Изобретение относится к машиностроению и предназначено для окраски и сушки изделий, например автомобилей, после ремонта в автосервисе, при нанесении жидких лакокрасочных материалов методом распыления.
В современных технологиях окрашивания жидкими лакокрасочными материалами через зону окраски внутри корпуса окрасочной камеры продувают воздух посредством вентиляционных агрегатов для решения нескольких технических задач, в частности:
а) создания в зоне окраски ламинарного потока воздуха, обладающего достаточной скоростью для быстрого уноса из рабочей зоны аэрозольных частиц краски, образующихся в процессе распыления. Современные требования считают достаточной скорость воздушного потока в интервале 20-30 см/сек для получения высококачественной окраски, например, автомобильных кузовов;
б) удаления из рабочей зоны паров легковоспламеняющихся жидкостей (далее ЛВЖ) до безопасного уровня (0,1-0,5 от Нижнего Концентрационного Предела Распространения Пламени (далее НКПРП).
В настоящее время применяют одно- или двухвентиляторные агрегаты [1, 2], содержащие только приточный или вытяжной вентилятор (группу вентиляторов, включенных параллельно), либо приточного и вытяжного вентиляторов (группы вентиляторов) одновременно, которые при работе в режиме «Окраска» подают воздух в зону окраски (корпус окрасочной камеры) и/или удаляют его из зоны окраски, причем данные конструкции решают вышеназванные проблемы одновременно в одном воздушном потоке, т.е. в процессе окраски изделия из атмосферы через рабочую зону (корпус окрасочной камеры) прокачивается объем воздуха, необходимый для решения задачи а), при этом задача б) решается автоматически за счет существенно большей кратности воздухообмена, чем требуется.
Указанные решения являются технологически простыми, в силу прямоточного способа подачи воздуха внутрь рабочей зоны, однако приводят к чрезмерному потреблению атмосферного воздуха и расходу энергоресурсов. Кроме этого, из зоны окраски в атмосферу выбрасывается значительное количество мелкодисперсных частиц сухой краски, содержащих токсичные компоненты, и пары растворителей, что жестко ограничивается экологическими нормами большинства стран. Устранение этих загрязнителей из больших объемов воздуха требует создания адекватно больших и дорогостоящих агрегатов для фильтрации, сорбции или дожигания.
Таким образом, существует техническая задача усовершенствования работы вентиляционных агрегатов окрасочных камер в режиме «Окраска» с целью снижения энергетических затрат на обработку воздуха, подаваемого и удаляемого в/из зоны окраски, а также на его последующую экологическую очистку. Работа вентиляционных агрегатов в режиме «Сушка» организована во всех известных способах однотипно и далее не рассматривается.
Известны окрасочная система для окраски автомобилей и способ, используемый при окраске, включающий установку ряда последовательно расположенных окрасочных камер, при котором воздух из первой камеры подают последовательно во вторую камеру, третью и далее, до достижения предельно возможных пожаробезопасных концентраций паров ЛВЖ, с дальнейшей очисткой и/или выбросом в атмосферу, при этом окрасочная система содержит несколько вентиляционных агрегатов, вентиляторов, сепараторов частиц, клапанов и т.п. сообразно числу окрасочных камер в системе (см. патент США US3807291, HKИ 98/115 SB, 30.04. 1974 г.).
Данный способ не применим для окраски единичных изделий, в частности автомобиля или его составных частей, после ремонта и ориентирован на использование только в серии автоматических окрасочных камер в конвейерном производстве.
Известен способ подачи воздуха для конвейерного агрегата и окрасочная камера для реализации способа, включающий разделение окрасочной камеры на несколько последовательных зон, причем воздух в/из каждой зоны подают отдельными вентиляторами через отдельные сепараторы с последующим дожиганием паров ЛВЖ после выхода из последней зоны (см. патент США US4587927, HKИ 98/115 SB, 09.05.1986 г.).
Данный способ применим только в случае конвейерных покрасок на автоматизированных линиях, а указанная конвейерная окрасочная камера является технически сложной и экономически малоэффективной, поскольку предусматривает применение множества вентиляторов, сепараторов частиц, клапанов и т.п. сообразно числу зон внутри камеры покраски.
Известная группа изобретений требует использования большого объема чистого воздуха, эквивалентного подаче в одну камеру стандартным способом (как правило, более 20000 кубических метров в час). Решение задачи - экономия энергетических ресурсов - в данной группе изобретений основано на том, что при передаче воздуха из одной последовательной зоны (окрасочной камеры) в другую происходит использование воздуха, который нагрели в предыдущей зоне, тем самым снижается расход энергии, однако этот воздух по-прежнему является прямоточным, т.к. его не возвращают в предыдущую зону и весь значительный объем воздуха, пройдя через последнюю камеру в цепи, подлежит очистке перед выбросом в атмосферу, по-прежнему требуя создания адекватно больших и дорогостоящих систем утилизации паров ЛВЖ.
Указанные способы и устройства используют в конвейерных окрасочных комплексах с большими объемами производства, где не требуется участие человека в технологическом цикле, однако их экономически неэффективно применять для окраски единичных деталей, в малосерийном производстве, а также нельзя использовать в условиях авторемонта, когда отсутствует конвейер для перемещения деталей и обязательно присутствие в окрасочной камере человека.
Ремонт в автосервисе, в частности, предусматривает нанесение краски на неподвижной машине, кроме того, обычно существует только одна окрасочная камера.
Наиболее близким к предлагаемому способу и устройству для реализации способа по совокупности существенных признаков является камера для нанесения покрытий распылением и циркуляционная система для производственного помещения и способ подачи воздуха в окрасочную камеру (см. Евразийский патент ЕА000935 В1, МПК В05В 15/12, 13/02, 26.06.2000 г.).
