляемый с опорой 18 болтовыми соединениями 24. С барабаном 23 жестко связаны тормозные колодки 26, посредством которых осуществляется торможение вращения вала 15; за счет торможения вращения вала осуществляется регулировка натяжения стеклопластикового тканного наполнителя 14 (фиг. 7).
Порядок осуществления способа изготовления ленточной спирали и функционирования устройства для его реализации, осуществляется следующим образом.
Вначале определяют наружный диаметр оправки 1, на которой в дальнейшем будет осуществляться формование заготовки ленточной спирали методами намотки. Этот размер определяется расчетным путем из соображений возможности укладки витков ленточной спирали на наружную дефектную поверхность трубопровода без зазоров. Определяется наружный диаметр оправки 1 для формообразования ленточной спирали по параметру наматываемости, определяемому из соотношения K = d/D = 0,28 - 0,68 (см. табл. 1), где d (мм) - требуемый диаметр оправки, а D (мм) - наружный диаметр дефектной поверхности трубопровода. Для больших диаметров трубопровода (в диапазоне от 1000 до 1500 мм) параметр K = 0,25 - 0,4, для средних размеров трубопроводов (в диапазоне от 500 до 1000 мм) параметр K = 0,35 - 0,6, для малых размеров трубопроводов (в диапазоне от 200 до 500 мм) параметр K = 0,45 - 0,7.
После выбора оправки по геометрическим размерам ведется ее подготовка к формованию на ней заготовок ленточной спирали. Для этого наружная поверхность оправки зачищается, обезжиривается и покрывается антиадгезионной смазкой 26 (см. фиг. 3 - 6). На антиадгезионную смазку по образующей оправки устанавливают технологическую гибкую стальную или стеклопластиковую ленту 27 толщиной от 0,1 до 1,5 мм и закрепляют ее на наружной поверхности оправки без провисания, например, липкими лентами 28 типа скотча. Подготовленную таким образом оправку 1 устанавливают в намоточное устройство (см. фиг. 1, 2) и подключают к приводу ее вращения 2.
Параллельно с подготовкой к намотке оправки 1 ведется установка на отпускных механизмах намоточного устройства бобин 13 с рулонным предварительно пропитанным и подсушенным стеклопластиковым тканным наполнителем 14 (фиг. 1 - 3), размотка их концов с пропусканием через перевальные валы 4 - 5 и обогревающие валы 15 и 3 и закрепление на наружной поверхности оправки. После закрепления концов рулонного тканного наполнителя на оправке включают вращение оправки и одновременно с вращением оправки (синхронно) включают поперечную подачу движения основания 6 и таким образом осуществляют намотку слоев 29 с формообразованием технологической оболочки 30, до расчетного размера, который и определяет точный наружный диаметральный размер оправки и размер внутренней поверхности первого витка ленточной спирали.
Основное предназначение технологической оболочки 30 - обеспечение получения более точных размеров первого 31 и всех последующих витков 70 ленточной спирали. Дополнительное предназначение технологической оболочки 30 - обеспечение более надежного закрепления на ней, например, посредством липкой ленты (скотча) всех концов полотен тканей 33 (фиг. 4), используемых уже непосредственно для изготовления ленточной спирали из композиционных материалов, и всех концов из антиадгезионных, например, фторопластовых пленок 34, применяемых для разделения поверхностей витков ленточной спирали.
Примечание. Одновременное закрепление и удержание всех концов полотен стеклотканей 33, используемых уже непосредственно при формовании ленточной спирали, и всех концов полотен 34 (лент) из антиадгезионного материала, используемых для разделения поверхностей витков ленточной спирали, непосредственно к смазанным поверхностям 26 оправки 1 невозможно осуществить чисто по техническим причинам - их к смазке 26 оправки просто нельзя приклеить.
Третье предназначение технологической оболочки 30 - предотвращение механических повреждений внутренней поверхности первого витка ленточной спирали и наружной поверхности оправки при снятии с нее методами размотки витков ленточной спирали. Предназначение гибкой ленты 27 - предотвращение механических повреждений наружной поверхности оправки при снятии с нее слоев 29 технологической оболочки 30.
Далее следует комплекс технологических операций по формообразованию ленточной спирали из композиционных материалов в соответствии с предложенным способом. Все используемые при формовании технологической оболочки 30 полотна стеклотканей 14 отрезаются (фиг. 3), бобины с недоиспользованными полотнами стеклотканей снимают, а вместо них (фиг. 4) устанавливают другие катушки аналогичного конструктивного исполнения с заранее намотанными на них предварительно пропитанными и подсушенными до состояния препрега армирующими наполнителями 33, 35 - 36 с полотняным, сатиновым или саржевым переплетением нитей.
Концы наполнителей 33, 35 - 36 также как и при формовании технологической оболочки 30 заправляют на оправку 1 через перевальные валы 4 - 5 и обогревающие валы 15 и 3 (фиг. 4) и закрепляют на оправке, например, посредством концов полотен 14 технологической оболочки 30, липкой лентой (скотчем) и/или клеевой массой. Одновременно с этим под концы наполнителей 33, 35 - 36 непосредственно на поверхность технологической оболочки 30 (фиг. 4) закрепляют и слои разделительного антиадгезионного материала 34, например из фторопластовой пленки, подаваемого непосредственно в зону формования ленточной спирали с катушки 37. Процессы заправки концов армирующих наполнителей 33, 34 - 36 и антиадгезионной пленки 37 ведут при малых скоростях вращения оправки без натяжения полотен армирующего наполнителя и при отключенном обогреве греющих валов 3 и 15. По мере закрепления концов 33 - 36 на оправке 1 (полное закрепление концов на оправки достигается за один оборот оправки), включают обогрев валов 3 и 15 и осуществляют регулировку натяжения всех полотен армирующего наполнителя посредством тормозных колодок 25 (фиг. 7).
На обогревающих валах 3 и 15 создают необходимые температурные поля, достаточные для проплавления полимерного связующего, которым пропитаны стеклоткани. Параметры намотки заготовки ленточной спирали регламентируются, они зависят: от геометрических размеров ленточной спирали (ее внутреннего диаметра, ширины, толщины витков ленточной спирали, их количества и т.д.), и от видов используемых при изготовлении ленточной спирали армирующих наполнителей и связывающих их материалов, и от предъявляемых технических требований к уже готовым изделиям (по прочности, упругости, теплостойкости, "упругой памяти" и т.д.).
В табл. 2 приведены основные технологические параметры формования методами намотки упругогибких ленточных спиралей из композиционных материалов для стеклонаполнителей (стеклотканей) с полотняным, сатиновым и саржевым переплетением нитей с толщинами ленточных спиралей от 0,2 до 3 мм и числом слоев намотки стеклотканей в каждом витке ленты от 2 до 10.
Приведенные в табл. 2 технологические режимы намотки (формообразования) упругогибкой ленточной спирали предпочтительны для ленточных спиралей конечной длины от шести до сорока метров и только для многослойных спиралей, состоящих из двух-десяти слоев слоистого материала, где каждый слой этого материала имеет определенную структуру переплетения нитей - а именно: состоит из двух систем переплетенных нитей в виде ткани с расположением нитей утка в аксиальном направлении, спирали, а нитей основы - в ее спиральном направлении при объемном соотношении нитей основы и утка от 1:1 до 3:1 и каждый слой ленточной спирали выполнен в объемном соотношении переплетенных нитей и полимерного связующего от 1:0,37 до 1:0,57, а само полимерное связующее в свою очередь образовано в виде композиции: эпоксидной смолы - 70% и фенольноформальдегидного лака - 30%. В случаях формования упругогибких ленточных спиралей других геометрических размеров и из других материалов (с другими соотношениями армирующих волокон, нитей и связующих), эти режимы формования должны быть скорректированы.
