Изобретение относится к изготовлению абразивного инструмента, в частности из микропорошков абразивного, применяемого в радиоэлектронной, электронной, оборонной промышленностях при обработке деталей из стекла, кварца и др. материалов.
Известен способе изготовления абразивного инструмента, при котором готовят абразивную шихту, содержащую медь, олово, абразив, и с целью предотвращения расслаивания компонентов шихты инструмента смешивания производят с добавкой увлажнителя. В качестве увлажнителя применяется 20%-ный раствор глицерина в спирте.
Недостатком данного способа является то, что при введении глицериновой смеси в шихту появляется возможность коагуляции абразивных зерен, что отрицательно влияет на работоспособность инструмента. Коагулируемые зерна,образуя комки,наносят царапины на обрабатываемую поверхность.
Известен способ изготовления алмазных элементов на меднооловяннистой связке, включающий смешивание шихты, прессование заготовок в холодном состоянии и их термообработку в защитной среде - глицерине при температуре выше температуры плавления олова.
Однако при термообработке изготовляемого инструмента в защитной среде - глицерине выше температуры плавления олова (232°С) олово приобретает текучесть и вытекает из брикета.нарушая предварительно рассчитан ное содержание меди, олова для создания прочного композита. При этом проходит частичная закупорка пор жидким оловом, которое перемещаясь по капиллярам брикета вниз, вытесняет глицерин. В результате по всему объему брикета происходит неоднородная структура соединений медь - олово и распределения глицерина в порах. В тех местах инструмента в результате указанных процессов, где глицерина
1
О
4
чэ
00
недостаточно (он из пор вытеснен оловом), олово, нагретое выше температуры плавления (232°С) при недостаточном количестве глицерина, постепенно превращается в SnO-2, что негативно сказывается на адгезии металлов (Sn - Си) и соответственно на качестве инструмента.
Кроме того, при известном способе инструмент изготавливают при незначительной продолжительности времени нагрева ( до 60 мин), что приводит к неполной сегрегации и очищению частиц компонентов шихты, в связи с чем не возникают прочные адгезионные связи между компонентами, и инструмент получается непрочный, неоднородный. Поэтому при обработке таким инс- трументом происходит уменьшение производительности шлифования и появляются царапины на обработанной поверхности.
Цель изобретения -улучшение качества обрабатываемой поверхности за счет повышения качества инструмента.
Это достигается тем, что в способе изготовления абразивного инструмента, заключающемся в том, что готовят абразивную шихту, содержащую абразив, медь, олово, ее брикетируют и термообра- батывают в глицерине, согласно изобретению термообработку производят при температуре 217,..230°С в течение 65...100 мин, при этом в шихту вводят временное связующее глицерин в количестве 1...6 мае. %, кроме того, температуру термообработки в процессе нагрева периодически снижают на 20...30°С.
Периодическое снижение температуры термообработки в процессе нагрева на 20,..30°С снимает внутренние напряжения в инструменте и улучшает структуру слоя.
Изготовление качественного абразивного инструмента на связках с металлической основой, обладающего повышенной износостойкостью, возможно лишь в случае восстановления окисленных металлических порошков непосредственно в процессе их нагревания при условии предотвращения вторичного окисления восстановленных металлов за счет кислорода воздуха, находящегося в порах брикета, Вследствие нагревания рабочего слоя в среде глицерина до температуры 60...230°С происходит диссоциация глицерина, при которой образовывается углерод, способствующий удалению окисной пленки с поверхности частиц компонентов.
Порошки, прошедшие сегрегацию и очищенные от окислов, приобретают способность к твердофазному взаимодействию атомов меди и олова, что приводит к увеличению смачиваемости меди оловом за счет их поверхностной диффузии и образования сильного адгезионного контакта. При холодном формировании брикетов под действием
происходит усадка рабочего слоя инструмента в зависимости от плотности компонентов связки, размеров частиц порошков, величины его удельной поверхности и других факторов. Образующиеся при этом поры
заполняются глицерином, который и является одним из компонентов рабочего слоя абразивного инструмента. В результате изготовления рабочего слоя абразивного инструмента путем нагрева сбрикетированной шихты в среде глицерина происходит залечивание пор в брикете материала за счет увеличения смачивающей способности и его поверхности диффузии к другим металлическим порошкам. Происходит изменение физико-механических свойств пористого тела за счет перемещения атомов в решетке и замещение ими вакансий.