Известный способ характеризуется подачей воздуха из атмосферы и удаления воздуха в атмосферу посредством вентиляционного агрегата.
Известная камера для нанесения покрытий распылением и циркуляционная система для производственного помещения включает вентиляционный агрегат для подачи и отвода воздуха из камеры, содержащей блок обработки возвратного воздуха и приточный блок, соединенные между собой, воздуховоды, воздухорегулирующее устройство для сброса воздуха, воздухорегулирующее устройство для забора атмосферного воздуха, рециркуляционный и приточный вентиляторы.
Известные способ и устройство имеют низкую надежность, обусловленную сложностью конструкции, поскольку окрасочная камера для реализации данного способа разделена на многочисленные зоны, в частности: зону для окраски, зону удаления и зону рециркуляции отработанного воздуха с находящимися в указанных зонах устройствами регулирования и/или отсечения потоков воздуха с механизмами управления, зону нагнетания атмосферного воздуха с отдельными устройствами регулирования и/или отсечения потока воздуха со своими механизмами управления - суммарно до 12 устройств, фильтры, устройства освещения, сложное устройство механического перемещения объектов окраски по полу рабочей зоны и вентиляционный агрегат, разделенный на секции для независимой подачи атмосферного и возвратного воздуха в окрасочную камеру.
Эксплуатация указанной окрасочной камеры и вентиляционного агрегата усложнена в связи с необходимостью контроля/управления многочисленными клапанами, что отвлекает персонал от непосредственно покраски и увеличивает время нахождения свежего слоя краски в потоке воздуха перед началом сушки, что приводит к увеличению вероятности осаждения загрязнений на окрашенной поверхности. Наличие внутри корпуса окрасочной камеры зон с различной подачей воздуха и, соответственно, различными объемными расходами данных потоков воздуха, также влечет за собой ряд негативных последствий, в частности:
1). Недостаточную пожаробезопасность, вызванную накоплением паров ЛВЖ в основном объеме вентагрегата и корпуса камеры при отсутствии подачи свежего воздуха в этих зонах.
2). Образование пограничных турбулентных течений воздушных потоков на границе зон подачи чистого воздуха и рециркуляционного воздуха из-за разницы их скоростей, что приведет к витанию в объеме камеры мелкодисперсных частиц краски и их возможному последующему осаждению на свежеокрашенной поверхности.
Техническим результатом при использовании предлагаемой группы изобретений является улучшение эксплуатационных характеристик, обусловленных упрощением способа подачи воздушного потока в рабочую зону и конструктивного выполнения вентиляционных агрегатов, и повышение качества окрашиваемых поверхностей, т.к. обеспечивается равномерный (ламинарный) воздушный поток по всей площади окрасочной камеры, позволяющий окрашивать целиком со всех сторон как автомобиль (или иное крупногабаритное изделие), так и отдельные детали.
Данный технический результат в части способа достигается тем, что, согласно варианту №1, в способе подачи воздуха в окрасочную камеру, характеризующемся подачей воздуха из атмосферы и удалением воздуха в атмосферу посредством вентиляционного агрегата, внутри окрасочной камеры и вентиляционного агрегата создают замкнутый воздушный поток, который после прохождения зоны окраски разделяют на два потока, первый из которых возвращают в окрасочную камеру или с очисткой на фильтрах, или без очистки, при этом организуют забор дополнительного воздуха из атмосферы, смешивают его с возвратным воздухом и подают в зону окраски камеры, а второй поток с парами легковоспламеняющихся жидкостей удаляют в атмосферу.
Кроме того, второй поток с парами легковоспламеняющихся жидкостей или очищают от паров легковоспламеняющихся жидкостей методами сорбции либо дожигания, или непосредственно сбрасывают в атмосферу.
Данный технический результат в части способа достигается тем, что, согласно варианту №2, в способе подачи воздуха в окрасочную камеру, характеризующемся подачей воздуха из атмосферы и удаления воздуха в атмосферу посредством вентиляционного агрегата, внутри окрасочной камеры и вентиляционного агрегата создают замкнутый воздушный поток, который после прохождения зоны окраски смешивают с дополнительным объемом воздуха, взятым из атмосферы, и разделяют на два потока, первый из которых подают в зону окраски камеры, или с очисткой на фильтрах, или без очистки, а второй поток с парами легковоспламеняющихся жидкостей удаляют в атмосферу.
Кроме того, второй поток с парами легковоспламеняющихся жидкостей или очищают от паров легковоспламеняющихся жидкостей методами сорбции либо дожигания, или непосредственно сбрасывают в атмосферу.
Указанный технический результат в части устройства достигается за счет того, что вентиляционный агрегат для подачи и отвода воздуха из камеры, согласно варианту 1, содержащий блок обработки возвратного воздуха и приточный блок, соединенные между собой, воздуховоды, воздухорегулирующее устройство для сброса воздуха, воздухорегулирующее устройство для забора атмосферного воздуха, рециркуляционный и приточный вентиляторы, снабжен зоной для смешения потоков возвратного воздуха и чистого атмосферного воздуха, соединенной с окрасочной камерой и расположенной или в окрасочной камере между блоком обработки возвратного воздуха и приточным блоком, или над блоком обработки возвратного воздуха и приточным блоком.