Способ изготовления упругогибких ленточных спиралей осуществляется следующим образом: включается привод 2 оправки 1 и производится на нее последовательная намотка спакетированных слоев ткани 33, 35 - 36, находящихся под натяжением. Поскольку рулоны ткани установлены поярусно на наклонных площадках 7 - 8 (см. фиг. 1 - 4), то каждая последующая лента ткани, проходящая над предыдущей, не пересекаясь с ней, подается соответственно по группам на нижний и верхний перевальные валы 4 - 5, а с них - на дополнительный обогреваемый вал 15, а после него - на основной обогревающий вал 3, а на конечном этапе наматывается одновременно несколькими слоями 33, 35 - 36 (от двух до десяти в пакете) вместе с разделительными слоями 34 из материала с антиадгезионными свойствами на оправку 1 в количестве витков, необходимых для получения ленточной спирали. На поверхностях дополнительного и основного обогревающих валах 15, 3 создается температура 150 ± 10oC, соответствующая и достаточная для расплавления связующего из эпоксидной смолы - 70% и фенольноформальдегидного лака - 30%, для вышеприведенных скоростей движения спакетированных слоев стеклотканей 33, 35 - 36 к оправке 1 (фиг. 1, 2, 4).
Основной обогревающий вал 3 обеспечивает проплавление связующего всей нижней части слоев 33 и 35 спакетированных слоев ленточной спирали (всего нижнего яруса).
Дополнительный обогревающий вал 15 обеспечивает проплавление связующего всей верхней части спакетированных слоев 35 и 36 ленточной спирали (всего верхнего яруса).
Схема проплавления связующего, реализованная в устройстве, обеспечивает полное проплавление связующего во всех спакетированных слоях 33, 35 - 36 ленточной спирали. Пакет слоев стеклотканей, проходящий основной обогревающий вал 3 может дополнительно уплотняться пластиной 38, имеющей округленную кромку (фиг. 1), либо валиком 39 (фиг. 2), установленным над греющим валом 3 и движущимися слоями 33, 35 - 36 ленточной спирали.
Для повышения "упругой памяти" витков ленточной спирали все слои 33, 35 - 36 ленточной спирали могут дополнительно сдавливаться и за счет применения дополнительных непропитанных тканных слоев, обладающих повышенной термоусадкой. В частности, для этих целей могут быть использованы непропитанные полиэфирные (лавсановые) ткани. Они могут быть использованы как для подпрессовки всей заготовки ленточной спирали (после формования всех витков ленточной спирали), так и для дополнительной подпрессовки каждого витка ленточной спирали.
В первом варианте подпрессовки вся заготовка ленточной спирали после ее формования заматывается дополнительными непропитанными тканными слоями, обладающими повышенной термоусадкой, а затем уже вместе с ними, разделительной пленкой и оправкой подвергается термообработке по режиму отверждения связующего ленточной спирали с последующей отмоткой наружных термоусадочных слоев и размоткой витков ленточной спирали с отделением разделительной антиадгезионной, например, фторопластовой пленки.
Во-втором варианте, по мнению авторов данного изобретения, более технологичным и экономически более целесообразным, а потому и предпочтительным, на наружные поверхностные слои заготовки ленточной спирали в процессе их пакетирования и преобразования в винтовую спираль вводят дополнительные непропитанные тканные полотна, например, из полиэфирной ткани, обладающие повышенной термоусадкой, а затем уже вместе с ними, разделительной фторопластовой пленкой и оправкой осуществляют термообработку заготовки ленточной спирали с последующей ее размоткой с оправки и отделением разделительной (фторопластовой) пленки и термоусаживающихся (полиэфирных) слоев.
Термообработку заготовки ленточной спирали (и в первом варианте - наружной подпрессовке термоусадочными тканями, и во втором варианте - с послойной подпрессовкой витков ленточной спирали) ведут по следующему режиму:
- подъем температуры до 100oC - 3 - 4 часа;
- подъем температуры от 100oC до 130oC - 2 - 2,5 часа:
- подъем температуры от 130oC до 160oC - 3 - 3,5 часа:
- выдержка при температуре 160oC - 6 - 6,5 часа;
- охлаждение до температуры 60oC - 5 - 6 часов.
Второй вариант подпрессовки витков ленточной спирали термоусадочными непропитанными тканями очень эффективно вписывается в основную технологическую схему формообразования ленточной спирали, являющуюся базовой для предложенных способа изготовления упругогибкой ленточной спирали и устройства, для его реализации.
Второй вариант подпрессовки витков ленточной спирали в соответствии с предложенным способом осуществляется следующим образом (фиг. 1, 2, 4): катушки (бобины) с пропитанным тканным наполнителем 35 и 36 заменяются на аналогичные, но содержащие непропитанные тканные материалы, обладающие большой термоусадкой.
Все концы наполнителей (и с пропитанных, основных тканей - в данном варианте идущих только с рулонов 33), и с непропитанных термоусадочных - в данном варианте поступающих с рулонов 35 и 36) также пропускают через перевальные валы 4 - 5 и обогреваемые валы 3 и 15 и закрепляют на технологической оболочке 30, находящейся на оправке 1.
Далее весь цикл формования и термообработки ленточной спирали полностью повторяет ранее описанный способ изготовления ленточной спирали с той лишь разницей, что в этом варианте не обязательно применение основных разделительных слоев 34 из фторопластовой пленки - термоусадочные слои 35 и 36 в этом случае могут выполнять три самостоятельные функции - и разделительные (посредством этих слоев легко отделяются поверхности витков ленточной спирали друг от друга при размотке), и подпрессовочные (за счет термоусадки повышаются прочностные и упругие свойства ленточной спирали), в том числе и "упругая память" ее витков), и подготовительные - за счет применения термоусаживающихся слоев после их отмотки исключается необходимость снятия глянца с внешних поверхностей ленточной спирали, они имеют сетчатую перфорацию (фиг. 6), которая при преобразовании ленточной спирали в многослойную защиту дефектных зон трубопровода повышает их прочностные и эксплуатационные характеристики.
Таким образом, в заявляемом способе изготовления упругогибкой ленточной спирали из композиционных материалов и устройстве для его реализации решаются как бы два близким по замыслу, но существенно отличающихся по техническому исполнению решения.
В первом варианте получают упругогибкую ленточную спираль из композиционных материалов только с применением антиадгезионной разделительной, например, фторопластовой пленки.
В этом варианте упругогибкая ленточная спираль имеет достаточно высокие физико-механические характеристики (см. табл. 3), получаемая таким образом ленточная спираль имеет глянцевые поверхности.
Во втором варианте способа получают упругогибкую ленточную спираль из композиционных материалов с применением непропитанных, например, полиэфирных тканей, обладающих высокой термоусадкой.
В этом варианте упругогибкая ленточная спираль имеет и достаточно высокие физико-механические характеристики и более высокие технологические показатели.
Она имеет более высокую "упругую память", легче наматывается (наносится) на дефектные поверхности трубопровода и фактически не требует проведения подготовительных работ (механической обработки по снятию глянца, зачистке, обезжириванию и т.д.).
