1
(21)4825058/03 (22)11.05.90 (46)30.09.92. Бюл. №36
(71)Подмосковный научно-исследовательский и проектно-конструкторский угольный институт
(72)Ф.С. Чендев, O.K. Аверин, Ю.П. Дубов- ский, В.К. Дудукин, В.В. Сухов и В,И. Беззубое
(56)Негруцкий Б.Ф. Интенсификация монтажа оборудования угольных шахт. М.: Недра, 1983, с.199-222.
Авторское свидетельство СССР № 1326736, кл. Е 21 D 23/00, 1987. (54) СПОСОБ МОНТАЖА МЕХАНИЗИРОВАННОГО КОМПЛЕКСА МОНТАЖНЫМ СТАНКОМ
(57)Использование: изобретение относится к подземной добыче полезных ископаемых и может быть применено при монтаже комплексов, в частности на почвах с низкой
несущей способностью. Сущность изобретения: способ включает поэлементную доставку оборудования комплекса, монтаж первых секций конвейера со стороны доста- вочной выработки и установку монтажного станка, последующий монтаж става конвейера монтажным станком. Затем производят монтаж секций крепи и соединение их со ставом конвейера. После сборки става конвейера монтажным станком устанавливают секции крепи сопряжения конвейерной выработки, затем первую лавную секцию крепи и приводы конвейера. При обратном ходе станка монтируют секции крепи до комбайновой ниши и напротив нее. Укладывают станком шнеки комбайна. При перемещении станка к доставочной выработке монтируют комбайн на ставе конвейера. После этого заканчивают монтаж секций крепи. Последней монтируется крепь сопряжения доставочной выработки, 6 ил.
