сл
С
| название | год | авторы | номер документа |
|---|---|---|---|
| ОКРАСОЧНАЯ КАМЕРА | 1999 |
|
RU2161074C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛКИ ПОГОНАЖНЫХ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1971 |
|
SU297506A1 |
| УСТАНОВКА НАПЫЛЕНИЯ СО СМЕННОЙ КАМЕРОЙ | 2002 |
|
RU2218996C1 |
| СПОСОБ ПОДАЧИ ВОЗДУХА В ОКРАСОЧНУЮ КАМЕРУ ДЛЯ ОКРАСКИ ЖИДКИМИ ЛАКОКРАСОЧНЫМИ МАТЕРИАЛАМИ (ВАРИАНТЫ) И ВЕНТИЛЯЦИОННЫЙ АГРЕГАТ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА (ВАРИАНТЫ) | 2009 |
|
RU2402718C2 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ЛАКОКРАСОЧНОГО МАТЕРИАЛА НА МАЛОГАБАРИТНЫЕ ДЕТАЛИ | 1971 |
|
SU295582A1 |
| Окрасочная камера | 1985 |
|
SU1316712A1 |
| Устройство для подачи лакокрасочногоМАТЕРиАлА B ОКРАСОчНыЕ КАМЕРы | 1978 |
|
SU803987A1 |
| Установка струйного облива | 1981 |
|
SU959837A1 |
| Окрасочная установка | 1986 |
|
SU1398923A2 |
| Окрасочная установка | 1982 |
|
SU1072916A1 |
Изобретение может быть использовано в мебельной и деревообрабатывающей отраслях промышленности для повышения качества покрытия и расширения технологических возможностей. Сущность изобретения: входной и выходной проемы окрасочной камеры для прохода детали снабжены быстросъемными насадками с отверстиями. Профиль отверстия соответствует профилю детали. Окрашивание детали происходит вследствие захвата краски воздухом, всасываемым в зазор между деталью и насадкой. Патрубок для подачи краски выполнен с возможностью регулирования рас- стояния между ним и деталью, что позволяет изменять число окрашиваемых сторон детали. 1 з.п. ф-лы, 5 ил.
Изобретение может быть использовано в мебельной и деревообрабатывающей отраслях промышленности,
Известно устройство для отделки погонажных деталей из древесины, включающее окрасочную камеру с двумя соосными проемами для входа и выхода детали, соединенную патрубком с емкостью для краски, вентилятор с трубопроводами для создания разрежения в окрасочной камере и избыточного давления в емкости с краской, приспособление для регулирования давления 1.
В указанном устройстве при рабочем режиме уровень жидкой краски выше верхней плоскости детали, что есть деталь окунается в краску, вследствие чего на окрашенной поверхности образуются протеры от пузырей газа, попадающего в краску, осложняется регулирование толщины покрытия и исключается возможность нанесения краски не на все поверхности детали.
Целью изобретения является повышение качества покрытия и расширение технологических возможностей.
Это достигается в результате того, что уровень жидкой краски в данном устройстве ниже нижней поверхности детали, а окрашивание производится вследствие захвата краски воздухом, всасываемым через отверстие между деталью и входным (выходным) проемом. Для обеспечения такого режима работы величина указанного отверстия должна быть хорошо контролируема, что достигается применением съемных насадок на проемы, отверстия в которых соответствуют профилю детали, и возможностью перемещения окрасочной камеры в вертикальном направлении.
Поскольку в отличие от известного устройства система газооборота в данном устройстве не является замкнутой, то для обеспечения указанного режима работы
XI
О О
сл со о
предусмотрены клапан регулирования величины давления в емкости с краской и клапан сброса давления в емкости с краской при уменьшении величины разрежения в окрасочной камере ниже определенного уровня.
Для исключения попадания воздуха в краску и ее всасывания устройство снабжено поплавком.
Для возможности окрашивания детали толькопреимущественно с трех сторон патрубок, соединяющий окрасочную камеру с емкоЬть юдля краски,выполнен с возможно- стьюрегулирования расстояния между ним и деталью.