Указанный технический результат в части устройства достигается за счет того, что вентиляционный агрегат для подачи и отвода воздуха из камеры, согласно варианту 2, содержащий блок обработки возвратного воздуха и приточный блок, соединенные между собой, воздуховоды, воздухорегулирующее устройство для сброса воздуха, воздухорегулирующее устройство для забора атмосферного воздуха, рециркуляционный и приточный вентиляторы, снабжен зоной для смешения потоков возвратного воздуха и чистого атмосферного воздуха, соединенной с окрасочной камерой и расположенной или в окрасочной камере между блоком обработки возвратного воздуха и приточным блоком, или над блоком обработки возвратного воздуха и приточным блоком, и перегородкой для деления внутреннего объема блока обработки возвратного воздуха на зоны, расположенной в блоке обработки возвратного воздуха и выполненной в виде соединенных между собой двух частей, нижняя из которых выполнена воздухонепроницаемой, а верхняя часть выполнена с отверстиями для возвратного воздуха.
Кроме того, в вентиляционном агрегате для подачи и отвода воздуха из камеры, согласно варианту 2, перегородка для деления внутреннего объема блока обработки возвратного воздуха на зоны образует зону всасывания, зону нагнетания и зону или очистки или рециркуляции, соединенную с зоной для смешения потоков.
Указанный технический результат в части устройства достигается за счет того, что вентиляционный агрегат для подачи и отвода воздуха из камеры, согласно варианту 3, содержащий блок обработки возвратного воздуха и приточный блок, соединенные между собой, воздуховоды, воздухорегулирующее устройство для сброса воздуха, воздухорегулирующее устройство для забора атмосферного воздуха, рециркуляционный вентилятор, снабжен зоной для смешения потоков возвратного воздуха и чистого атмосферного воздуха, расположенной во внутреннем пространстве блока обработки возвратного воздуха, и перегородкой для деления внутреннего объема блока обработки возвратного воздуха на зоны, расположенной в блоке обработки возвратного воздуха и выполненной в виде соединенных между собой двух частей, нижняя из которых выполнена воздухонепроницаемой, а верхняя часть выполнена с отверстиями для возвратного воздуха.
Кроме того, в вентиляционном агрегате для подачи и отвода воздуха из камеры, согласно варианту 3, перегородка для деления внутреннего объема блока обработки возвратного воздуха на зоны образует зону всасывания и смешения потоков, соединенную с приточным блоком, зону нагнетания, зону или очистки, или рециркуляции, соединенную с окрасочной камерой; и он снабжен перепускным воздухораспределительным устройством, расположенным в зоне для смешения потоков.
Сущность изобретения поясняется чертежами.
На фиг.1 изображена окрасочная камера с вентагрегатом на двух группах вентиляторов с раздельно расположенными блоками, общий вид, вариант 1;
На фиг.2 изображена окрасочная камера с вентагрегатом на двух группах вентиляторов с совместно расположенными блоками, общий вид, вариант 1;
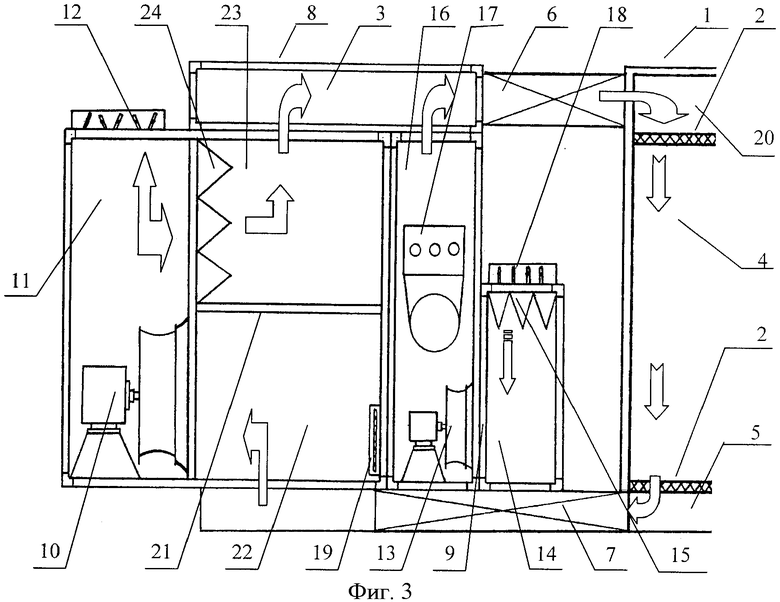
на фиг.3 изображена окрасочная камера с вентагрегатом на двух группах вентиляторов с совместно расположенными блоками, общий вид, вариант 2;
на фиг.4 изображена окрасочная камера с вентагрегатом на двух группах вентиляторов с раздельно расположенными блоками, общий вид, вариант 2;
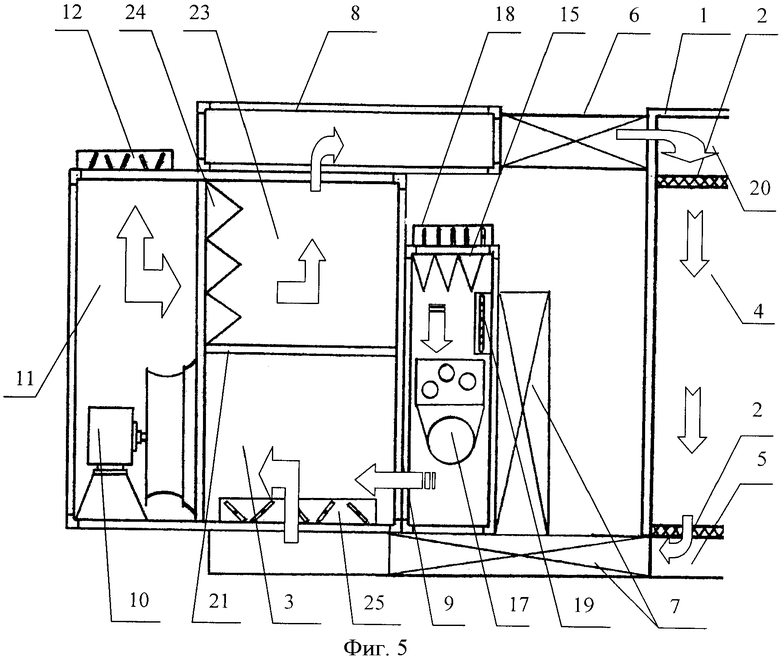
на фиг.5 изображена окрасочная камера с вентагрегатом на одной группе вентиляторов, общий вид, вариант 3.