СО
С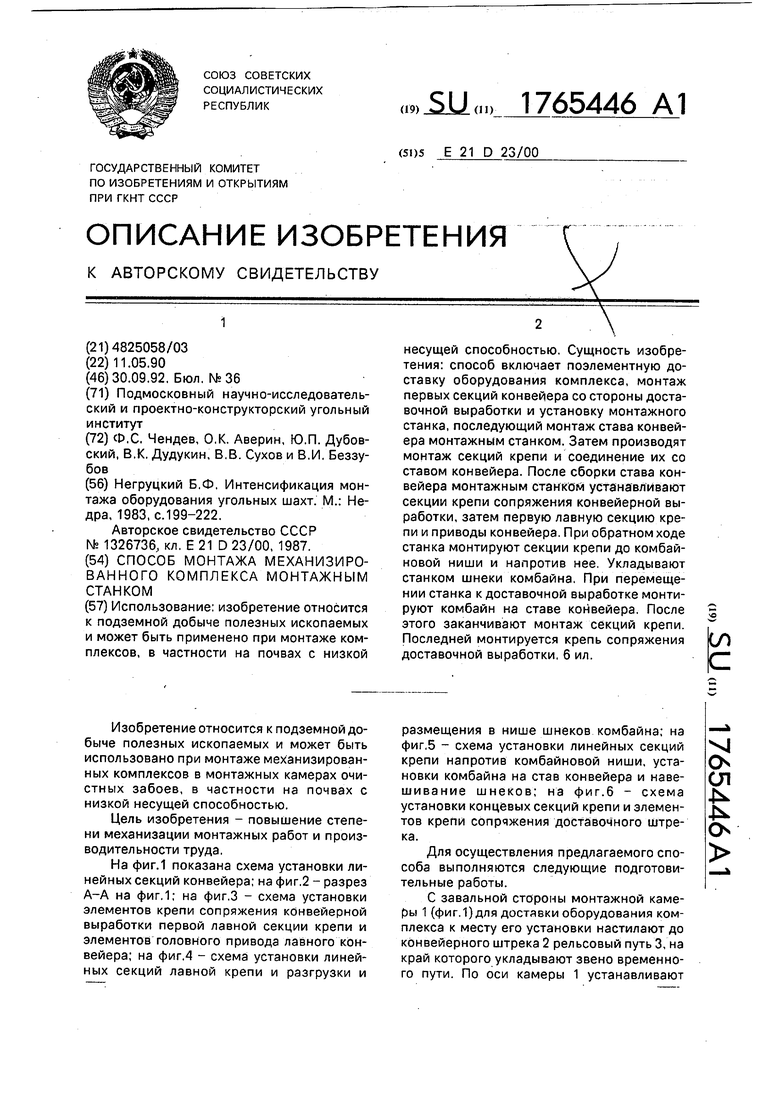

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа механизированного комплекса монтажным станком | 1985 |
|
SU1326736A1 |
| Способ монтажа механизированного очистного комплекса | 1988 |
|
SU1523680A1 |
| Станок для монтажа секций механизированной крепи и конвейера | 1990 |
|
SU1774998A3 |
| СПОСОБ РАЗРАБОТКИ МОЩНОГО ПОЛОГОГО УГОЛЬНОГО ПЛАСТА | 1997 |
|
RU2122115C1 |
| СПОСОБ МОНТАЖА МЕХАНИЗИРОВАННОЙ КРЕПИ ОЧИСТНОГО КОМПЛЕКСА | 1995 |
|
RU2078937C1 |
| СПОСОБ РАЗРАБОТКИ ПОЛОГОГО УГОЛЬНОГО ПЛАСТА | 1999 |
|
RU2151870C1 |
| СПОСОБ ПОДГОТОВКИ И ОТРАБОТКИ ЗАПАСОВ ШАХТНЫХ ПОЛЕЙ | 2013 |
|
RU2513607C2 |
| ГОРНОПРОХОДЧЕСКИЙ ДОБЫЧНОЙ БЛОК (МОДУЛЬ) | 2013 |
|
RU2528350C2 |
| Способ монтажа механизированной цепи очистного комплекса | 1990 |
|
SU1767192A1 |
| СПОСОБ МОНТАЖА МЕХАНИЗИРОВАННОЙ КРЕПИ ОЧИСТНОГО КОМПЛЕКСА | 2011 |
|
RU2473807C1 |

Изобретение относится к подземной добыче полезных ископаемых и может быть использовано при монтаже механизированных комплексов в монтажных камерах очистных забоев, в частности на почвах с низкой несущей способностью.
Цель изобретения - повышение степени механизации монтажных работ и производительности труда.
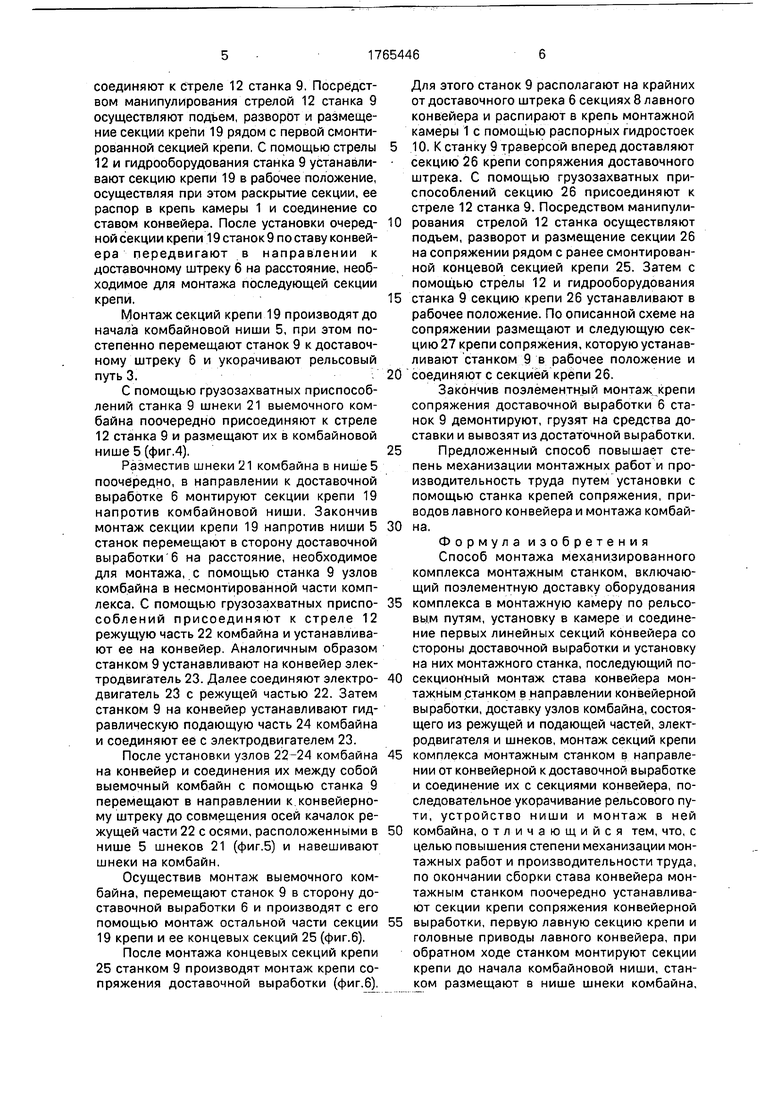