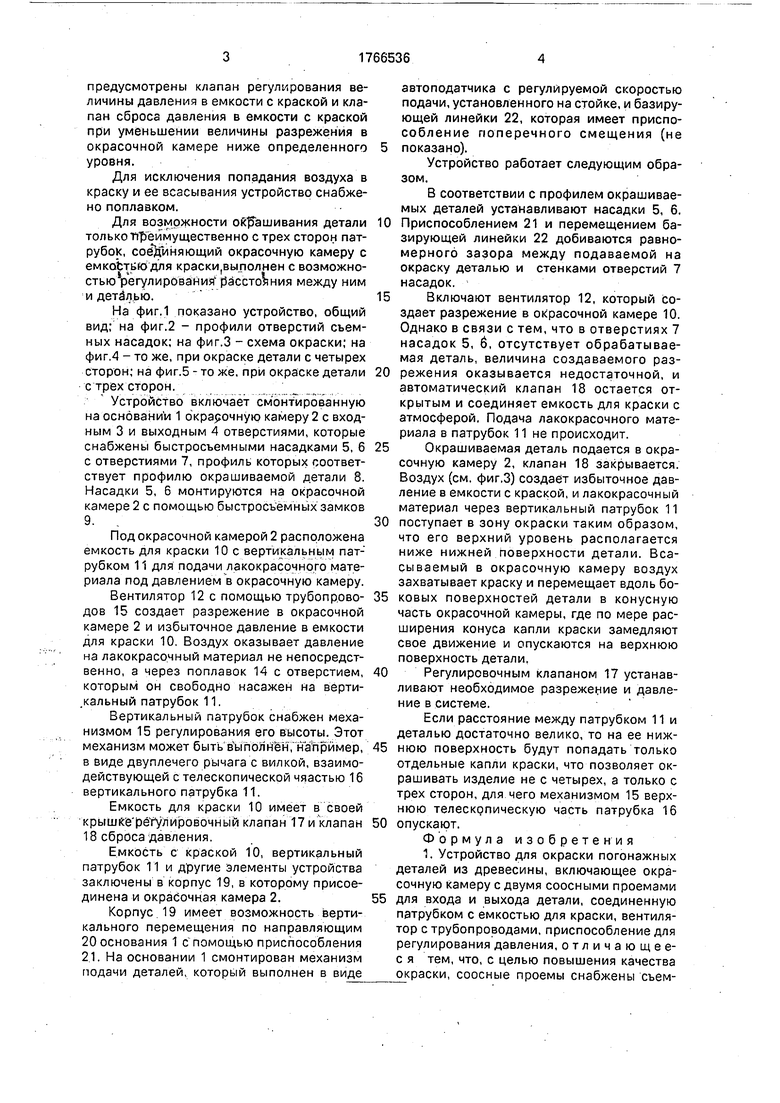
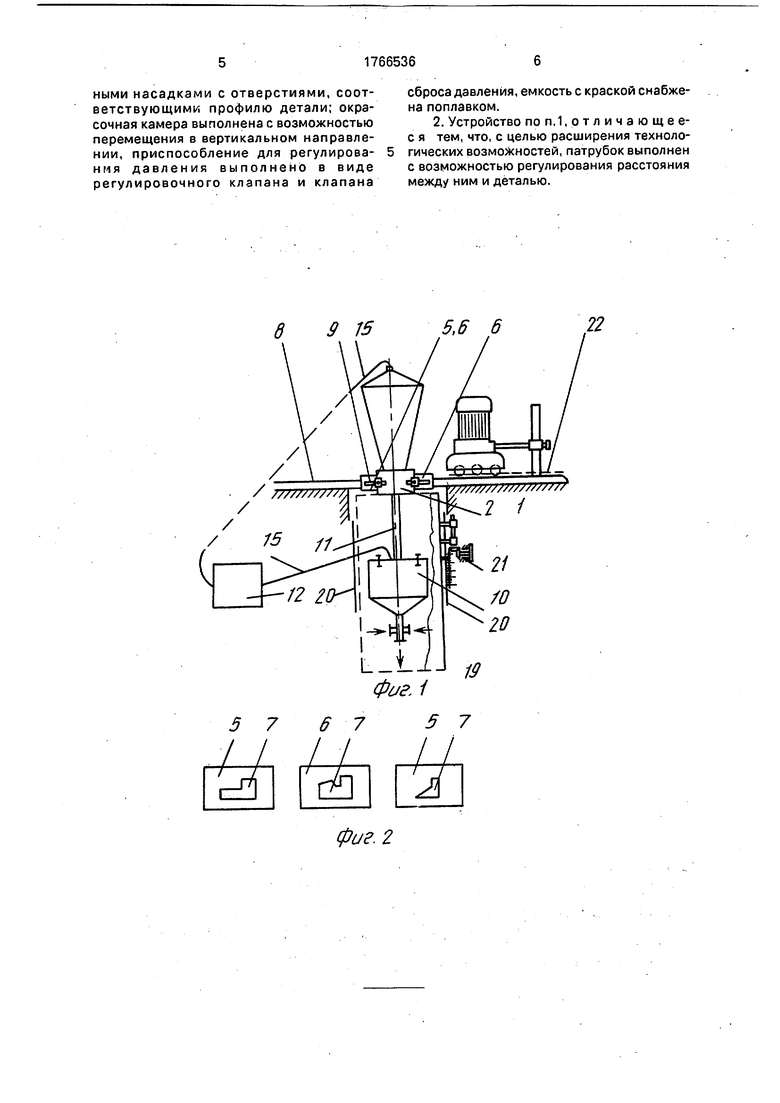
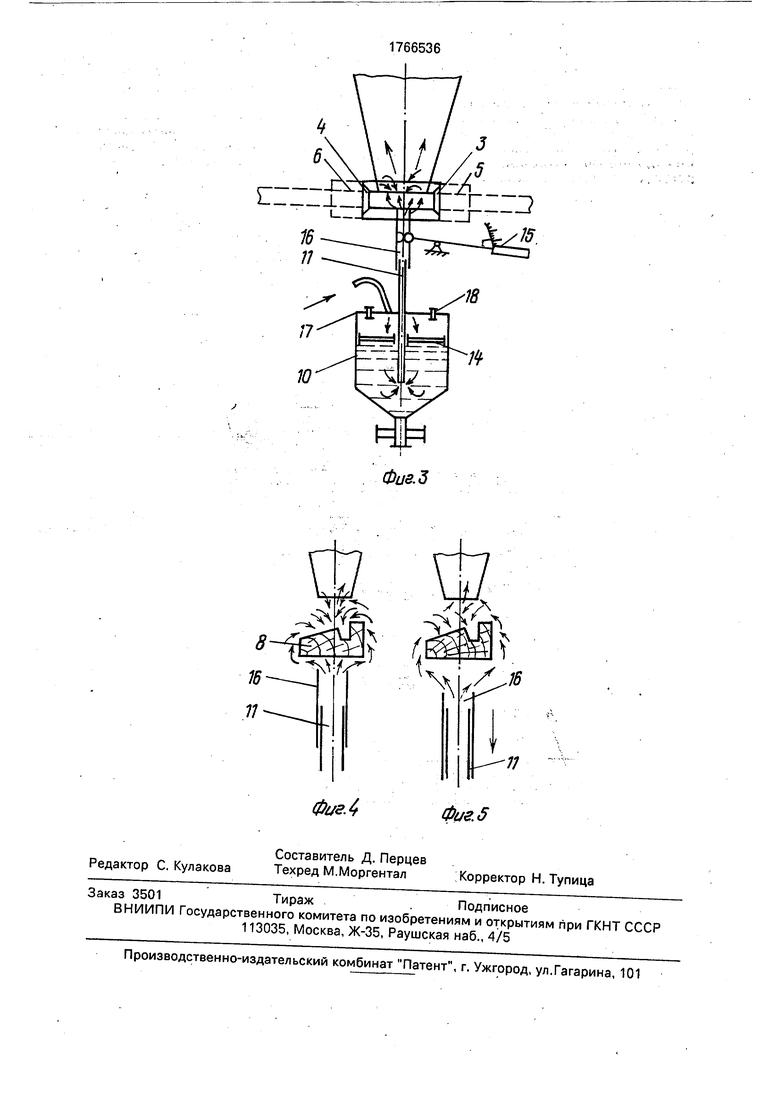
На фиг.1 показано устройство, общий вид; на фиг.2 - профили отверстий съемных насадок; на фиг.З - схема окраски; на фиг.4 - то же, при окраске детали с четырех сторон; на фиг.5 - то же, при окраске детали с трех сторон.