Кроме того, во втором варианте способа получают ленточную спираль с перфорированной сетчатой структурой на поверхностях витков ленточной спирали, что позволяет получать из нее многослойную защиту дефектной зоны трубопровода с более высокой трансверсальной (отрывной) прочностью клеевых швов, а следовательно, и с более высокой их эксплуатационной надежностью. Однако конструкции ленточной спирали, получаемые но второму варианту способа, имеют более высокую стоимость (за счет большей трудоемкости изготовления и большего расхода термоусадочных тканей).
В соответствии с предложенными способом изготовления и устройством для его реализации могут быть изготовлены упругогибкие ленточные спирали из композиционных материалов с различными физико-механическими и теплофизическими характеристиками (см. табл. 3).
Они могут иметь различные структуры (фиг. 18, вар. 1 - 3), различные геометрические размеры и форму (фиг. 19, 24 - 26), различную "упругую память", различные технологические, эксплуатационные и иные характеристики.
В частности, в соответствии с предложенными техническими решениями на одной и той же оправке и при одних и тех же режимах термообработки может быть изготовлено сразу несколько типов ленточных спиралей из композиционных материалов различного класса и назначения.
Предложенный способ и устройство позволяют получать на одной оправке конструкции ленточных спиралей как последовательно, с остановкой и переналадкой устройства для изготовления ленточных спиралей различных геометрических размеров и формы, так и одновременно: сразу целой партии (фиг. 8 - 12). На фиг. 1 - 4, 8 - 14 показано как это осуществляется посредством заявляемых технических решений.
Вначале на оправку 1 (фиг. 3, 8) любыми известными способами ведут намотку слоев 29 технологической оболочки 30 до требуемого расчетного размера. Для этого все катушки 13 с закрепленными на них связующим стеклопластиковыми тканными наполнителями 14 раздвигают на всю длину оправки таким образом, чтобы при наслаивании на оправку 1 наполнители 14 покрывали всю поверхность оправки с нахлестом стыков в 10 - 30 мм. Затем, после образования слоев 29 технологической оболочки 30 концы стеклопластиковых наполнителей 14 обрезают, катушки 13 снимают, а вместо них устанавливают другие катушки с другими армирующими наполнителями 33, 35 - 36, например, пропитанными связующим стеклотканями; все катушки размещают на отпускных механизмах намоточного устройства поярусно, одна над другой (см. фиг. 1 - 2, 4, 8 и 11), пропускают концы армирующих наполнителей через перевалочные 4 - 5 и греющие валы 3, 15 и заправляют на наружной поверхности технологической оболочки 30 совместно с разделительными антиадгезионными полотнами (или лентами) 34, например, из фторопластовой пленки, заправляемыми в зону формования заготовки ленточной спирали непосредственно под слои полотен армирующих наполнителей 33, 35 - 36 и осуществляют формование первого 31, а затем всех последующих витков 70 ленточной спирали 32.
На фиг. 4, 8 - 10, 12 показано, как осуществляется на одной оправке изготовление одной ленточной спирали из композиционного материала одного типоразмера. На фиг. 11, 13 - 15 показано, как можно осуществлять на одной оправке изготовление ленточных спиралей из композиционных материалов разного типоразмера при последовательном и параллельном процессах их формообразования. Осуществляется это следующим образом: вначале из слоев стеклотканного материала 33, 35 - 36, пропитанным связующим составом, посредством перевальных 4 - 5 и обогреваемых валов 3 и 15 (фиг. 1 - 2, 4, 8, 11) ведут пакетирование слоев 33, 35 - 36 с проплавлением их связующей массы с противоположных сторон пакетируемой ленты 31 (фиг. 1 - 2, 4, 9 - 10). Затем уже спакетированные слои 31 заматывают на технологическую оболочку 30 совместно с разделительными антиадгезионными полотнами или лентами 34 с образованием из них заготовки 32 ленточной спирали.
При этом на фиг. 1 - 2, 4, 8 поясняется как осуществляется формование заготовок ленточной спирали 32 на одной оправке при последовательном цикле изготовления. Вначале на оправке ведется формование одной заготовки 32 ленточной спирали, затем, после образования расчетной длины ее витков, концы стеклопластикового наполнителя 33, 35 - 36 и антиадгезионной пленки 34 отрезают, производят перемещение площадки намоточного устройства вдоль оправки на расчетное расстояние L, снова по ранее описанному методу заправляют концы стеклопластикового наполнителя 33, 35 - 36 и концы антиадгезионной пленки 34 на технологическую оболочку 30 и осуществляют формование следующей заготовки ленточной спирали, затем эти процессы многоразово повторяют до получения на оправке большого числа заготовок 32 ленточной спирали (фиг. 12). Далее вся находящаяся на оправку партия заготовок ленточных спиралей поступает на термообработку в термокамеру, где по вышеописанному режиму производится их термообработка, а затем и их съем с оправки методами размотки с отделением от поверхностей витков ленточной спирали антиадгезионной пленки. Далее таким же образом осуществляется изготовление заготовок ленточных спиралей следующей партии и т.д.
Посредством заявляемого способа можно на одной оправке одновременно производить формование целой партии заготовок ленточных спиралей 32.
На фиг. 4 и 11 поясняется, как это может осуществляться в производственных условиях посредством заявляемого намоточного устройства. Основной отличительной особенностью заявляемого намоточного устройства является то, что в его компоновке на основание 6 и (или его раме) можно размешать несколько ярусов не связанных между собой отпускных механизмов с катушками с армирующими наполнителями 33, 35 - 36 и антиадгезионными разделительными пленками 34 (фиг. 11). За счет многоярусной компановки отпускных механизмов и катушек с разделительными пленками возможно одновременное изготовление на одной оправке 1 целой партии и даже партий заготовок ленточных спиралей различной структуры и геометрической формы.
В случае использования оправок ступенчатой формы (фиг. 13 - 15), например, за счет подмотки на цилиндрическую поверхность технологической оболочки 30 ступенчатых утолщений 37 - 38, предложенные технические решения (способ и устройство) позволяют значительно расширить номенклатуру из ленточных спиралей. На ступенчатой оправке, представленной на фиг. 13, допустимо и последовательное и параллельное изготовление ленточных спиралей.
Осуществляется это следующим образом (фиг. 13 - 15): вначале на оправку 1 на всей ее длине с нахлестом слоев 10 - 30 мм известными методами наматывают стеклопластиковые слои 29, образуя из них основную технологическую оболочку 30 (фиг. 13). Затем уже на наружную поверхность технологической оболочки 30 подматывают стеклопластиковые утолщения 37 - 38. На эти утолщения 37 - 38 известными методами подматывают дополнительные технологические оболочки 39 - 40. Основное технологическое утолщение 30 и дополнительные 39 - 40 являются базовыми. На них в дальнейшем в соответствии с предложенными техническими решениями и осуществляется последовательное (со смещением во времени) или параллельное (одновременное) формование заготовок ленточных спиралей 41 - 43 (фиг. 14) разных геометрических размеров и структуры с последующей их одновременной термообработкой в термокамере совместно с оправкой (фиг. 12) по режиму отверждения применяющейся связующей массы и размоткой уже готовых изделий 44 - 46 (фиг. 15). При этом на каждой из технологических оболочек 30, 39 - 40 (фиг. 13) ступенчатой оправки в соответствии с предложенными техническими решениями возможно изготовление (формование) методами намотки по нескольку штук заготовок ленточных спиралей различной структуры и геометрических размеров.