На фиг.1 показана схема установки линейных секций конвейера; на фиг.2 - разрез А-А на фиг,1; на фиг.З - схема установки элементов крепи сопряжения конвейерной выработки первой лавной секции крепи и элементов головного привода лавного конвейера; на фиг.4 - схема установки линейных секций лавной крепи и разгрузки и
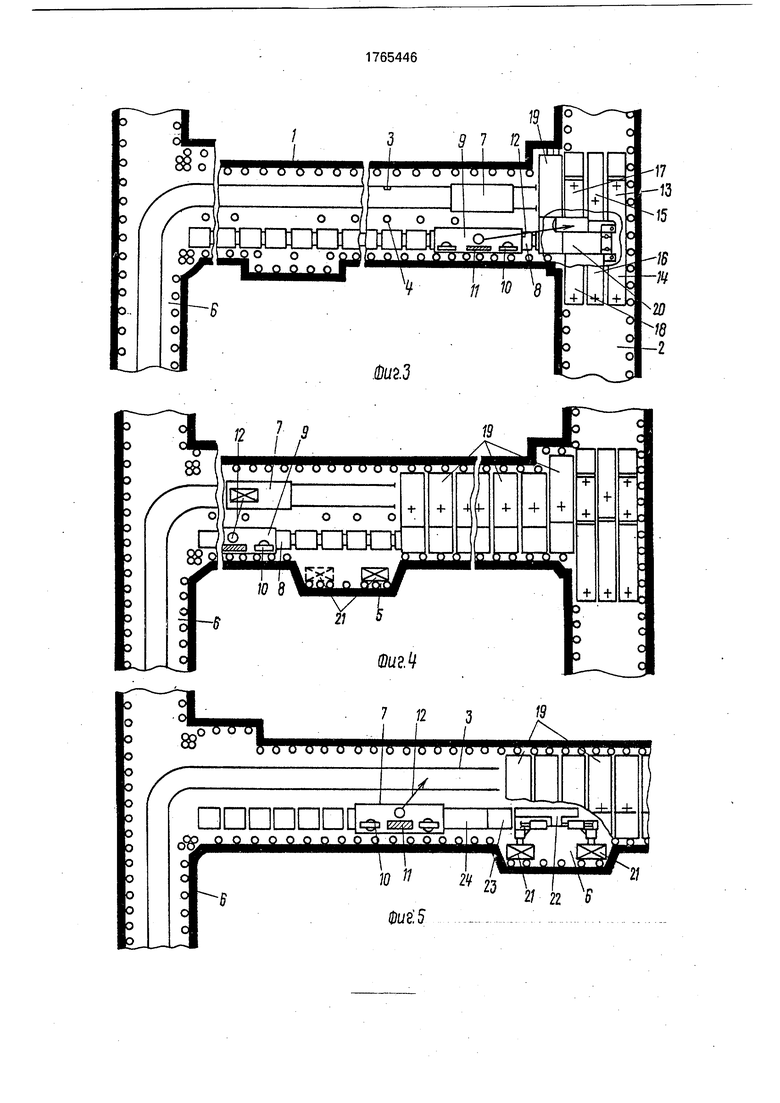
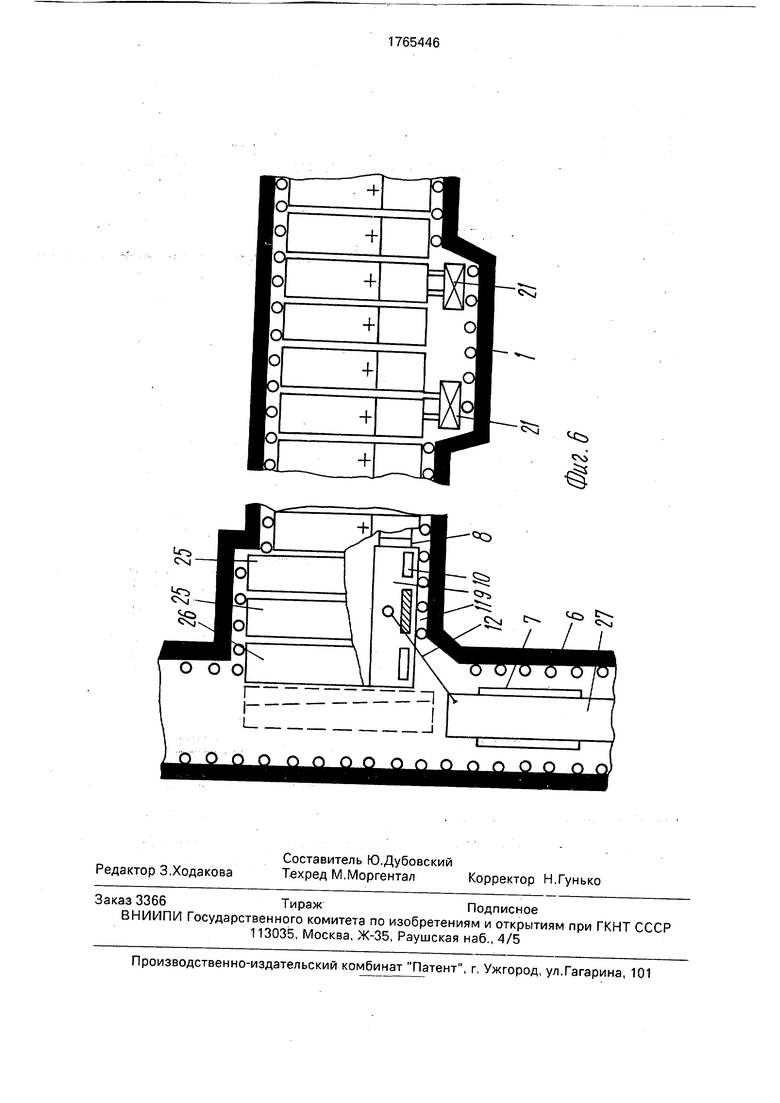
размещения в нише шнеков комбайна; на фиг.5 - схема установки линейных секций крепи напротив комбайновой ниши, установки комбайна на став конвейера и навешивание шнеков; на фиг.6 - схема установки концевых секций крепи и элементов крепи сопряжения доставочного штрека.
Для осуществления предлагаемого способа выполняются следующие подготовительные работы.
С завальной стороны монтажной камеры 1 (фиг.1) для доставки оборудования комплекса к месту его установки настилают до конвейерного штрека 2 рельсовый путь 3, на край которого укладывают звено временного пути. По оси камеры 1 устанавливают
XJ
СХ
сл
4 N Os
дополнительное крепление 4 в виде прогонов. В камере 1 с ее забойной стороны уст- раиваютспециальную комбайновую нишуб, длина которой в свету равна размеру монтируемого комбайна по резцам шнеков.
Очередность выполнения рабочих операций по осуществлению предлагаемого способа следующая.
