Недостаток приведенного технического решения заключается в значительной трудоемкости процесса изготовления защитных покрытий, при этом выделяется значительное количество токсичных веществ, что ухудшает условия труда персонала. Защитные покрытия, изготовленные по предлагаемому способу, обладают значительной толоСй нрй что говорит об их значи- тель|юй м ате ЈЙаЯо ёмкости.
Известны способы изготовления защитных коррозионностойких покрытий на основе фторопластовой пленки, одну сторону которой покрывают фенолсмоляными адге- зивами.
Недостаток приведенного способа заключается в невысокой адгезионной прочности соединения покрытия с подложками, низкой механической прочности. Покрытия являются стационарными, что затрудняет проведение монтажных, регламентных и ремонтных работ.
Наиболее близким по своей технической сущности является решение, согласно которому защитное покрытие от коррозионного воздействия на внутренние поверхности металлических емкостей выполняют из тканого материала на основе стекловолокна и, по крайней мере, одного волокна плавкого сополимера тетрафторэтилена. На лицевую поверхность плавкого сополимера тетрафторэтилена способом термического прессования наносили слой плавкого сополимера тетрафторэтилена, например, фто- ропласта-3. Благодаря высокой адгезионной способности стекловолокон покрытия закрепляют на защищаемых поверхностях при помощи известных адгези- вов
Приведенный способ изготовления защитных покрытий обладает несколькими недостатками. Во-первых, покрытия закрепляют неподвижно, что подтверждает предположение о разовом использовании. Во-вторых, покрытия изготовлены из плавких марок фторопластов, у которых химическая стойкость значительно ниже, чем у фторопласта-4. В-третьих, при профилактических, регламентных и ремонтных работах трудоемкость замены названных покрытий значительно высока.
Целью настоящего изобретения является повышение производительности и увеличение срока службы покрытий.
Поставленная цель достигается тем, что в предлагаемом способе защиты от загрязнений и коррозионного воздействия внутренней поверхности металлических глуходонных емкостей путем фиксации бы- стросъемных антиадгезионных покрытий
многоразового использования из эластичной подложки и соединенного с ней фторопластового слоя к внутренней поверхности емкости с помощью точечных
вакуумных присосок и вакуумприсасываю- щей канавки, обращенных выпуклой частью внутрь емкости, в донной части емкости присоски располагают по траектории сходящихся к центру спиралей Архимеда с линейным шагом присосок, равным
Ti (35 - eS) x n
а по стенкам емкости присоски располагают в шахматном порядке с шагом, равным
Т2-(35-е)хН,
где n - порядковый номер присоски от нача- ла спирали;
5- толщина эластичной подложки (мм); Тч - шаг между присосками в донной
части покэытия (мм);
Та - шаг между присосками по стенкам покрытия (мм);
е - основание натурального логарифма;
35 - эмпирический коэффициент, полученный экспериментально;
So - толщина фторопластового слоя
(мм);
о
6 -jЈ- - относительная толщина покрытия;
Н - высота емкости от дна до присоски,
причем присоски и канавку выполняют в виде полусфер с радиусом, равным толщине лодложки.
