(54) УСТАНОВКА СТРУЙНОГО ОБЛИВА
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка струйного облива для окраски изделий | 1982 |
|
SU1060249A1 |
| Установка для окраски изделий методом струйного облива | 1980 |
|
SU902847A1 |
| Установка для окраски изделий | 1991 |
|
SU1780855A1 |
| Установка струйного облива | 1983 |
|
SU1140836A1 |
| Установка для окраски изделий | 1983 |
|
SU1159652A1 |
| Установка струйного облива | 1988 |
|
SU1607974A1 |
| Установка для окраски изделий | 1982 |
|
SU1024114A1 |
| Установка для нанесения покрытий струйным обливом | 1978 |
|
SU670341A1 |
| Установка для нанесения покрытия на наружные поверхности полых изделий | 1983 |
|
SU1123740A1 |
| Установка для окраски изделий струйным обливом | 1981 |
|
SU959836A1 |
Изобретение относится к защитным покрытиям, в частности к устройствам для нанесения лакокрасочных материалов на изделия, и может быть использовано в окрасочном производстве при окраске изделий в установках струйного облива.
Известна установка струйного облива, содержащая подвесной конвейер, входной и выходной тамбуры с воздушными завесами, камеру облива с приспособлением для защиты конвейера от краски, паровой туннель.и систему рециркуляции паров растворителя с вентилятором, всасывающим и нагнетательным воздуховодами l.
Недостатками известной установки является то, что приспособление для защиты конвейера от краски не обеспечивает надежной защиты конвейера от краски при работе установки, так как туман и брызги краски через транспортную щель проникают внутрь защищаемого им пространства и осаждаются на конвейере, окрашивая его.
Кроме того, приспособление для защиты конвейера от краски расположено только в камере облива. В кон- , це входного тамбура и- в начале парового туннеля конвейер не защищен.
что способствует дополнительному его окрашиванию при работе установки. Все это приводит к нарушению нормальной работы конвейера и необходимости периодической остановки его на чистку от краски с одновременной остановкой всей окрасочной линии.
Цель изобретения - повышение надежности защиты конвейера от краски.
10
Поставленная цель достигается тем, что в установке струйного обливa содержащей подвесной конвейер, входной и выходной тамбуры с воздушными завесами, камеру облива с при15способлением для защиты конвейера от краски/ паровой туннель и систему рециркуляции паров растворителя с вентилятором, всасывающим и нагнетательным воздуховодами, приспособле20ние для защиты конвейера от краски выполнено в виде расположенных по обе стороны конвейера коробов, выходные отверстия которых направлены навстречу друг другу, причем коро25ба соединены с нагнетательным воздуховодом системы рециркуляции паров растворителя посредством патрубков с регулирующими средствами.
Кроме того, короба выполнены вы30ступающими из камеры облива во входной тамбур и паровой туннель на величину, не превышающую половину длины камеры облива.
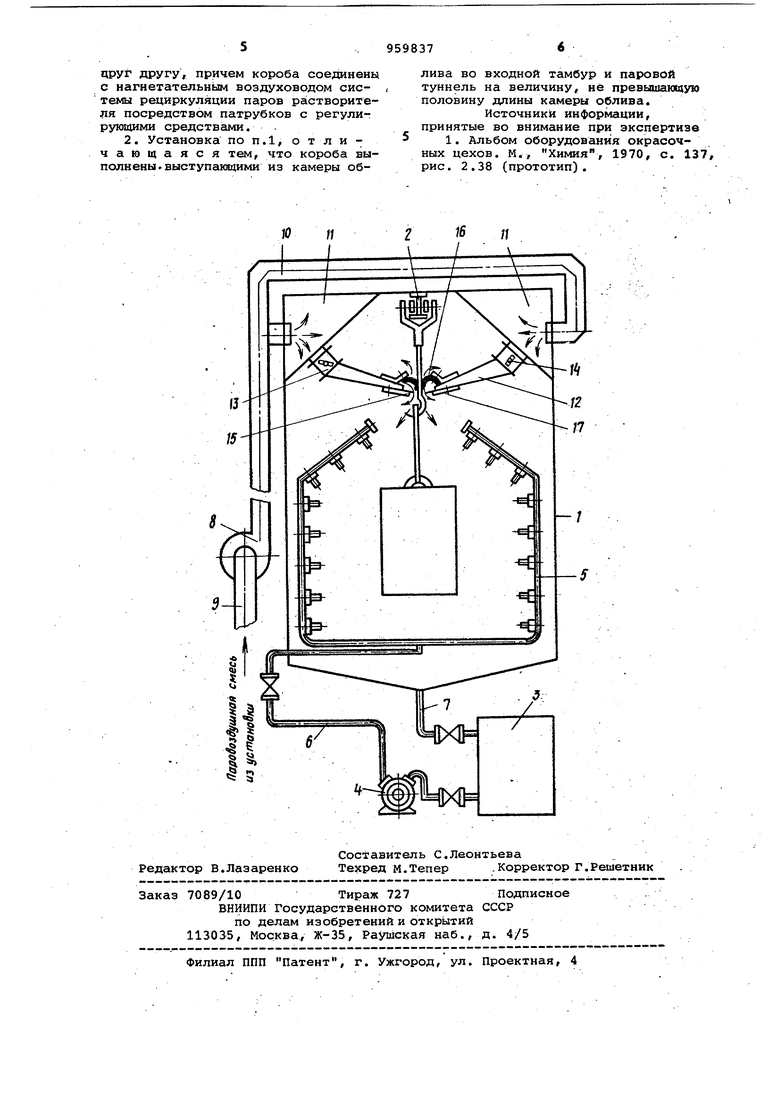
На чертеже схематически изображена установка струйного облива.