На фиг. 16 показана заготовка ленточной спирали 32 в полуразвернутом виде (только что смотанная с оправки). Наружные и внутренние поверхности 46 - 47 этой заготовки имеют достаточно высокий глянец. Такие поверхности при их склеивании клеевой массой будут иметь невысокую прочность на отрыв (трансверсальную прочность) и, следовательно, получаемая из такой заготовки ленточной спирали многослойная защита для дефектной зоны трубопровода будет иметь невысокие эксплуатационные характеристики.
Для повышения прочности склейки поверхностей ленточной спирали ее глянцевые поверхности 46 - 47 перед склеиванием на дефектной зоне трубопровода и образованием многослойной защиты должны быть механически и/или химически обработаны до придания поверхностям ленточной спирали матового цвета. Снятие глянцевости у поверхностей ленточной спирали может осуществляться: обработкой поверхностей 46 - 47 абразивным кругом, наждачной бумагой, дробью и/или химическими реактивами.
Механическую обработку поверхностей ленточной спирали ведут до образования шероховатости поверхностей Rz = 40 - 50, химическую обработку поверхностей ведут до появления на поверхностях витков ленточной спирали сетчатой перфорации 48 - 49 (фиг. 16 - 19). Как правило, химическое протравливание наружных поверхностей ленточной спирали (или их механическая обработка) ведется на заготовках, находящихся в полуразвернутом (фиг. 16) или полностью развернутом (фиг. 20 - 23) состояниях.
Затем обработанная вышеприведенными способами заготовка ленточной спирали сворачивается в рабочее (свернутое) состояние (фиг. 19) и в таком виде поступает на хранение в складское помещение или транспортируется непосредственно к месту проведения ремонтно-восстановительных работ трубопровода. Наружные и/или внутренние хвостовики ленточных спиралей 32 могут быть выполнены со ступенями 50 - 52 (фиг. 17, I, II; фиг. 19, III) или с плавными эллиптическими или сферическими переходами 53 (фиг. 19, II). В одних случаях (при ступенчатом выполнении хвостовиков) это делается для удобства и сокращения времени проведения ремонтно-восстановительных работ на трубопроводе, в других (при плавных переходах хвостовиков) - для уменьшения местной толщины клеевых швов и повышения трансверсальной прочности многослойной защиты.
На фиг. 18, I, вар. 1 - 3 показаны варианты структурного исполнения ленточных спиралей, используемых для многослойной защиты дефектных зон трубопровода. На фиг. 18, I, вар. 1 представлена структура стеклоткани с сатиновым переплетением нитей, на фиг. 18, I, вар. 2 представлена структура стеклоткани с полотняным переплетением нитей, на фиг. 18, I, вар. 3 представлена структура стеклоткани с саржевым переплетением нитей. На фиг. 18, I. вар. 1 - 3 представлены: позиция 54 - волокна (нити) основы, позиция 55 - волокна (нити) утка, 56 - полимерная композиционная матрица.
В предложенном способе изготовления упругогибкой ленточной спирали из композиционных материалов предполагается использование предварительно пропитанных и подсушенных стеклотканей до состояния "препрега" стеклотканей сатинового (фиг. 18, I, вар. 1), полотняного (фиг. 18, I, вар. 2) и саржевого (фиг. 18, I, вар. 3) переплетения двух систем нитей.
Ткани сатинового переплетения могут быть четырех, шести и восьми ремизными, то есть нить основы может проходить над 4, 6 или 8 нитями утка. С увеличением количества ремизов увеличивается участок непрогнутой нити, вследствии чего прочность ее понижается в меньшей степени и механические свойства материала ленточной спирали улучшаются (см. табл. 3).
В тканях полотняного переплетения нити основы и утка взаимно переплетены (фиг. 18, I, вар. 2), прочность их в направлении спирали несколько ниже стеклотканей сатинового переплетения; зато они имеют более высокую гибкость, более технологичны и, следовательно, более эффективны при проведении ремонтно-восстановительных работ на дефектных поверхностях трубопроводов (они просто лучше укладываются на дефектные поверхности трубопровода без зазоров между поверхностями витков, тем самым повышая отрывную трансверсальную прочность клеевых швов многослойной защиты трубопровода). Кроме того, ткани полотняного переплетения намного дешевле тканей сатинового переплетения нитей, что при прочих почти равных условиях (наряду с технологичностью) дает им значительное преимущество при проведении ремонтно-восстановительных работ на дефектных поверхностях трубопровода.
Ткани саржевого переплетения нитей имеют несколько худшие (в сравнении с тканями сатинового и полотняного переплетения нитей) показатели по прочности в направлении вдоль основы (вдоль спирали), зато они имеют более высокие прочностные показатели поперек основы (поперек ленточной спирали). Кроме того, стеклоткани саржевого переплетения нитей (в сравнении с тканями сатинового и полотняного переплетения нитей) имеют более высокую удельную ударную вязкость (фиг. 33 и табл. 3).
Здесь следует заметить, что прочностные, жесткостные и другие физико-механические и теплофизические свойства упругогибкой ленточной спирали для многослойной защиты трубопровода зависят от многих конструктивных параметров стеклотканей, из которых она (многослойная защита) изготавливается: это и толщина волокон, и порядок переплетения прядей в нити и их крутка, и узоры переплетения нитей.
Обычно толщины волокон, применяемых для вышеназванных стеклотканей, и их количество в прядях колеблется в очень незначительных пределах, а потому эти факторы практически не сказываются на физико-механических и эксплуатационных характеристиках многослойной защиты дефектных зон трубопровода. Порядок переплетения прядей в нити также не оказывает заметного влияния на прочностные и эксплуатационные характеристики многослойной защиты трубопровода. А вот крутка нитей, из которых изготовлена стеклоткань, значительно влияет на свойства многослойной защиты трубопровода.
Так, например, предел прочности материала многослойной защиты трубопровода в кольцевом направлении (в направлении спирали), изготовленной из стеклоткани из нитей в 16 сложений и круткой 10 - 50 круток/метр, составляет 105 - 120% прочности такого же материала, но с круткой нитей 250 круток/метр. Водопоглощение у материалов на тканях из нитей с меньшей круткой ниже, чем у таких же материалов, но с высокой круткой нитей. Улучшение свойств материала многослойной защиты трубопровода с уменьшением крутки нити объясняется качеством пропитки нитей связующим.
По мнению авторов данного изобретения, положительное влияние уменьшения крутки нити на свойства материала будет увеличиться и с понижением контактного сдавливания пакета слоев ленточной спирали, напрямую зависимого от натяжения тканей при формовании упругогибкой ленточной спирали из композиционных материалов. Поэтому авторы данного изобретения рекомендуют формовать многослойные защиты дефектных зон трубопроводов из ленточных спиралей, получаемых из слабо скрученных нитей основы и утка с рыхлыми структурами, а именно такими структурами и обладают стеклоткани полотняного, сатинового и саржевого переплетения нитей. Здесь также следует учитывать, что материал многослойной защиты трубопровода из ленточной спирали должен обладать не только высокими физико-механическими и теплофизическими характеристиками, он должен обладать еще и высокими электроизоляционными свойствами. Это значит, что и применяемые для упругогибкой ленточной спирали нити, и связывающая их полимерная матрица должны быть неэлектропроводными. Делается это с той целью, чтобы при эксплуатации трубопровода избежать катодной коррозии и тем самым повысить эксплуатационную надежность применяемой многослойной защиты трубопровода.