Устройство включает смонтированную на основании 1 окрарочную камеру 2 с входным 3 и выходным 4 отверстиями, которые снабжены быстросъемными насадками 5, б с отверстиями 7, профиль которых соответствует профилю окрашиваемой детали 8. Насадки 5, 6 монтируются на окрасочной камере 2 с помощью быстросъемных замков 9.
Под окрасочной камерой 2 расположена емкость для краски 10с вертикальным пат- рубком 11 для подачи лакокрасочного материала под давлением в окрасочную камеру.
Вентилятор 12 с помощью трубопроводов 15 создает разрежение в окрасочной камере 2 и избыточное давление в емкости для краски 10. Воздух оказывает давление на лакокрасочный материал не непосредственно, а через поплавок 14 с отверстием, которым он свободно насажен на верти- .кальный патрубок 11.
Вертикальный патрубок снабжен механизмом 15 регулирования его высоты. Этот механизм может быть выполнен, например, в виде двуплечего рычага с вилкой, взаимодействующей с телескопической чяастью 16 вертикального патрубка 11.
Емкость для краски 10 имеет в своей крышке рёУулировочный клапан 17 и клапан 18 сброса давления.
Емкость с краской 10, вертикальный патрубок 11 и другие элементы устройства заключены в корпус 19, в которому присоединена и окрасочная камера 2.
Корпус 19 имеет возможность вертикального перемещения по направляющим 20 основания 1 с помощью приспособления 21. На основании 1 смонтирован механизм подачи деталей, который выполнен в виде
автоподатчика с регулируемой скоростью подачи, установленного на стойке, и базирующей линейки 22, которая имеет приспособление поперечного смещения (не
показано).
Устройство работает следующим образом.
В соответствии с профилем окрашиваемых деталей устанавливают насадки 5, 6.
0 Приспособлением 21 и перемещением базирующей линейки 22 добиваются равномерного зазора между подаваемой на окраску деталью и стенками отверстий 7 насадок.
5 Включают вентилятор 12, который создает разрежение в окрасочной камере 10. Однако в связи с тем, что в отверстиях 7 насадок 5, 6, отсутствует обрабатываемая деталь, величина создаваемого раз0 режения оказывается недостаточной, и автоматический клапан 18 остается открытым и соединяет емкость для краски с атмосферой. Подача лакокрасочного материала в патрубок 11 не происходит.
5 Окрашиваемая деталь подается в окрасочную камеру 2, клапан 18 закрывается. Воздух (см. фиг.З) создает избыточное давление в емкости с краской, и лакокрасочный материал через вертикальный патрубок 11
0 поступает в зону окраски таким образом, что его верхний уровень располагается ниже нижней поверхности детали. Всасываемый в окрасочную камеру воздух захватывает краску и перемещает вдоль бо5 ковых поверхностей детали в конусную часть окрасочной камеры, где по мере расширения конуса капли краски замедляют свое движение и опускаются на верхнюю поверхность детали.
0 Регулировочным клапаном 17 устанавливают необходимое разрежение и давление в системе.
Если расстояние между патрубком 11 и деталью достаточно велико, то на ее ниж5 нюю поверхность будут попадать только отдельные капли краски, что позволяет окрашивать изделие не с четырех, а только с трех сторон, для чего механизмом 15 верхнюю телескрпическую часть патрубка 16
0 опускают.
Формула изобретения 1. Устройство для окраски погонажных деталей из древесины, включающее окрасочную камеру с двумя соосными проемами
5 для входа и выхода детали, соединенную патрубком с емкостью для краски, вентилятор с трубопроводами,приспособление для регулирования давления, отличающее- с я тем, что, с целью повышения качества окраски, соосные проемы снабжены съемными насадками с отверстиями, соответствующими профилю детали; окрасочная камера выполнена с возможностью перемещения в вертикальном направлении, приспособление для регулирования давления выполнено в виде регулировочного клапана и клапана
8 9 15
фиг. 2
сброса давления, емкость с краской снабжена поплавком.
5,6 6
ГГГ
Фиг.З
| УСТРОЙСТВО ДЛЯ ОТДЕЛКИ ПОГОНАЖНЫХ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 0 |
|
SU297506A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