Способ осуществляют следующим образом. Приготавливают шихту состава при
следующем соотношении компонентов, мас.%:
Олово10-30
Абразив2...8
Глицерин1...6
Металлический
порошокОстальное
Затем изготавливают алмазные таблетки СТб 1,хЗ из алмазов АСН 20/14 - 10% концентрации, брикетируют в пресс-форме
с усилием 3 т/см , помещают в специальный сосуд} куда был залит предварительно нагретый глицерину нагревают до температуры 217...230°С в течение 65...100 мин. Кроме того, температуру термообработки в процессе нагрева периодически снижают на 20,..30°С, после чего инструмент совместно с глицерином охлаждают до нормальной температуры.
Испытания готового инструмента проводили при шлифовании плоских оптических деталей из стекла К8 диаметром 90 мм на стенке мод. ГПЗ-350М. Режимы обработки: п 500 мин (число оборотов инструмента);
Пкр - 24 ХВ. ХОД/МИН (ЧИСЛО ДВОЙНЫХ
ходов детали);
р 2,0 кг/см2 (давление прижима инструмента на деталь);
Т 30 с, СОЖ - 3%-ный раствор глицерина в воде.
Величину сошлифованного слоя измеряли при помощи индикатора с точностью ±1,0 мкм. Шероховатость обработанной поверхности определяли на профилографе - профилометре мод. 201.
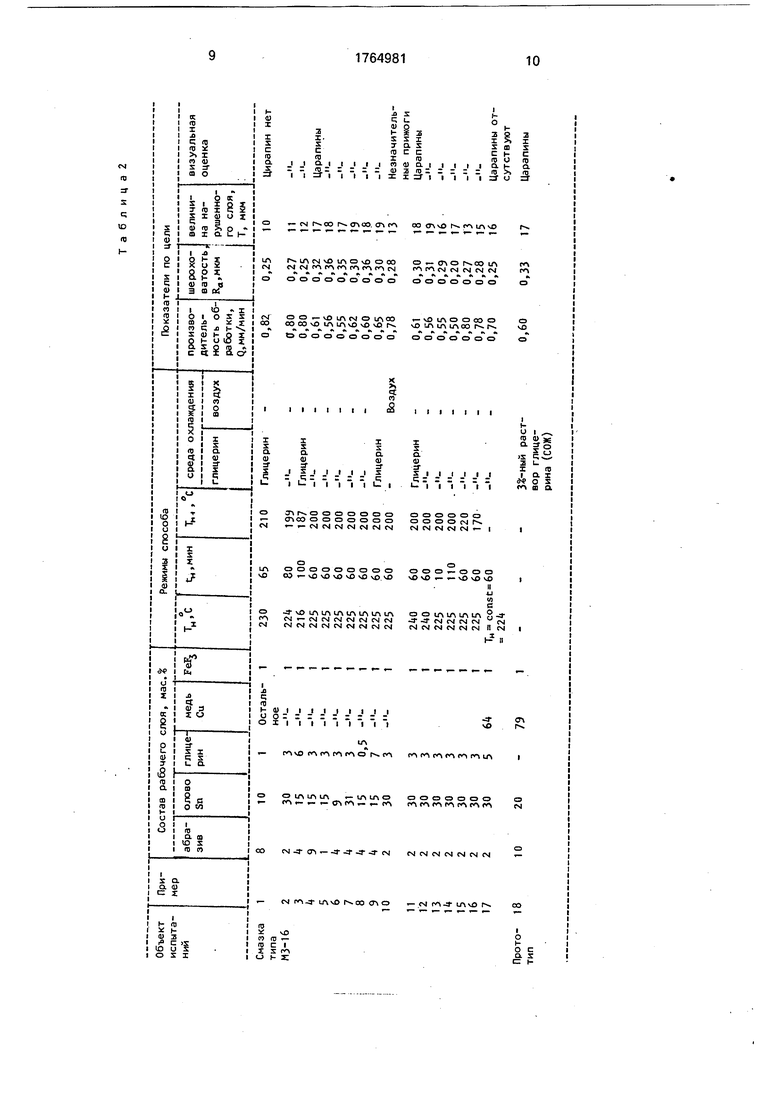
Результаты испытаний приведены в табл. 1 и 2 - зависимость работоспособности алмазного инструмента при тонком шлифовании оптических деталей от состава связки технологических параметров процесса; в табл. 3 - сравнительные данные испытаний инструмента, изготавливаемого по изобретению к известному способу.