В способе для получения многослойной защиты трубопровода из упругогибкой ленточной спирали с улучшенными эксплуатационными свойствами (физико-механическими, теплофизическими, электроизоляционными, "упругой памяти", водопроницаемостью и т. п. ) авторы рекомендуют применять неэлектропроводящие стеклоткани, образованные из неэлектропроводящих алюмоборосиликатных волокон с диаметром нитей от 5 до 15 мкм и круткой от 10 до 200 круток/метр, и неэлектропроводящей полимерной отвержденной матрицы из эпоксидного связующего и фенольноформальдегидного лака.
В заявленном способе изготовления упругогибкой ленточной спирали для многослойной защиты дефектных зон трубопровода предлагается:
- образовывать упругогибкую ленточную спираль многослойной из двух-десяти слоев из композиционного материала, спакетированных между собой;
- выполнять каждый слой ленточной спирали из двух систем переплетенных нитей в виде стеклоткани (или стеклотканей) с расположением нитей утка в аксиальном направлении, а нитей основы - в ее спиральном направлении при объемном соотношении основы и утка от 1:1 до 3:1;
- формовать композиционный материал ленточной спирали из стеклоткани (или стеклотканей), пропитанных полимерным связующим, состоящим из композиции: эпоксидная смола - 70% фенольноформальдегидный лак - 30% при объемном соотношении переплетенных нитей и композиции от 1:0,37 до 1:0,57;
- формование упругогибкой ленточной спирали вести методами намотки на вращающуюся оправку стеклотканного наполнителя, заранее пропитанного вышеприведенной полимерной композиции и подсушенного в термокамере до состояния "препрега";
- формование упругогибкой ленточной спирали вести с последовательным одновременным проплавлением (разогревом) вышеназванной полимерной композиции с противоположных сторон пакетируемых слоев ленточной спирали греющими валами при скоростях движения армирующего наполнителя (стеклотканей) от 0,007 до 0,03 м/сек, его (их) натяжении от 250 до 700 кгс температуры разогрева композиции на греющих валах от 120 до 150oC, и углах охвата греющих валов наполнителем от 120 до 150oC;
- намотку (формование, пакетирование) слоев ленточной спирали вести одновременно с введением между ними слоя (или слоев) разделительного антиадгезионного материала (или материалов), например, из фторопластовой пленки (или пленок) и(или) антиадгезионных
термоусадочных непропитанных тканных слоев (слоя), например, из полиэфирной (лавсановой) ткани и(или) лент;
- термообработку заготовки (или заготовок, в случае формования на одной оправке сразу нескольких партий заготовок) вести одновременно с оправкой, антиадгезионными и/или термоусадочными слоями по следующему режиму;
- подъем температуры до 100oC - 3 - 4 часа;
- подъем температуры от 100oC до 130oC - 2 - 2,5 часа;
- подъем температуры от 130oC до 160oC - 3 - 3,5 часа:
- выдержка при температуре 160oC - 6 - 6,5 часа;
- охлаждение температуры до 60oC - 5 - 6 часов
с последующей размоткой с оправки витков ленточной спирали и одновременным отделением от поверхностей витков ленточной спирали разделительных, например, фторопластовых пленок и/или разделительно-термоусадочных материалов из непропитанной полиэфирной (лавсановой) ткани или лент с образованием гладких глянцевых поверхностей витков ленточной спирали (в случаях применения для разделения поверхностей витков гладких антиадгезионных фторопластовых пленок) или перфорированных поверхностей с сетчатой структурой перфорации (в случае использования для разделения поверхностей витков ленточной спирали непропитанных, например, полиэфирных тканей, обладающих повышенными термоусадочными свойствами).
В предлагаемом способе изготовления предусмотрены и другие операции, позволяющие улучшить способность наматывания витков ленточной спирали на дефектную поверхность трубопровода (и друг к другу) без зазоров или с малыми зазорами.
Осуществляется это в соответствии с предложенным способом следующим образом: после термообработки заготовку ленточной спирали, находящуюся на оправке, механически, например, на токарном станке обрабатывают с образованием торцевых скосов 61 - 62 (фиг. 25 - 26) с соответствующим уменьшением ширины ленточной спирали от наименьшего радиуса кривизны к наибольшему (фиг. 22 - 23), а затем уже сматывают с оправки с одновременным отслаиванием и удалением антиадгезионных (фторопластовых) и/или термоусадочных (непропитанных полиэфирных) слоев с последующей перемоткой витков ленточной спирали в первоначальное состояние или с обратным расположением витков.
В предлагаемом способе изготовления предусмотрено проведение и других дополнительных операций, позволяющих улучшить условия проведения ремонтно-восстановительных работ на дефектных поверхностях трубопровода посредством ленточной спирали. Осуществляется это следующим образом: после термообработки и съема с оправки поверхности витков ленточной спирали 48 - 49 механически обрабатывают, например, на абразивном круге до Rz = 20 - 40, или перфорируют (фиг. 18 - 23). Затем в процессе перемотки ленточной спирали от одного краевого хвостовика 57 к другому 58 (фиг. 20 - 23) в них посредством механической обработки, например, посредством фрезерования, выполняют надрезы (вырезы) 59 - 60, или пазы 62 (фиг. 26, III-III) и/или сверлят технологические отверстия 63 - 64, 68. Осуществляется это по следующим технологическим соображениям: при намотке не всякая упругогибкая ленточная спираль может быть легко, а, главное, без зазоров уложена на дефектную поверхность трубопровода.
Особые трудности обычно возникают при укладке витков ленточной спирали на поверхности, имеющие двойную кривизну. В таких случаях в соответствии с предлагаемым способом и выполняют операции по образованию на поверхностях витков ленточных спиралей отверстий 63 - 64 пазов, вырезов и даже надрезов 59 - 60, 61 и/или соответствующей перфорации 48 - 49 (фиг. 18 - 23).
В особых случаях, когда требуется восстановление дефектных участков трубопровода, имеющих переменную кривизну, ленточную спираль выполняют переменной ширины, сужающуюся от одного краевого хвостовика 57 к другому 58 (фиг. 22 - 23). Сами же краевые хвостовики выполняют со ступенчатыми 52 или плавными 53 переходами (фиг. 19, II, III).
Варианты конструкций ленточных 32, которые могут быть получены при реализации предложенных решений (способа и устройства) представлены на фиг. 20 - 29. На фиг. 20 - 23 показаны варианты ленточных спиралей 32 в полностью развернутом (размотанном) состоянии. В таком состоянии ведется подготовка поверхностей ленточных спиралей к нанесению на них клеевой массы. Обработка поверхностей витков ленточной спирали 32 может быть осуществлена механически - дробью, абразивным кругом, наждачными средствами, химическим травлением и/или одним из вариантов предложенного способа изготовления. По этому варианту вначале на этапе пакетирования основообразующих слоев ленты 33, из которых образуют первый 31 и все последующие витки 70 ленточной спирали 32 (фиг. 6), в процессе ее формования в ленточную спираль по обе стороны ленты 33 (снизу и сверху) наслаивают дополнительные слои 35 - 36 из непропитанной, например, полиэфирной (лавсановой) ткани, обладающие повышенными термоусадочными свойствами. Эти дополнительные термоусадочные слои 35 - 36 совместно с основообразующими слоями 33 при намотке на вращающуюся оправку 1 преобразуются в заготовку ленточной спирали. Полученную таким образом заготовку ленточной спирали совместно с термоусаживающимися слоями 35 - 36 и оправкой подвергают термообработке в термокамере по режиму отверждения, связующей композиции ленточной спирали. После термообработки витки заготовки ленточной спирали разматывают с оправки с отделением слоев 35 - 36 из термоусадочной ткани от поверхностей витков 31 и 70 ленточной спирали 32.