Камера для окраски при раздельно расположенных блоках вентагрегата (Варианты 1, 2 для реализации способа по п.1 формулы изобретения, фиг.1 и 4) состоит из корпуса 1, в котором размещены фильтры 2. Фильтры 2 делят окрасочную камеру на три зоны: зону 3 для смешения потоков возвратного (рециркуляционного) воздуха и чистого атмосферного воздуха, зону 4 для окраски изделий (рабочую зону), в которую подается из зоны 3 смешанный поток воздуха, и зону 5 для отвода отработанного воздуха, загрязненного парами ЛВЖ и остаточными частицами краски. Корпус 1 камеры для окраски автомобиля соединен посредством подающих воздуховодов 6 и отводящих воздуховодов 7 с вентиляционным агрегатом для подачи и отвода воздуха из камеры, который состоит из двух основных блоков: блока 8 обработки возвратного воздуха и приточного блока 9.
Камера для окраски при совместно расположенных блоках вентагрегата (Варианты 1 и 2 для реализации способа по п.1. формулы изобретения, фиг.2 и 3) состоит из корпуса 1, в котором размещены фильтры 2. Фильтры 2 делят окрасочную камеру на три зоны: зону 20 для подачи воздуха, зону 4 для окраски (рабочую зону) изделий, зону 5 для отвода отработанного воздуха, загрязненного парами ЛВЖ и остаточными частицами краски. Корпус 1 камеры для окраски автомобиля соединен посредством подающего воздуховода 6 и отводящего воздуховода 7 с вентиляционным агрегатом для подачи и отвода воздуха в/из камеры, который состоит из двух основных блоков: блока 8 обработки возвратного воздуха и приточного блока 9.
В блоке 8 вентиляционного агрегата (Варианты 1 для реализации способа по п.1. формулы изобретения, фиг.1 и 2) размещены: рециркуляционный вентилятор 10 для создания замкнутого воздушного потока, образующий зону нагнетания 11, предназначенную для разделения отработанного воздуха на два потока, первый из которых предназначен для возврата в зону окраски с созданием внутри окрасочной камеры и вентагрегата замкнутого воздушного потока, а второй поток с парами ЛВЖ отводится в атмосферу посредством воздухораспределительного устройства 12.
В приточном блоке 9 установлены: приточный вентилятор 13, разделяющий внутреннее пространство блока 9 на зону 14 всасывания и очистки атмосферного воздуха на фильтрах 15 и зону нагнетания 16, причем или в зоне нагнетания 16, или в зоне 14 всасывания и очистки атмосферного воздуха размещено воздухонагревательное устройство 17.
В приточном блоке 9 также расположено воздухораспределительное устройство 18, обеспечивающее подачу нужного объема атмосферного воздуха. Воздухораспределительные устройства 18 и 12 работают взаимосвязанно между собой для поддержания необходимого давления воздуха внутри корпуса 1 окрасочной камеры.
В блоке 8 вентиляционного агрегата (Варианты 2 для реализации способа по
п.1. формулы изобретения, фиг.3 и 4) размещены: рециркуляционный вентилятор 10 для создания замкнутого воздушного потока и перегородка 21, которая делит внутренний объем блока 8 на три зоны: зону 22 всасывания, зону 11 нагнетания и зону 23 очистки возвратного воздуха или рециркуляции, а также зону 3 смешения потоков, соединенную с окрасочной камерой подающим воздуховодом 6. Зона 11 нагнетания предназначена для разделения отработанного воздуха на два потока, первый из которых предназначен для возврата в зону окраски с созданием внутри окрасочной камеры и вентагрегата замкнутого воздушного потока, а второй поток с ЛВЖ отводится в атмосферу посредством воздухораспределительного устройства 12.
Перегородка 21 состоит из двух частей: нижняя часть выполнена воздухонепроницаемой, а верхняя часть выполнена с отверстиями для воздуха, поступающего из зоны 11 нагнетания в зону 23 очистки возвратного воздуха, предназначенную для очистки возвратного воздуха на фильтрах 24. Фильтры 24 могут размещаться или на границе зон 11 и 23 в отверстиях перегородки 21, или могут быть вынесены в подающий воздуховод 6, причем в этом случае зоны 11 и 23 совмещаются в одну зону.
Зона 23 очистки возвратного воздуха соединена с зоной 3 смешения потоков, последняя соединена с приточным блоком 9, в котором установлены приточный вентилятор 13, разделяющий блок 9 на зону 14 всасывания и очистки атмосферного воздуха на фильтрах 15, и зону 16 нагнетания, причем или в зоне 16 нагнетания, или в зоне 14 всасывания и очистки атмосферного воздуха размещено воздухонагревательное устройство 17.
В приточном блоке 9 расположено воздухораспределительное устройство 18, обеспечивающее подачу нужного объема атмосферного воздуха. Воздухораспределительные устройства 18 и 12 работают взаимосвязанно между собой для поддержания необходимого давления воздуха внутри корпуса 1 окрасочной камеры.
Вентиляционный агрегат (Вариант 1 и 2) предназначен для работы или в режиме "окраска", или в режиме "сушка", для работы в режиме "сушка" предусмотрено наличие перепускного воздухораспределительного устройства 19, расположенного в зоне всасывания 22 блока 8 (Фиг.3) либо в зоне всасывания 14 блока 9 (Фиг.4).