Вблизи сопряжения сдоставочным штреком 6 с помощью средств малой механизации разгружают с доставочных платформ 7 и размещают на почве с забойной стороны монтажной камеры несколько (в зависимости от длины монтажного станка) линейных секций 8 лавного конвейера, соединяют их между собой и устанавливают на них монтажный станок 9. После подключения гидро- и электрооборудования и опробования работы станок 9 распирают в крепь монтажной камеры 1 распорными гидростойками 10.
Далее по завальной стороне камеры 1 канатом лебедки 11 станка 9 доставляют следующую линейную секцию 8 лавного конвейера. С помощью грузозахватных приспособлений секции 8 конвейера присоединяют к стреле 12 станка 9 (фиг.2). Посредством манипулирования стрелой 12 станка 9 осуществляют подъем секции 8 конвейера, ее разворот, установку и соединение с ранее установленными секциями. Затем снимают распор с распорных гидростоек 10, перемещают станок 9 на крайнюю из вновь установленных секций 8 конвейера и вновь распирают его в крепь монтажной камеры. Аналогичным образом монтируют все остальные секции конвейера, постепенно перемещая станок к конвейерному штреку 2.
После окончания монтажа става конвейера станок 9 располагают на последних со стороны конвейерного штрека секциях 8 кон- .вейера и распирают в крепь монтажной камеры 1 с помощью распорных гидростоек 10.