При отделении непропитанных слоев 35 - 36 от основообразующих слоев 33 ленточной спирали на наружных и внутренних поверхностях витков 31 и 70 ленточной спирали образуется сетчатая перфорация 71, сетчатые узоры 71 которой повторяют сетчатые узоры непропитанных слоев 35 - 36 (фиг. 6).
Отпечатанная таким образом на поверхностях ленточной спирали 32 сетчатая перфорация позволяет получать из ленточной спирали многослойную защиту трубопровода с более высокой трансверсальной (отрывной) прочностью скрепления ее слоев. Преобразуемая методами намотки перфорированная ленточная спираль в многослойную защиту трубопровода будет иметь и более высокие эксплуатационные характеристики и, следовательно, будет иметь и более высокую эксплуатационную надежность. Кроме того, за счет термоусадки слоев 35 и 36, будут одновременно изменены и упругие свойства ленточной спирали, ее "упругая память" будет повышена. За счет этого эффекта улучшаются и технологические условия формообразования многослойной защиты трубопровода - витки ленточной спирали будут легче укладываться на дефектные поверхности трубопровода без зазоров.
На фиг. 24 - 26 показаны варианты ленточных спиралей 32, изготовленные в соответствии с предложенным способом, в свернутом, транспортировочном состоянии. Они могут быть выполнены постоянной толщины и ширины (фиг. 24, I-I), переменной ширины и с суживающимися стенками 61 (фиг. 25, II-II).
Для сокращения времени и снижения трудоемкости ремонтно-восстановительных работ трубопроводов, производимых посредством ленточных спиралей, а также повышения качества производимых работ за счет повышения возможности более плотной укладки поверхностей витков ленточной спирали друг к другу без зазоров или с малыми зазорами в ленточных спиралях выполняют расчетное количество вырезов 59 - 60 (фиг. 21, 23 - 24, 26), скосов 61 или пазов 62 (фиг. 24 - 26, сечения II-II и III-III), а также технологических отверстий 63 - 64, 68 (фиг. 18 - 32).
На фиг. 27 - 29 показаны варианты многослойных защит трубопровода 65, образованных из ленточных спиралей 32 (фиг. 24 - 26). Ремонтно-восстановительные работы дефектной поверхности трубопровода 65 посредством ленточных спиралей 32, изготовленными в соответствии с предложенными техническими решениями, осуществляются в следующей последовательности операций (фиг. 30 - 32): вначале на дефектную поверхность трубопровода 65 (фиг. 30) наносится коррозионно-стойкое покрытие 66, например, на основе эпоксидных смол с добавками коррозионно-стойких присадок, затем на это покрытие накладывается первый виток 31 ленточной спирали 32, который закрепляется от смещения на поверхности трубопровода в зоне концевого хвостовика 58 липкой лентой (скотчем) 67, имеющим сквозные отверстия 68, через которые в зону закрепления хвостовика вводится быстроотверждающаяся клеевая композиция, например, на основе α- циакриновой кислоты. После закрепления концевого хвостовика 58 на наружной дефектной поверхности трубопровода 65 за счет "упругой памяти" витков 70 ленточной спирали 32 осуществляют последовательное наслаивание первого витка 31 ленточной спирали 32, а затем и всех ее последующих витков 70. Перед замоткой второго витка ленточной спирали липкую ленту 67 снимают и на всю поверхность первого витка 31 (или ее часть) наносят клеевую эпоксидную композицию 69 (фиг. 30 - 31), выдерживают эту композицию в течение 10 - 30 минут на воздухе при температуре 15 - 30oC и заматывают следующий виток спирали и т.д.; все операции по перемотке витков 70 ленточной спирали на дефектную поверхность трубопровода 65 (фиг. 31 - 32) повторяют до образования многослойной защиты расчетной толщины (фиг. 32) с последующим отверждением клеевых швов 66, 69 по режимам полимеризации их композиций. После проведения отверждения клеевых швов 66, 69 многослойной защиты трубопровода 65 осуществляют дефектоскопию полученной композиции и в случае обнаружения дефектов - воздушных прослоек, непроклеев и прочих дефектов осуществляют трепанацию стенок многослойной защиты - сверлят в обнаруженных дефектных зонах дополнительные отверстия и через них закачивают дополнительные клеевые массы с последующим их отверждением. Закачка дополнительных клеевых масс может осуществляться и через технологические отверстия 63 - 64 (фиг. 32), специально предусмотренные для выхода воздушных прослоек при закачке клеевых масс. На последнем этапе проведения ремонтно-восстановительных работ трубопровода 65 осуществляются операции по заделке всех технологических отверстий, пазов и вырезов, образованных в многослойной защите - все они зашпаклевываются специальными клеевыми пастами, совместимыми с материалами многослойной защиты трубопровода, с последующим их отверждением.
Примеры
В настоящее время на предприятии ПО "Авангард" проведена опытная работа по созданию конструкций упругогибких ленточных спиралей из композиционных волокнистых материалов (КВМ), предназначаемых для ремонта дефектных поверхностей трубопроводов различного класса и назначения. Одновременно с этим на предприятии ПО "Авангард" велись работы: по созданию нового намоточного оборудования - устройства для изготовления ленточных спиралей из композиционных волокнистых материалов, новой технологической оснастки (пропиточных машин, термокамер, конструкций оправок, обогревающих валов, отпускных механизмов, средств их управления и контроля) и новых технологических процессов, необходимых для изготовления ленточных спиралей промышленным способом. Работы велись:
- в направлении изучения вопросов возможности применения упругогибких ленточных спиралей из КВМ для ремонта дефектных зон трубопроводов;
- в направлении выбора оптимальных и геометрических соотношений ленточных спиралей применительно к существующим геометрическим размерам функционирующих трубопроводов;
- в направлении выбора армирующих наполнителей и связующих;
- в направлении поиска наиболее оптимальных режимов формования (намотки) заготовок ленточных спиралей и их отверждения;
- в направлении изучения прочностных, жесткостных, теплофизических и эксплуатационных свойств материалов, упругогибких ленточных спиралей, получаемых методами намотки в соответствии с предлагаемыми техническими решениями.
Проведенные и проводимые в настоящее время НИР и ОКР показывают высокую эффективность применения упругогибких ленточных спиралей из композиционных волокнистых материалов для ремонта дефектных поверхностей трубопроводов.
В настоящее время на предприятии ПО "Авангард" в соответствии с табл. 2 изготовлены опытные партии упругогибких ленточных спиралей, предназначенные для ремонта дефектных зон трубопроводов в диапазоне диаметров от 200 до 1500 мм. Проведенные испытания опытных образцов упругогибких ленточных спиралей, изготовленных в соответствии с заявляемыми техническими решениями, дали положительный результат.
Ожидаемый экономический эффект от внедрения заявляемых технических решений может составить от несколько сотен до миллиардов рублей прямой экономии затрат. Экономический эффект от внедрения предложенных технических решений может быть достигнут как на этапах изготовления партий упругогибких ленточных спиралей (за счет снижения энерго- и трудозатрат, расхода материалов и времени, необходимых для одновременного воспроизводства упругогибких ленточных спиралей разной номенклатуры и степенями "упругой памяти"), так и за счет повышения качества изготавливаемых изделий, что в конечном счете повлечет за собой и экономию значительных средств на этапах проведения ремонтных работ и эксплуатации отремонтированных участков трубопроводов, то есть за счет повышения их эксплуатационной надежности и долговечности.