Камера для окраски (Варианты 3 для реализации способа по п.2. формулы изобретения) состоит из корпуса 1, в котором размещены фильтры 2. Фильтры 2 делят окрасочную камеру на три зоны: зону 20 для подачи воздуха, зону 4 для окраски (рабочую зону) изделий, зону 5 для отвода отработанного воздуха, загрязненного парами ЛВЖ и остаточными частицами краски. Корпус 1 камеры для окраски автомобиля соединен посредством подающего воздуховода 6 и отводящего воздуховода 7 с вентиляционным агрегатом для подачи и отвода воздуха из камеры, который состоит из двух основных блоков: блока 8 обработки возвратного воздуха и приточного блока 9.
В блоке 8 обработки возвратного воздуха размещены рециркуляционный вентилятор 10 для создания замкнутого воздушного потока и, одновременно, забора атмосферного воздуха, перегородка 21, которая делит внутренний объем блока 8 на три зоны: зону 3 смешения потоков, зону 11 нагнетания и зону 23 очистки возвратного воздуха или рециркуляции. Зона 3 смешения потоков предназначена для смешения потоков отработанного и атмосферного воздуха, зона 11 нагнетания предназначена для разделения воздуха на два потока, первый из которых предназначен для возврата в зону окраски с созданием внутри окрасочной камеры и вентагрегата замкнутого воздушного потока, а второй поток с ЛВЖ отводится в атмосферу посредством воздухораспределительного устройства 12.
В зоне 3 размещено воздухораспределительное устройство 25, предназначенное для регулирования совместно с воздухораспределительным устройством 18 на входе блока 9 соотношения потоков отработанного и атмосферного воздуха, подаваемого вентилятором 10 в зону 11 нагнетания и зону 23 очистки возвратного воздуха через фильтры 24, соединенную с окрасочной камерой подающим воздуховодом 6.
Перегородка 21 состоит из двух частей: нижняя часть выполнена воздухонепроницаемой, а верхняя часть выполнена с отверстиями для воздуха, поступающего из зоны 11 нагнетания в зону 23, предназначенную для очистки возвратного воздуха на фильтрах 24. Фильтры 24 могут размещаться или на границе зон 11 и 23 в отверстиях перегородки 21, или могут быть вынесены в подающий воздуховод 6, либо совмещены с фильтрами 2 в зоне подачи воздуха, причем в этом случае зоны 11 и 23 совмещаются в одну зону.
Зона 3 соединена с блоком обработки атмосферного воздуха 9, в котором установлены фильтры 15 очистки атмосферного воздуха и воздухонагревательное устройство 17.
Воздухорегулирующие устройства 18 и 12 работают взаимосвязанно между собой для поддержания необходимого давления воздуха внутри корпуса 1 окрасочной камеры.
Вентиляционный агрегат предназначен для работы или в режиме "окраска", или в режиме "сушка", для работы в режиме "сушка" предусмотрено наличие перепускного воздухораспределительного устройства 19, расположенного в блоке обработки атмосферного воздуха 8 перед воздухонагревательным устройством 17.
Способ подачи воздуха в окрасочную камеру для окраски жидкими лакокрасочными материалами (вариант 1) осуществляется следующим образом.
Пример.
Работа вентиляционных агрегатов в режиме «Сушка» организована во всех известных способах однотипно и далее не рассматривается.
Для работы в режиме «окраска» внутри корпуса 1 камеры (в зоне 4) размещают автомобиль, либо детали автомобиля, либо любые иные изделия, окрашиваемые методом распыления жидких ЛКМ. При включении вентиляционнего агрегата происходит одновременный запуск в работу обоих вентиляторов: рециркуляционного 10 и приточного 13. При окраске изделия в зоне 4 образуется некоторое количество мелкодисперсных частиц краски и паров ЛВЖ, попадающих в воздушный поток. Поток за счет разрежения, созданного вентилятором 10, проходит через нижние фильтры 2 корпуса камеры, где частично оседают частицы краски, далее одна часть воздушного потока с парами ЛВЖ и мелкодисперсной фракцией сухих частиц краски удаляется через устройство 12 на очистку и/или выброс в атмосферу, а основной поток поступает на смешение с чистым внешним воздухом, поданным приточным вентилятором, в зоне 3, за счет чего происходит снижение концентрации паров ЛВЖ, и на дальнейшую очистку от пыли и краски на верхних фильтрах 2 корпуса камеры. После прохождения фильтров единый смешанный воздушный поток вновь поступает в рабочую зону 4.
Причем второй поток с парами легковоспламеняющихся жидкостей или очищают от паров легковоспламеняющихся жидкостей методами сорбции либо дожигания, или непосредственно сбрасывают в атмосферу.
Способ подачи воздуха в окрасочную камеру для окраски жидкими лакокрасочными материалами (вариант 2) осуществляется следующим образом.
Пример.
Работа вентиляционных агрегатов в режиме «Сушка» организована во всех известных способах однотипно и далее не рассматривается.