По завальной стороне камеры 1 с помощью электровоза или каната лебедки 11 к станку 9 в определенном порядке, в зависимости от места установки на сопряжении, доставляют элементы 13-18 (фиг.З) крепи сопряжения конвейерного штрека. Сначала к станку 9 доставляют элементы 13 крепи сопряжения. С помощью грузозахватных приспособлений элемент 13 присоединяют к стреле 12 станка 9. Посредством манипулирования стрелой 12 станка 9 осуществляют подъем, разворот и размещение на сопряжении элемента 13.
По описанной схеме на сопряжении размещают элемент 14, который в соответствии с конструктивным исполнением соединяют с элементом 13.
Аналогичным образом доставляют к станку 9, присоединяют к стреле 12, поднимают, разворачивают, соединяют между собой и устанавливают в рабочее положение
элементы 15-18 крепи сопряжения.
Закончив поэлементный монтаж крепи сопряжения к станку 9, находящемуся на секциях 8 конвейера, по завальной стороне камеры 1 электровозом или канатом лебед0 ки 11 доставляют первую лавную секцию крепи 19. С помощью грузозахватных приспособлений секцию крепи 19 присоединяют к стреле 12 станка 9. Посредством манипулирования стрелой 12 станка 9 осу5 ществляют подъем, разворот и размещение секции крепи 19 рядом со смонтированными элементами 17 и 18 крепи сопряжения конвейерного штрека. С помощью стрелы 12 и гидрооборудования станка 9 устанавли0 вают секцию крепи 19 в рабочее положение, осуществляя при этом раскрытие секции и ее распор в крепь камеры 1 (фиг.З).
После монтажа секции крепи 19 электровозом или канатом лебедки 11 к станку 9,
5 доставляют в определенном порядке в зависимости от последовательности сборки элементы головного привода 20 лавного конвейера (лыжу, лемех, раму привода, редуктор, проставку, гидромуфту, электродви0 гатель, приводную звездочку и др.). С помощью грузозахватных приспособлений каждый элемент головного привода 20 поочередно присоединяют к стреле 12 станка 9 и посредством манипулирования стрелой
5 станка осуществляют их подъем, разворот и установку на основаниях смонтированных секций крепи сопряжения конвейерного штрека и первой лавной секции крепи 19 (фиг.З).
0 После завершения монтажа головного привода 20 передвигают монтажный станок 9 по ставу скребкового конвейера в направлении к доставочному штреку 5 на расстояние, необходимое для установки очередной
5 монтируемой секции крепи и по мере необходимости укорачивают рельсовый путь 3 монтажной камеры 1. Для передвижения станка 9 снимают распор с гидростоек 10, включают механизм передвижения станка и
0 после передвижки на следующую в направлении доставочного штрека секцию 8 конвейера станок 9 вновь распирают в крепь камеры 1. Укорачивание рельсового пути 3 на звено и его погрузку на платформу 7 произ5 водят с помощью грузозахватных устройств станка 9.
Электровозом или канатом лебедки 11 к станку 9 доставляют следующую секцию лавной крепи 19. С помощью грузозахватных приспособлений секцию крепи 19 присоединяют к стреле 12 станка 9. Посредством манипулирования стрелой 12 станка 9 осуществляют подъем, разворот и размещение секции крепи 19 рядом с первой смонтированной секцией крепи, С помощью стрелы 12 и гидрооборудования станка 9 устанавли- вают секцию крепи 19 в рабочее положение, осуществляя при этом раскрытие секции, ее распор в крепь камеры 1 и соединение со ставом конвейера. После установки очеред- ной секции крепи 19 станок 9 по ставу конвейера передвигают в направлении к доставочному штреку б на расстояние, необходимое для монтажа последующей секции крепи.
Монтаж секций крепи 19 производят до начала комбайновой ниши 5, при этом постепенно перемещают станок 9 к доставочному штреку 6 и укорачивают рельсовый путь 3.
С помощью грузозахватных приспособлений станка 9 шнеки 21 выемочного комбайна поочередно присоединяют к стреле 12 станка 9 и размещают их в комбайновой нише 5 (фиг.4).