Влияние повышения температуры при нагреве инструмента представлено в табл. 1, 2 (пример 11). Так, при повышении температуры до 240°С/т.е. на 8°С выше температуры плавления олова происходит его плавление и вытекание из брикетов инструмента. Естественно, что оставшегося олова недостаточно для образования компактного рабочего слоя инструмента и он получается пористым неоднородным, а следовательно непрочным. Повышение температуры, например до 232...235°С,аналогично эффекту приведенному в примере 11 (табл, 1). Однако, он менее ощутим.
Был создан инструмент по известным условиям и заявляемому способу. Количественный микрорентгеноспектральный анализ рабочего слоя инст румента проводили с помощью системы Линк-860 с использованием программы 2AF - 4 на растровом электронном микроскопе КЭМСКАН - 4ДВ. Исследования показали о неоднородности, химического состава интерметалли- дов в инструменте по известному решению. А рабочий слой инструмента, изготовленно- го по заявляемому изобретению, более рыхлый (пористый), и, соответственно, в работе инструмент не засаливается. В порах инструмента содержится глицерин в количестве 1...6 мас,%, при износе абразивного слоя поры вскрываются, глицерин, содержащийся там, растекается по свежевскрытой
поверхности пленкой, что позволяет использовать СОЖ с 3%-ным содержанием глицерина.
Количество глицерина, заполняющего поры, определялось по увеличению массы абразивосодержащих элементов после термообработки их в среде глицерина. Для этого рассчитывалась плотность сырых нетермообработанных брикетов путем определения их геометрического объема и удельного веса исходных компонентов (меди, олова и алмазов). Установленная плотность не учитывала поры рабочего слоя инструмента, заполняемые при термообработке с глицерином. Поэтому, определив увеличение массы рабочего слоя элемента поле термообработки в глицерине, с учетом плотности глицерина определяли количество глицерина, находящегося в элементе.
Испытания показали, что именно заявляемые режимы создают условия для образования адгезионного слоя интерметал- лидов и однородности его структуры в рабочем слое инструмента.
Формула изобретения
1.Способ изготовления абразивного инструмента, при котором готовят абразивную шихту, содержащую абразив, медь, олово, брикетируют и термообрабатывают в глицерине, отличающийся тем, что, с целью улучшения качества обрабатываемой поверхности, термообработку производят при температуре 217-230°С в течение 65- 100 мин, при этом в шихту вводят временное связующее - глицерин в количестве 1-6 мас.%.
2.Способ по п. 1,отличающийся тем, что температуру термообработки в процессе нагрева периодически снижают на 20- 30°С.
Прототип 18
10
20
70
3%-ный раствор глицерина в воде (СОЙ)
0,52
0,30
26
Царапины
со
рина (СОЖ)
Таблица 3



| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО СЛОЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ ПОРОШКОВ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2009 |
|
RU2396161C1 |
| Способ изготовления алмазных элементов | 1981 |
|
SU986770A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОИЗНОСОСТОЙКОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2572903C2 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
| Металлическая связка | 1978 |
|
SU1021093A1 |
| Способ изготовления пористого абразивного инструмента | 1991 |
|
SU1825719A1 |
| СПОСОБ ПРОПИТКИ АЛМАЗОСОДЕРЖАЩИХ БРИКЕТОВ ЛЕГКОПЛАВКИМИ МЕТАЛЛАМИ И СПЛАВАМИ | 2014 |
|
RU2580264C1 |
| Металлокерамическая связка | 1987 |
|
SU1526967A1 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ СВЕРЛЕНИЯ | 2009 |
|
RU2432229C2 |
Цель: улучшение качества обрабатываемой поверхности. Сущность изобретения: готовят абразивную шихту, содержащую абразив, медь, олово, ее брикетируют и термо- обрабатывают в глицерине. Новым является то, что термообработку производят при температуре 217...230°С в течение 65 ... 100 мин, при этом в шихту вводят временное связующее глицерин в количестве 1...6 мас.%, кроме того,температуру термообработки в процессе нагрева периодически снижают на 20...30°С, 1 з.п. ф-лы.
рототип)
230
232 рототип)
2303,0 1,5
80
80 40
40
0,2)
0,20 0,22
0,25
15
12 13
16
4 120.75Глубокие царапины
50120,75Фактура однородная
7250,6 Неоднородная,царапины
6050,5Фактура однородная
| Основы проектирования и технология изготовления абразивного и алмазного инструмента | |||
| Под | |||
| ред | |||
| Бакуля В, Н,, М.: Машиностроение, 1975, с | |||
| Искусственный двухслойный мельничный жернов | 1921 |
|
SU217A1 |
| Способ изготовления алмазных элементов | 1981 |
|
SU986770A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