Для работы в режиме «окраска» внутри корпуса 1 камеры (в зоне 4) размещают автомобиль, либо детали автомобиля, либо любые иные изделия, окрашиваемые методом распыления жидких ЛКМ. Вентилятор 10 создает разрежение в зоне 3, за счет чего всасывает свежий воздух из атмосферы, который проходит очистку от пыли на фильтре 15, проходит затем через воздухонагреватель 17 в зону смешения потоков 3. Объем всасываемого атмосферного воздуха задается раскрытием воздухораспределительного устройства 18. Рециркуляционный вентилятор 10 также за счет разрежения в зоне 3 создает разрежение в зоне 5, за счет чего происходит всасывание (удаление) воздуха из рабочей зоны внутри окрасочной камеры через фильтры очистки от частиц краски 2. Отработанный воздух из зоны 5 через регулировочное устройство 25 поступает в зону 3, где смешивается с потоком чистого атмосферного воздуха. Затем общий поток нагнетается вентилятором 10 в зону 11, где происходит разделение его на 2 потока. Первый поток за счет давления (нагнетания) вентилятора 10 проходит через фильтры 24, которые могут быть установлены в отверстиях в перегородке 21, и поступает через воздуховод в корпус камеры, где, проходя через фильтры 2, поступает вновь единым потоком по всей площади рабочей зоны 4 камеры. Количество воздуха, создающего второй поток, выбрасываемый в устройство очистки или в атмосферу, определяется степенью открытия воздухораспределительного устройства 12 и определяется оператором в зависимости от требуемого избыточного давления внутри рабочей зоны 4 ОСК, т.е. немногим менее объема поданного в ОСК чистого атмосферного воздуха.
Причем второй поток с парами легковоспламеняющихся жидкостей или очищают от паров легковоспламеняющихся жидкостей методами сорбции либо дожигания, или непосредственно сбрасывают в атмосферу.
Вентиляционный агрегат для подачи и отвода воздуха из камеры (вариант 1) работает следующим образом.
Для работы в режиме «окраска» внутри корпуса 1 камеры (в зоне 4) размещают автомобиль, либо детали автомобиля, либо любые иные изделия, окрашиваемые методом распыления жидких ЛКМ. Приточный вентилятор 13 создает разрежение в зоне 14, за счет чего всасывает свежий воздух из атмосферы, который проходит очистку от пыли на фильтре 15 и нагнетает затем атмосферный воздух через воздухонагреватель 17 в зону смешения потоков 3. Объем всасываемого атмосферного воздуха задается раскрытием воздухораспределительного устройства 18. Рециркуляционный вентилятор 10 создает разрежение в зоне 5, за счет чего происходит всасывание (удаление) воздуха из рабочей зоны 4 внутри окрасочной камеры через фильтры очистки от частиц краски 2. Затем воздух нагнетается вентилятором 10 в зону 11, где происходит разделение его на 2 потока. Первый поток, очищенный на дополнительных фильтрах при их наличии либо не очищенный, за счет давления (нагнетания) вентилятора 10 поступает в зону 3, где смешивается с атмосферным воздухом, также поданным под давлением вентилятором 13, и, проходя через фильтры очистки 2, поступает вновь единым замкнутым потоком по всей площади рабочей зоны 4 камеры. Количество воздуха, создающего второй поток, выбрасываемый в устройство очистки или в атмосферу, определяется степенью открытия воздухораспределительного устройства 12 и задается оператором в зависимости от требуемого избыточного давления внутри рабочей зоны 4 камеры, т.е. немногим менее объема поданного в камеру чистого атмосферного воздуха.
Вентиляционный агрегат для подачи и отвода воздуха из камеры (вариант 2) работает следующим образом.
Для работы в режиме «окраска» внутри корпуса 1 камеры (в зоне 4) размещают автомобиль, либо детали автомобиля, либо любые иные изделия, окрашиваемые методом распыления жидких ЛКМ. При включении вентагрегата происходит одновременный запуск в работу обоих вентиляторов: рециркуляционного 11 и приточного 14. При окраске изделия в зоне 4 образуется некоторое количество мелкодисперсных частиц краски и паров ЛВЖ, попадающих в воздушный поток. Поток за счет разрежения, созданного вентилятором 10, проходит через нижние фильтры 2 корпуса ОСК, где частично оседают частицы краски, далее одна часть воздушного потока с парами ЛВЖ и мелкодисперсной фракцией сухих частиц краски удаляется через устройство 12 на очистку и/или выброс в атмосферу, а основной поток поступает на фильтры тонкой очистки 24, дополнительно удаляющие мелкодисперсные частицы краски из возвратного потока воздуха, затем на смешение с чистым внешним воздухом в зоне 3, за счет чего происходит снижение концентрации паров ЛВЖ, и затем на дальнейшую очистку от пыли и краски на верхних фильтрах 2 корпуса ОСК. После прохождения фильтров единый смешанный воздушный поток вновь поступает в рабочую зону 4.
Данный вариант позволяет за счет установки внутренней перегородки 21 в блоке обработки возвратного воздуха 8 разместить дополнительные фильтры тонкой очистки 24 и, по сравнению с вариантом 1, существенно повысить степень очистки воздуха, что удлиняет срок службы верхних фильтров 2 в корпусе ОСК, а также повышает качество окраски.
Работа в режиме «сушка» (вариант 1 и 2) осуществляется следующим образом: после завершения окраски (отсутствие выделения частиц лакокрасочных материалов и значительного объема паров ЛВЖ) и кратковременного «проветривания» объема ОСК и вентиляционного агрегата от избытка паров ЛВЖ оператор открывает перепускное воздухораспределительное устройство 19 и закрывает устройства 12 и 18. Степень взаимного закрытия последних определяется необходимостью поддержания небольшого избыточного давления внутри корпуса ОСК. После указанных операций вентилятор 13 начинает работать в рециркуляционном режиме, всасывая воздух из зоны 5 и подавая его через воздухонагреватель 17 в зону 3 ОСК, за счет чего обеспечивается быстрый прогрев воздуха до требуемой температуры.
Вентиляционный агрегат для подачи воздуха в окрасочную камеру (вариант 3) осуществляется следующим образом.