Установка содержит входной и выходной тамбуры с воздушными завесами на открытых проемах (неилоказаны) , камеру 1 облива, конвейер 2, системы краскоподачи-промывки и рециркуляции паров растворителя. Система краскоподачи-промывки включает (В себя баки 3 для краски и растворителя (не показан), насосы 4 (второй резервный насос не показан), фильтры, теплообменник .(не показан), расположенный в камере 1 облива, контур 5 окраски и контуры промывки Сне показаны), связанные между собой трубопроводами б и 7 с арматурой. Система рециркуляции Паров растворителя состоит из вентилятора 8, связанного с установкой всасывающим 9 и нагнетательным 10 воздуховодами, последний из котЪрых соединен с расположенными внутри установки раздаточными коробами 11. В камере 1 облива расположено приспособление для защиты конвейера 2 от краски, выполненное в виде установленных по обе стороны конвейеров коробов 12, выходные отверстия которых направлены навстречу друг другу, при этом короба выполнены выступающими из камеры облива во входной тамбур и паровой туннель на величину, не превышающую половину длины камеры 1 облива. Короба 12 подключены посредством -патрубков 13 с регулирующими средствами, например заслонками-вертушками 14, к раздаточным коробам 11 системы рециркуляции паров растворителя
Вдоль транспортной щели 15 на коробах 12 укреплены сверху уплотнители 16 из маслобензостойких сортов резины, а снизу - скантованные листовым алюминием передвижные пластинки 17 - регуляторы ширины транспортной, щели 15.
Работа установки заключается в следующем. .
После пуска установки краска из бака 3 насосом 4 по трубопроводу 7 подается в контуры 5 камеры. 1 .облива, в которой перемещаемые конвейером 2 изделия окрашиваются вытекающей из контуров 5 краской. Избыток краски.из камеры 1 облива самотеком по трубопроводу 7 возвращается в бак 3. Образующиеся в результате естественного испарения из краски пары растворителя вместе с воздухом в виде паровоздушной смеси вентилятором- 8 с помощью всасывающего 9 и нагнетательного 10 воздуховодов из прилегающих к камере 1 облива зон входного тамбура и парового туннеля (не показаны) установки подаются
в размещенные внутри установки раздаточные короба 11, из которых паровоздушная смесь поступает в паровой туннель (не показан). Часть рециркулируемой паровоздушной смеси из раздаточных коробов 11 через патрубки 13 подается в короба 12 для защиты конвейера от краски в камере 1 облива и в прилегающих к ней зонах входного тамбура и парового туннеля (не показаны). Количество направляемой паровоздушной смеси из раздаточных коробов 11 системы рециркуляции в короба 12 и скорость ее выпуска из щелей коробов 12 регулируется заслонками-вертушками 14 в патрубках 13. Выходящая из коробов 12 нагнетательной завесы паровоздушная смесь отсекает транспортную щель 15 между коробами 12 от окружакадего простран|Ства, препятствуя тем самым проникновению к конвейеру брызг и капель краски, образующихся в камере 1 об.лива при работе контуров 5, защищая конвейер 2 таким образом от окрашивания. Кроме того, часть паровоздушной смеси, выходящей из коробов 12 через уплотнители 16, проникает в защищаемое пространство трассы конвейера 2, создавая в нем избыточное давление паровоздушной смеси, улучшающее условия защиты цепи конвейе,т ра от окрашивания. Необходимая оптимальная ширина транспортной щели 15 для перемещения конвейером 2 изделий устанавливается с помощью передвижных пластиной 17. Выходящая паровоздушная смесь из коробов 12 снова засасывается вентилятором 8 и таким образом находится в общем непрерь1В-ном цикле рециркуляции паровоздушной смеси в установке струйного облива.
Применение предлагаемой установки струйного облива позволит повысить надежность окрасочной линии,, в которую входит установка, и увеличить производительность линии на 2-3%.
Формула изобретения