Разместив шнеки 21 комбайна в нише 5 поочередно, в направлении к доставочной выработке 6 монтируют секции крепи 19 напротив комбайновой ниши. Закончив монтаж секции крепи 19 напротив ниши 5 станок перемещают в сторону доставочной выработки 6 на расстояние, необходимое для монтажа, с помощью станка 9 узлов комбайна в несмонтированной части комплекса. С помощью грузозахватных приспо- соблений присоединяют к стреле 12 режущую часть 22 комбайна и устанавливают ее на конвейер. Аналогичным образом станком 9 устанавливают на конвейер электродвигатель 23. Далее соединяют электро- двигатель 23 с режущей частью 22. Затем станком 9 на конвейер устанавливают гидравлическую подающую часть 24 комбайна и соединяют ее с электродвигателем 23.
После установки узлов 22-24 комбайна на конвейер и соединения их между собой выемочный комбайн с помощью станка 9 перемещают в направлении к конвейерному штреку до совмещения осей качалок режущей части 22 с осями, расположенными в нише 5 шнеков 21 (фиг.5) и навешивают шнеки на комбайн.
Осуществив монтаж выемочного комбайна, перемещают станок 9 в сторону доставочной выработки 6 и производят с его помощью монтаж остальной части секции 19 крепи и ее концевых секций 25 (фиг.6).
После монтажа концевых секций крепи 25 станком 9 производят монтаж крепи сопряжения доставочной выработки (фиг.6).
Для этого станок 9 располагают на крайних от доставочного штрека 6 секциях 8 лавного конвейера и распирают в крепь монтажной камеры 1 с помощью распорных гидростоек 10. К станку 9 траверсой вперед доставляют секцию 26 крепи сопряжения доставочного штрека. С помощью грузозахватных приспособлений секцию 26 присоединяют к стреле 12 станка 9. Посредством манипулирования стрелой 12 станка осуществляют подъем, разворот и размещение секции 26 на сопряжении рядом с ранее смонтированной концевой секцией крепи 25. Затем с помощью стрелы 12 и гидрооборудования станка 9 секцию крепи 26 устанавливают в рабочее положение. По описанной схеме на сопряжении размещают и следующую секцию 27 крепи сопряжения, которую устанавливают станком 9 в рабочее положение и соединяют с секцией крепи 26.
Закончив поэлементный монтаж крепи сопряжения доставочной выработки 6 станок 9 демонтируют, грузят на средства доставки и вывозят из достаточной выработки.
Предложенный способ повышает степень механизации монтажных работ и производительность труда путем установки с помощью станка крепей сопряжения, при- водовлавного конвейера и монтажа комбайна.
Формула изобретения
Способ монтажа механизированного комплекса монтажным станком, включающий поэлементную доставку оборудования комплекса в монтажную камеру по рельсовым путям, установку в камере и соединение первых линейных секций конвейера со стороны доставочной выработки и установку на них монтажного станка, последующий посекционный монтаж става конвейера монтажным станком в направлении конвейерной выработки, доставку узлов комбайна, состоящего из режущей и подающей частей, электродвигателя и шнеков, монтаж секций крепи комплекса монтажным станком в направлении от конвейерной к доставочной выработке и соединение их с секциями конвейера, последовательное укорачивание рельсового пути, устройство ниши и монтаж в ней комбайна, отличающийся тем, что, с целью повышения степени механизации монтажных работ и производительности труда, по окончании сборки става конвейера монтажным станком поочередно устанавливают секции крепи сопряжения конвейерной выработки, первую лавную секцию крепи и головные приводы лавного конвейера, при обратном ходе станком монтируют секции крепи до начала комбайновой ниши, станком размещают в нише шнеки комбайна,
монтируют секции крепи напротив комбайновой ниши, перемещают станок в направлении достаточной выработки и следом за смонтированными секциями крепи станком устанавливают на ставе конвейера с последующим соединением между собой режущей, подающей частей и электродвигателя
//V
j v j w j w/ vwwv о OvJOlO
Ј
о о
а о о
( % ,
О О OOP О OtO О
in ni i gTTrnj | /2 Фиг I
n///// /// i
комбайна, перемещают комбайн до совмещения осей качалок режущей части с осями размещенных в нише шнеков и навешивают шнеки на комбайн, затем при помощи станка заканчивают монтаж остальных секций крепи комплекса и монтируют крепь сопряжения доставочной выработки.
т
/
| /2 иг I
n///// /// in ill in /// in /// in /i/
nnnnnq
OOOOQOOO
7 123
Ю ФиЈ5
11
2/ 22 6
СЧ(