Для работы в режиме «окраска» внутрь корпуса камеры (в зоне 4) размещается автомобиль, либо детали автомобиля, либо любые иные изделия, окрашиваемые методом распыления жидких ЛКМ. При включении вентиляционного агрегата происходит запуск в работу главного (рециркуляционного) вентилятора 10. Вентилятор 10 создает разрежение в зоне смешения 3 и через нее в приточном блоке 9, за счет чего в зону 3 всасывается свежий воздух из атмосферы, который проходит очистку от пыли на фильтре 15 и нагревается воздухонагревателем 17. Объем всасываемого атмосферного воздуха задается раскрытием воздухораспределительного устройства 18. Рециркуляционный вентилятор 10 создает через зону 3 также разрежение в зоне 5, за счет чего происходит всасывание (удаление) отработанного воздуха из рабочей зоны 4 внутри окрасочной камеры через фильтры очистки от частиц краски 2. Отработанный воздух через воздуховод 7 и воздухораспределительное устройство 25 поступает в зону смешения 3, где смешивается с потоком свежего воздуха из атмосферы. Соотношение данных потоков регулируется степенью взаимного раскрытия воздухораспределительных устройств 18 и 25. Затем смешанный поток воздуха нагнетается вентилятором 10 в зону 11, где происходит разделение его на 2 потока. Первый поток за счет давления нагнетания вентилятора 10 проходит через фильтры 24, установленные в перегородке 21, и поступает в зону 23, откуда через воздуховод 6 нагнетается в зону 20 камеры и, проходя за счет давления нагнетания вентилятора 10, через фильтры очистки 2, поступает вновь единым потоком по всей площади рабочей зоны 4 камеры. Количество воздуха, создающего второй поток, выбрасываемый в устройство очистки или в атмосферу, определяется степенью открытия воздухораспределительного устройства 12 и определяется оператором в зависимости от требуемого избыточного давления внутри рабочей зоны 4 камеры, т.е. немногим менее объема поданного в камеры чистого атмосферного воздуха.
Данный вариант применим для замещения существующих в настоящее время конструкций, использующих одновентиляторную схему вентиляционного агрегата, что позволяет, с одной стороны, снизить его стоимость за счет отсутствия цены второго вентилятора, но - с другой стороны - ведет к снижению объема подаваемого в окрасочную камеру воздуха по сравнению с вариантом №2.
Работа в режиме «сушка» осуществляется следующим образом: после завершения окраски (отсутствие выделения частиц лакокрасочных материалов и значительного объема паров ЛВЖ) и кратковременного «проветривания» объема камеры и вентиляционного агрегата от избытка паров ЛВЖ оператор открывает перепускное воздухораспределительное устройство 19 и закрывает устройства 18 и 12. Степень взаимного закрытия последних определяется необходимостью поддержания небольшого избыточного давления внутри корпуса ОСК. Для увеличения объема воздуха, поступающего через воздухонагреватель, производится частичное закрытие воздухорегулирующего устройства 25. После указанных операций вентилятор 10 начинает работать полностью в рециркуляционном режиме, всасывая воздух из зоны 5 и подавая его через воздухонагреватель 17 в зону 4 ОСК, за счет чего обеспечивается быстрый прогрев воздуха до требуемой температуры.
Источники информации
1. Патент США US 5395285, В05В 15/12, 1995-03-07.
2. Патент Германия DE 3408087, В05В 15/12, 1985-09-05.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи воздуха в камеру для окраски жидкими лакокрасочными материалами и камера для реализации способа (варианты) | 2016 |
|
RU2614673C1 |
| ОКРАСОЧНО-СУШИЛЬНАЯ УСТАНОВКА | 2002 |
|
RU2232956C2 |
| УСТАНОВКА ДЛЯ ОКРАСКИ АВТОМОБИЛЯ | 1995 |
|
RU2128088C1 |
| Окрасочная камера | 1988 |
|
SU1636065A1 |
| СПОСОБ ИНДИВИДУАЛЬНОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ ВОЗДУХА В КУПЕ ПАССАЖИРСКОГО ВАГОНА И СИСТЕМА КОНДИЦИОНИРОВАНИЯ ВОЗДУХА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270117C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ И СУШКИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1990 |
|
RU2011429C1 |
| Установка для окраски и сушки крупногабаритных изделий | 1989 |
|
SU1741921A1 |
| РАБОТАЮЩАЯ В РЕЖИМЕ РЕЦИРКУЛЯЦИИ ВОЗДУХА ОКРАСОЧНАЯ УСТАНОВКА | 2011 |
|
RU2572899C2 |
| Установка для окраски изделий | 1984 |
|
SU1178498A2 |
| Камера для окраски изделий | 1981 |
|
SU1003927A1 |


Способ предназначен для подачи воздуха в окрасочную камеру для окраски жидкими лакокрасочными материалами, а вентиляционный агрегат - для реализации способа. Внутри камеры и вентиляционного агрегата создают замкнутый воздушный поток, который после прохождения зоны для окраски разделяют на два потока, первый из которых возвращают в камеру, при этом организуют забор дополнительного воздуха из атмосферы, смешивают его с возвратным воздухом и подают в зону для окраски, а второй поток с парами легковоспламеняющихся жидкостей удаляют в атмосферу. В другом варианте, внутри камеры и вентиляционного агрегата создают замкнутый воздушный поток, который после прохождения зоны для окраски смешивают с дополнительным объемом воздуха, взятым из атмосферы, и разделяют на два потока, первый из которых подают в зону для окраски, а второй поток с парами легковоспламеняющихся жидкостей удаляют в атмосферу. Агрегат содержит блок обработки возвратного воздуха и приточный блок, воздуховоды, воздухорегулирующее устройство для сброса и забора воздуха, рециркуляционный и приточный вентиляторы, он снабжен зоной для смешения потоков возвратного воздуха и чистого атмосферного воздуха, соединенной с окрасочной камерой. Технический результат - улучшение эксплуатационных характеристик. 5 н. и 5 з.п. ф-лы, 5 ил.