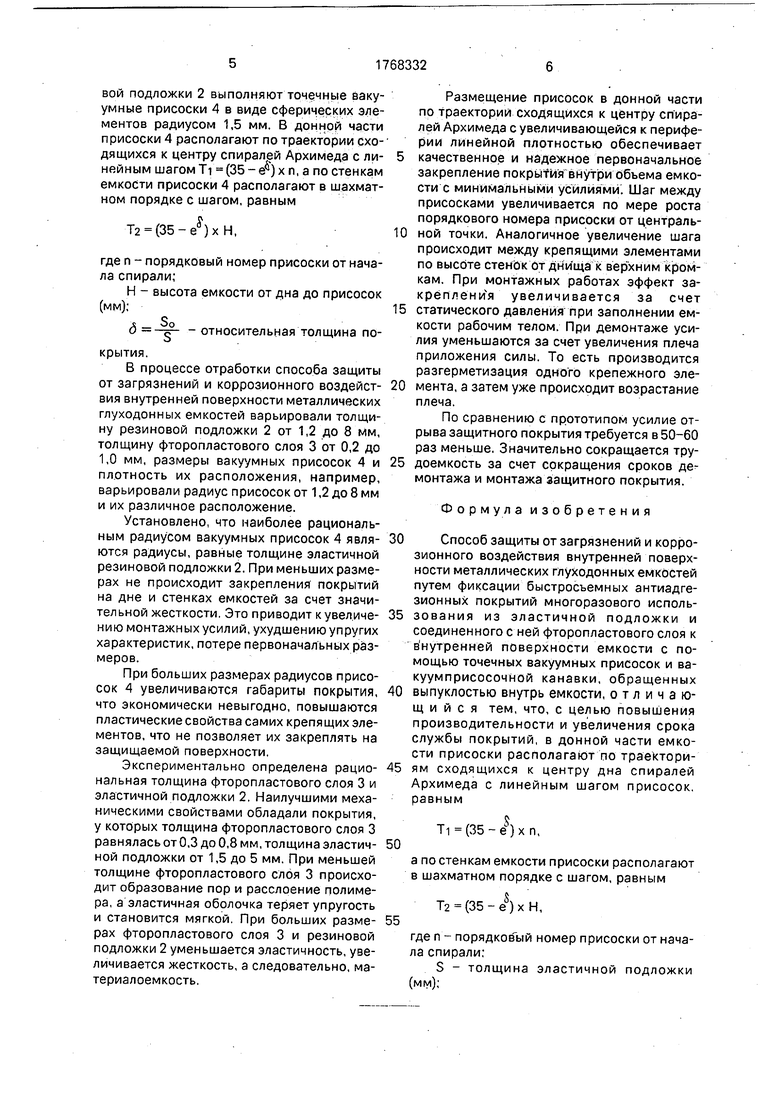
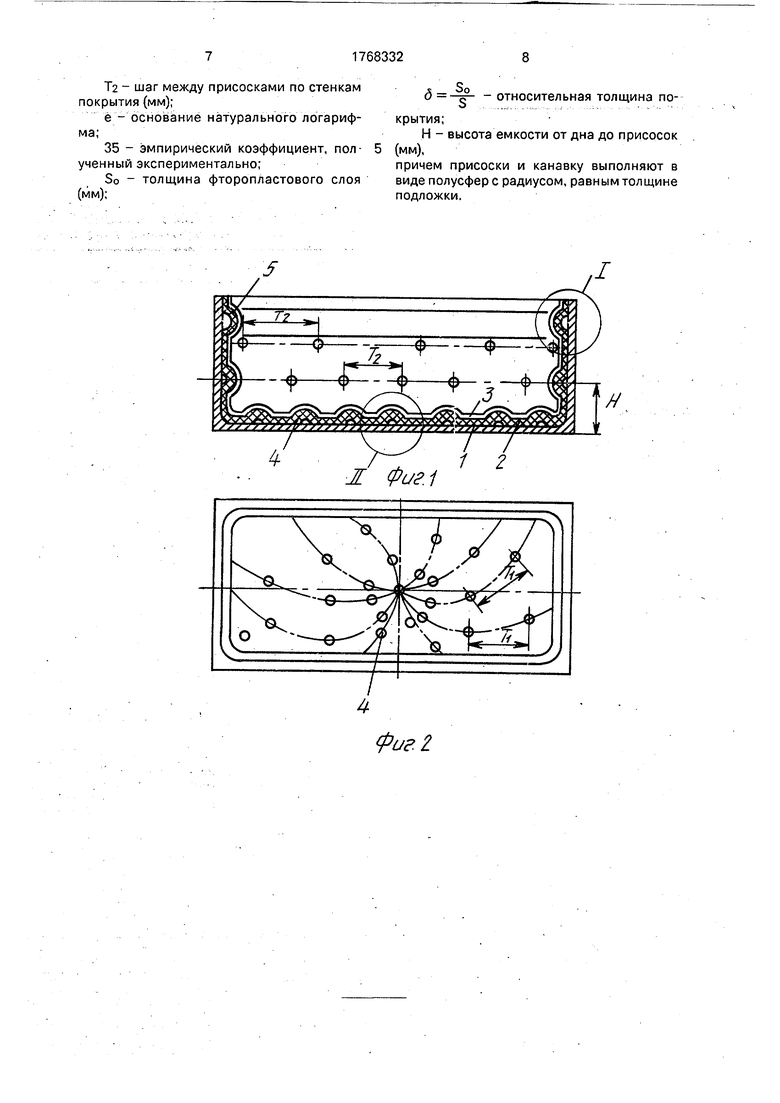
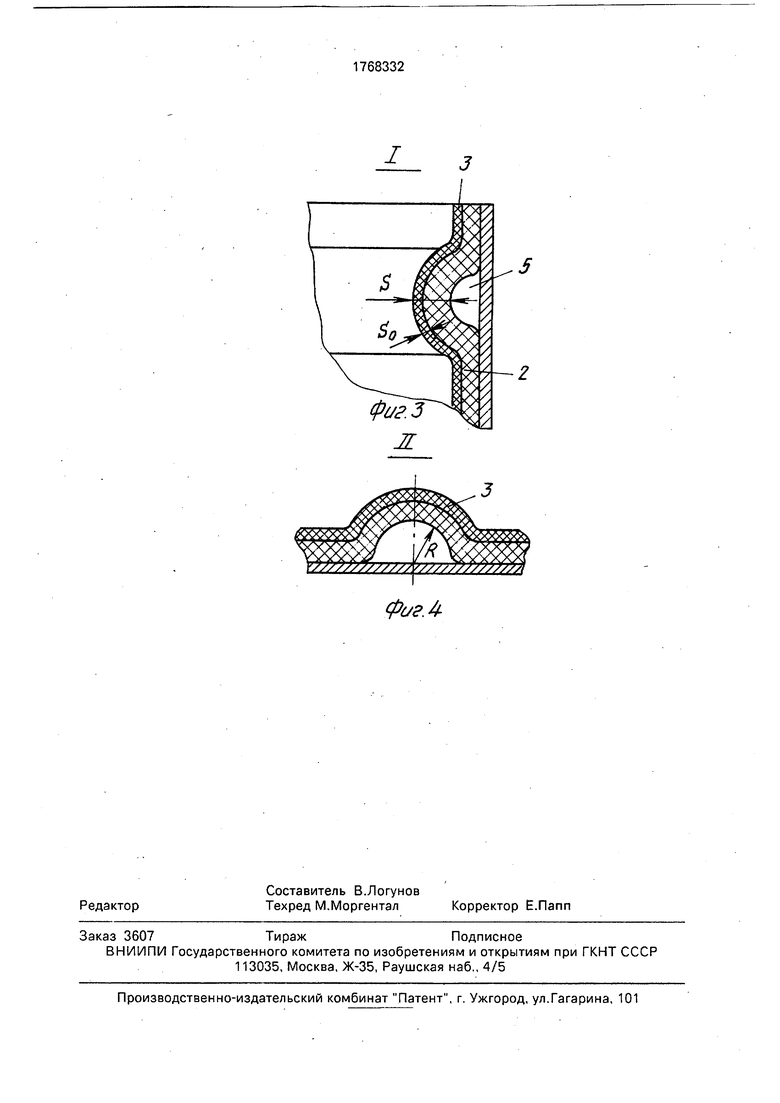
На фиг.1 изображена глуходонная металлическая емкость , вид сбоку; на фиг.2 вид сверху; на фиг.З - расположение присосок по стенкам емкости; на фиг.4 - расположение присосок в донной части емкости.
Глуходонная емкость содержит металлическое основание 1, внутреннюю эластичную, например, резиновую подложку 2 толщиной S, облицованную фторопластовым покрытием 3, толщиной S0. На стенках и в донной части емкости выполняют точечные вакуумные присоски 4, обращенные выпуклай частью внутрь емкости и вакуумприсосочные канавки 5.