Таким образом, новые технические решения. "Способ и устройство для изготовления упругогибких ленточных спиралей", описанные выше, по технологическим и конструктивным признакам являются новыми и более технологичными и эффективными по сравнению с известным уровнем техники.
Объем предлагаемых изобретений следует понимать шире, чем то конкретное выполнение операций способа и устройства для изготовления упругогибкой ленточной спирали из композиционных материалов, приведенное в описании, формулах и чертежах.
Следует иметь в виду, что формы выполнения изобретений, описанные выше в материалах заявки, представляют собой только возможные предпочтительные варианты их осуществления, могут быть использованы и другие, может быть и более совершенные варианты выполнения изобретений в направлении выбора формы, размеров, расположения отдельных элементов, конструкций устройства оправок и других узлов, а также выбора режимов формования, отверждения и съема готовых изделий. Все это должно быть уточнено следующей волной изобретений. В заявленных технических решениях описана промышленная воспроизводимость упругогибких ленточных спиралей только кольцевой формы и определенных геометрических размеров ленточной спирали, особенно толщины. Технологические режимы формования упругогибких ленточных спиралей из КВМ, описанные выше, будут эффективны только при применении материалов вышеописанной структуры и объемного содержания силовых волокон и связующего.
При применении (использовании) в способе изготовления упругогибких ленточных спиралей других стеклотканей, например, вязально-прошивных, состоящих из трех и более переплетенных армирующих волокон (нитей) в тканях, и других связующих (более текучих или более вязких) потребуется ввести: значительную корректировку режимов формования изделий и существенные конструктивные изменения в компановку самого намоточного устройства.
Заявленные и способ, и устройство для изготовления упругогибких ленточных спиралей значительно отличаются от способов, описанных в прототипах - патенте США N 4700752 по кл. 138/172, 138/172 (Jnt Cl4 F 16 l) и патента РФ N 95108322 по классу F 16 l 15/18. В этих патентах описаны способы изготовления упругогибких ленточных спиралей из КВМ, формуемых из однонаправленной или сетчатой ленты методами мокрой намотки, в заявленном способе - все это воспроизводится по методу "сухой намотки" в виде пакетного формования большим числом тканей (от 2 до 10), определенной структуры, пропитанных конкретным связующим, конкретным их структурным (в части расположения волокон) и объемном (в части соотношений армирующих волокон и связующего) содержанием.
В вышеприведенных патентах при изготовлении упругогибких ленточных спиралей используют совокупность отдельных нитей, не связанных друг с другом и практически ориентированных только в направлении спирали. Это означает, что конструкции ленточных спиралей по прототипу имеют завышенную прочность на разрыв в кольцевом направлении (в направлении спирали), которая составляет 1700-2000 МПа и очень низкую прочность на разрыв поперек спирали - всего 20 - 30 МПа (табл. 3). Кроме того, конструкции ленточных спиралей, изготавливаемые по американской технологии, имеют очень низкие сдвиговые характеристики (всего 6 - 7 МПа) и низкие пределы прочности материала ленточных спиралей при скалывании по слоям (всего 20 МПа).
В заявляемом же способе эти же характеристики ленточных спиралей составляют уже 38 - 50 МПа, то есть они значительно (более чем в 2 раза) выше. Очень значительны расхождения упругих характеристик ленточных спиралей, изготавливаемых по американской технологии. Так, модули упругости при растяжении в направлении ленточных спиралей, изготавливаемых по американской технологии, составляют 53,3 ± 1,9 ГПа, а поперек ленточных спиралей эти величины составляют всего 14,3 ± 1,6 ГПа. Простой анализ показывает, что прочность многослойных защит дефектных поверхностей трубопроводов, образованных из ленточных спиралей, изготовленных по американской технологии, в кольцевом и осевом направлениях разнятся примерно в 60 раз. То же самое можно сказать и по многим другим физико-механическим характеристикам материала ленточных спиралей, изготавливаемых по американской технологии. Например, пределы прочности материалов американских ленточных спиралей по сжатию в направлении спирали составляют 500 ± 6,0 МПа, а в поперечном направлении аналогичные характеристики (в осевом направлении в многослойной защиты трубопровода) имеют значения всего 90 ± 5 МПа, то есть они отличаются друг от друга в 5 раз.
Это говорит о том, что изготавливаемые по американской технологии ленточные спирали могут использоваться для предотвращения развития дефектов и трещин только вдоль оси трубопровода и совершенно неприменимы (бесполезны) для ремонта кольцевых швов и трещин, поскольку практически не воспринимают осевые нагрузки. Какие же преимущества имеют ленточные спирали из КВМ, изготавливаемые в соответствии с предложенными техническими решениями, перед известными.
В предложенном способе изготовления для формования ленточных спиралей предлагается использование тканных структур из связанных между собой нитей (с сатиновым, полотняным и саржевым переплетениями). Основы этих тканей при изготовлении ленточных спиралей ориентированы в направлении спирали, а при использовании уже ленточных спиралей непосредственно на дефектных участках трубопровода - в кольцевом направлении. Утки этих тканей при изготовлении ленточной спирали ориентированы поперек ленточной спирали, а при использовании уже ленточных спиралей соответственно на дефектных участках трубопровода - в осевом направлении.
При такой ориентации нитей основы и утка в ленточной спирали и соответствующей ориентации нитей на дефектной поверхности трубопровода достигаются самые оптимальные (с точки зрения обеспечения прочности дефектных участков трубопроводов) показатели.
Например, для стеклотканей полотняного переплетения пределы прочности в направлении спирали (кольцевые - на трубопроводе) составляют 400 - 450 МПа, а в поперечном (в ленточной спирали) - и осевом (на трубопроводе) эти же пределы прочности имеют величины 200 - 225 МПа, то есть пределы прочности многослойной защиты трубопровода отличаются друг от друга в 2 раза и именно в таком же соотношении разнятся напряженные состояния трубопроводов, работающих под действием внутреннего давления.
Примерно такие же соотношения прочностных характеристик и в материалах из тканей сатинового и саржевого переплетения нитей.
Так, например, для варианта ленточной спирали, изготовленной из тканей с сатиновым переплетением нитей предел прочности на растяжение (в направлении спирали) составляет 550 МПа, а поперек ленточной спирали - 300 МПа, то есть по растяжению характеристики разнятся в 1,8 раза, то есть тоже близки к оптимальным соотношениям напряжений в трубопроводе, работающем под внутренним давлением. Для саржевого переплетения нитей пределы прочности на растяжение в направлении спирали - 400 МПа (40 кг/мм2), поперек ленточной спирали - 500 МПа (50 кг/мм2), то есть также разнятся незначительно (~ в 1,2 раза).
Зато в этом варианте исполнения упругогибкой ленточной спирали - самая высокая (в сравнении с полотняным и саржевым переплетением нитей) прочностные характеристики при срезе - вдоль слоев (в направлении спирали 110 МПа, и поперек слоев в аксиальном направлении трубы - 90 МПа, и по сжатию в аксиальном направлении - 350 МПа (35 кг/мм2).