1. Способ подачи воздуха в окрасочную камеру для окраски жидкими лакокрасочными материалами, характеризующийся подачей воздуха из атмосферы и удаления воздуха в атмосферу посредством вентиляционного агрегата, отличающийся тем, что внутри окрасочной камеры и вентиляционного агрегата создают замкнутый воздушный поток, который после прохождения зоны окраски разделяют на два потока, первый из которых возвращают в окрасочную камеру или с очисткой на фильтрах, или без очистки, при этом организуют забор дополнительного воздуха из атмосферы, смешивают его с возвратным воздухом и подают в зону окраски камеры, а второй поток с парами легковоспламеняющихся жидкостей удаляют в атмосферу.
2. Способ по п.1, отличающийся тем, что второй поток с парами легковоспламеняющихся жидкостей или очищают от паров легковоспламеняющихся жидкостей методами сорбции либо дожигания, или непосредственно сбрасывают в атмосферу.
3. Способ подачи воздуха в окрасочную камеру для окраски жидкими лакокрасочными материалами, характеризующийся подачей воздуха из атмосферы и удаления воздуха в атмосферу посредством вентиляционного агрегата, отличающийся тем, что внутри окрасочной камеры и вентиляционного агрегата создают замкнутый воздушный поток, который после прохождения зоны окраски смешивают с дополнительным объемом воздуха, взятым из атмосферы, и разделяют на два потока, первый из которых подают в зону окраски камеры, или с очисткой на фильтрах, или без очистки, а второй поток с парами легковоспламеняющихся жидкостей удаляют в атмосферу.
4. Способ по п.3, отличающийся тем, что второй поток с парами легковоспламеняющихся жидкостей или очищают от паров легковоспламеняющихся жидкостей методами сорбции либо дожигания, или непосредственно сбрасывают в атмосферу.
5. Вентиляционный агрегат для подачи и отвода воздуха из камеры, содержащий блок обработки возвратного воздуха и приточный блок, соединенные между собой, воздуховоды, воздухорегулирующее устройство для сброса воздуха, воздухорегулирующее устройство для забора атмосферного воздуха, рециркуляционный и приточный вентиляторы, отличающийся тем, что он снабжен зоной для смешения потоков возвратного воздуха и чистого атмосферного воздуха, соединенной с окрасочной камерой и расположенной или в окрасочной камере между блоком обработки возвратного воздуха и приточным блоком, или над блоком обработки возвратного воздуха и приточным блоком.
6. Вентиляционный агрегат для подачи и отвода воздуха из камеры, содержащий блок обработки возвратного воздуха и приточный блок, соединенные между собой, воздуховоды, воздухорегулирующее устройство для сброса воздуха, воздухорегулирующее устройство для забора атмосферного воздуха, рециркуляционный и приточный вентиляторы, отличающийся тем, что он снабжен зоной для смешения потоков возвратного воздуха и чистого атмосферного воздуха, соединенной с окрасочной камерой и расположенной или в окрасочной камере между блоком обработки возвратного воздуха и приточным блоком, или над блоком обработки возвратного воздуха и приточным блоком, и перегородкой для деления внутреннего объема блока обработки возвратного воздуха на зоны, расположенной в блоке обработки возвратного воздуха и выполненной в виде соединенных между собой двух частей, нижняя из которых выполнена воздухонепроницаемой, а верхняя часть выполнена с отверстиями для возвратного воздуха.
7. Вентиляционный агрегат по п.6, отличающийся тем, что перегородка для деления внутреннего объема блока обработки возвратного воздуха на зоны образует зону всасывания, зону нагнетания и зону или очистки или рециркуляции, соединенную с зоной для смешения потоков.
8. Вентиляционный агрегат для подачи и отвода воздуха из камеры, содержащий блок обработки возвратного воздуха и приточный блок, соединенные между собой, воздуховоды, воздухорегулирующее устройство для сброса воздуха, воздухорегулирующее устройство для забора атмосферного воздуха, рециркуляционный вентилятор, отличающийся тем, что он снабжен зоной для смешения потоков возвратного воздуха и чистого атмосферного воздуха, расположенной во внутреннем пространстве блока обработки возвратного воздуха, и перегородкой для деления внутреннего объема блока обработки возвратного воздуха на зоны, расположенной в блоке обработки возвратного воздуха и выполненной в виде соединенных между собой двух частей, нижняя из которых выполнена воздухонепроницаемой, а верхняя часть выполнена с отверстиями для возвратного воздуха.
9. Вентиляционный агрегат по п.8, отличающийся тем, что перегородка для деления внутреннего объема блока обработки возвратного воздуха на зоны образует зону всасывания и смешения потоков, соединенную с приточным блоком, зону нагнетания, зону или очистки или рециркуляции, соединенную с окрасочной камерой.
10. Вентиляционный агрегат по п.8, отличающийся тем, что он снабжен перепускным воздухораспределительным устройством, расположенным в зоне для смешения потоков.
| Железобетонный фасонный камень, форма для его изготовления и устройство из него стен | 1924 |
|
SU935A1 |
| US 4587927 А, 13.05.1986 | |||
| US 3807291 А, 30.04.1974 | |||
| УСТАНОВКА ДЛЯ ОКРАСКИ АВТОМОБИЛЯ | 1995 |
|
RU2128088C1 |
| ОКРАСОЧНАЯ КАМЕРА | 1999 |
|
RU2161074C1 |