Проведенный анализ прочностных параметров материалов ленточных спиралей, изготавливаемых в соответствии с предложенными техническими решениями, показывает, что применение первых двух систем переплетенных нитей (сатинового и полотняного) - более рационально для ремонта труб, имеющих осевые трещины (вдоль образующей ремонтируемого трубопровода), а применение двух нитей саржевого переплетения - более эффективно в кольцевых швах, то есть упругогибкие ленточные спирали именно из такого материала лучше воспринимают осевые нагрузки. Однако следует заметить: все три варианта ленточных спиралей, рассмотренных выше (и полотняного, и саржевого, и сатинового) переплетений нитей могут с достаточной степенью надежности предотвращать развитие дефектов как вдоль оси трубопровода (в кольцевом направлении), так и в осевом направлении.
Различия в прочностных показателях всех трех вариантов ленточной спирали при ремонтных работах легко компенсируются дополнительными витков витками ленточной спирали, количество витков этих спиралей и их геометрические параметры определяются расчетным путем в зависимости от воздействующих на трубопроводы нагрузок - давления, температур, знакопеременных, ударных и т.д.
Ленточные же спирали, изготавливаемые по технологиям, представленным в патенте США N 4700752 по кл. 138/172 и патенте РФ N 9510822 по кл. F 16 l, могут предотвращать развитие дефектов вдоль оси трубопровода (в кольцевом направлении, то есть в направлении витков спирали), и практически не воспринимают осевые нагрузки. В этом их основной недостаток. Что касается "упругой памяти", то есть технологичности перематывания ленточных спиралей на ремонтные поверхности трубопроводов, то конструкции ленточных спиралей американских авторов изобретений несколько эффективнее, поскольку модули упругости в материале этих ленточных спиралей в кольцевом направлении выше (примерно в 1,8 - 2 раза). Здесь следует заметить, что ремонтные работы дефектных участков труб проводятся не с целью решения вопросов эффективности перематывания, а с целью обеспечения прочности и надежности проведения ремонтных работ. Однако, и вопросы технологичности перематывания ленточных спиралей на трубопроводы легко разрешимы, то есть в ремонтных работах совсем не обязательно применение ленточных спиралей с высокой степенью "упругой памяти" - необходимы конструкции упругогибких ленточных спиралей из композиционных материалов с достаточной "упругой памятью", то есть именно той расчетной памятью, которая необходима и достаточна для перематывания ленточных спиралей на дефектные поверхности трубопроводов, на практике подбор этой "упругой памяти" легко решается за счет подбора соответствующих геометрических соотношений размеров наружных поверхностей оправок (прежде всего их диаметральных размеров), на которых формуются (наматываются) ленточные спирали из композиционных материалов, и наружных поверхностей ремонтируемых трубопроводов. Геометрические размеры ленточных спиралей легко (аналитически) определяются в зависимости от геометрических размеров наружных поверхностей труб (их кривизны), из соотношения d/D = 0,3 - 0,7 (см. табл. 2), где d - диаметр оправки 1, на которой в соответствии с предложенным способом формируется методами намотки упругогибкая ленточная спираль 32 из КВМ; D - диаметр наружной, дефектной поверхности трубопровода 65, на которую должна наслаиваться эта же упругогибкая ленточная спираль 32 для образования на нем многослойной защиты.
Более точно геометрические размеры и "упругая память" ленточных спиралей определяется с учетом уже жесткостных характеристик материалов ленточных спиралей, а также режимов их формования и отверждения. Еще точнее "упругая память" витков ленточной спирали рассчитывается аналитически с учетом материала самой оправки 1 для формования ленточной спирали.
"Упругая память" витков ленточной спирали может быть повышена за счет создания дополнительных натяжений стеклонаполнителей в ленточной спирали.
Дополнительные натяжения стеклонаполнителей могут быть достигнуты: за счет увеличения тормозных усилий в отпускных механизмах предлагаемого устройства для формования ленточных спиралей (фиг. 7), за счет применения при формовании ленточных спиралей дополнительных непропитанных тканных, например, полиэфирных материалов, обладающих повышенными термоусадочными свойствами (описано выше в материалах описания), за счет увеличения объемных и/или линейных размеров оправки и т.д. Однако следует заметить, что проводимые здесь рассуждения уже относятся к вопросам оптимизации "упругой памяти" ленточных спиралей и они выходят за пределы объема притязаний, изложенных в пунктах формулы изобретения.
В заключении представляемого описания следует сказать, что предложенные технические решения "Способ и устройство" не ограничиваются их использованием только для изготовления упругогибких ленточных спиралей из композиционных материалов и могут быть использованы, например, для изготовления высокопрочных оболочек, труб, - пружинных спиралей с повышенными прочностными, жесткостными, теплофизическими и упругими свойствами, описанными в материалах заявки.
Новое техническое решение в предложенной существенной совокупности существенных признаков способа и устройства для изготовления ленточной спирали соответствует и критерию "Промышленная применимость", то есть уровню изобретений.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА (ВАРИАНТЫ) | 1999 |
|
RU2156397C1 |
| МНОГОСЛОЙНАЯ ЗАЩИТА МЕСТНЫХ ТРЕЩИНООБРАЗНЫХ И КОРРОЗИОННЫХ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДА | 1999 |
|
RU2156398C1 |
| ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ, СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И СБОРКИ В СОСТАВЕ ГАЗООТВОДЯЩЕГО СТВОЛА (ВАРИАНТЫ) | 2002 |
|
RU2219417C2 |
| ГАЗООТВОДЯЩИЙ СТВОЛ ДЫМОВОЙ ТРУБЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СБОРКИ (ВАРИАНТЫ) | 2002 |
|
RU2219418C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА ДЛЯ НАМОТКИ ТЕПЛОЗАЩИТНЫХ И/ИЛИ АНТИСТАТИЧЕСКИХ ВНУТРЕННИХ ОБЕЧАЕК СТЕКЛОПЛАСТИКОВЫХ ТРУБ-ОБОЛОЧЕК РАЗЛИЧНОГО КЛАССА И НАЗНАЧЕНИЯ | 2002 |
|
RU2206582C1 |
| МНОГОСЛОЙНАЯ УПРОЧНЯЮЩАЯ ЗАЩИТА | 2003 |
|
RU2256843C1 |
| ПАТРУБОК ГИБКИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ НА ОСНОВЕ НЕВУЛКАНИЗИРОВАННОЙ ПРОРЕЗИНЕННОЙ СТЕКЛОТКАНИ | 2023 |
|
RU2817033C1 |
| ЛЕНТА БАНДАЖНАЯ ДЛЯ АРМИРОВАНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДА | 2001 |
|
RU2187743C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2003 |
|
RU2252345C1 |







Изобретение относится к способам для изготовления упругогибкой ленточной спирали из композиционных материалов, применяемой при ремонте магистральных трубопроводов. Способ предусматривает проплавление полимерного связующего при скоростях материала в направлении к оправке от 0,006 до 0,03 м/с и натяжение в полотнах стеклоткани от 250 до 700 кгс при температурах греющих и подпрессовочных валков с последующим отверждением связующего термообработкой заготовки. Устройство имеет площадки, несущие отпускные механизмы с бобинодержателями, выполненные с наклоном к оправке. В изобретении обеспечивается повышение качества изготовления ленточной спирали, ее прочность. 2 с. и 8 з.п. ф-лы, 33 ил., 3 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК | 0 |
|
SU280821A1 |
| SU 226134 A, 05.09.1968 | |||
| RU 2000941 C1, 09.03.1994 | |||
| RU 2075389 C1, 1994 | |||
| RU 2075389 C1, 20.03.1997 | |||
| US 4891179 A, 02.01.1990 | |||
| US 5343895 A, 06.09.1994. | |||