Конкретная реализация осуществляется следующим образом: внутреннюю поверхность эластичной подложки 2, например,
из резины ИРП-2025 толщиной S 1,5 мм и размерами 420 х 120 мм облицовывают фторопластовым покрытием 3 толщиной So 0,55 мм при помощи совместной вулканизации. На наружной поверхности резиновой подложки 2 выполняют точечные вакуумные присоски 4 в виде сферических элементов радиусом 1,5 мм. В донной части присоски 4 располагают по траектории сходящихся к центру спиралей Архимеда с линейным шагом Ti (35-e)xn, а по стенкам емкости присоски 4 располагают в шахматном порядке с шагом, равным
Т2 (35-е)хН,
где п - порядковый номер присоски от начала спирали;
Н - высота емкости от дна до присосок (мм);
q
д -Ј- - относительная толщина покрытия.
В процессе отработки способа защиты от загрязнений и коррозионного воздействия внутренней поверхности металлических глуходонных емкостей варьировали толщину резиновой подложки 2 от 1,2 до 8 мм, толщину фторопластового слоя 3 от 0,2 до 1,0 мм, размеры вакуумных присосок 4 и плотность их расположения, например, варьировали радиус присосок от 1,2 до 8 мм и их различное расположение.
Установлено, что наиболее рациональным радиусом вакуумных присосок 4 являются радиусы, равные толщине эластичной резиновой подложки 2. При меньших размерах не происходит закрепления покрытий на дне и стенках емкостей за счет значительной жесткости. Это приводит к увеличению монтажных усилий, ухудшению упругих характеристик, потере первоначальных размеров.
При больших размерах радиусов присосок 4 увеличиваются габариты покрытия, что экономически невыгодно, повышаются пластические свойства самих крепящих элементов, что не позволяет их закреплять на защищаемой поверхности.
Экспериментально определена рациональная толщина фторопластового слоя 3 и эластичной подложки 2, Наилучшими механическими свойствами обладали покрытия, у которых толщина фторопластового слоя 3 равнялась от 0,3 до 0,8 мм, толщина эластичной подложки от 1,5 до 5 мм. При меньшей толщине фторопластового слоя 3 происходит образование пор и расслоение полимера, а эластичная оболочка теряет упругость и становится мягкой. При больших размерах фторопластового слоя 3 и резиновой подложки 2 уменьшается эластичность, увеличивается жесткость, а следовательно, материалоемкость.
Размещение присосок в донной части по траектории сходящихся к центру спиралей Архимеда с увеличивающейся к периферии линейной плотностью обеспечивает
качественное и надежное первоначальное закрепление покрытия внутри объема емкости с минимальными усилиями. Шаг между присосками увеличивается по мере роста порядкового номера присоски от центральной точки. Аналогичное увеличение шага происходит между крепящими элементами по высоте стенйк От днища к верхним кромкам. При монтажных работах эффект закрепления увеличивается за счет
статического давления при заполнении емкости рабочим телом. При демонтаже усилия уменьшаются за счет увеличения плеча приложения силы. То есть производится разгерметизация одного крепежного элемента, а затем уже происходит возрастание плеча.
По сравнению с прототипом усилие отрыва защитного покрытия требуется в 50-60 раз меньше. Значительно сокращается трудоемкость за счет сокращения сроков демонтажа и монтажа защитного покрытия.
Формула изобретения
Способ защиты от загрязнений и коррозионного воздействия внутренней поверхности металлических глуходонных емкостей путем фиксации быстросъемных антиадгезионных покрытий многоразового использования из эластичной подложки и соединенного с ней фторопластового слоя к внутренней поверхности емкости с помощью точечных вакуумных присосок и ва- куумприсосочной канавки, обращенных
выпуклостью внутрь емкости, отличающийся тем, что, с целью повышения производительности и увеличения срока службы покрытий, в донной части емкости присоски располагают по траекториям сходящихся к центру дна спиралей Архимеда с линейным шагом присосок, равным
Ti(35-eS)xn,
а по стенкам емкости присоски располагают в шахматном порядке с шагом, равным
T2 (35-eS)xH,
где п - порядковой номер присоски от начала спирали;
S - толщина эластичной подложки (мм);
L Sc
б - относительная толщина поT2 - шаг между присосками по стенкам покрытия (мм);
е - основание натурального логариф-крытия;
ма;Н - высота емкости от дна до присосок
35 - эмпирический коэффициент, пол- 5 (мм),
ученный экспериментально;причем присоски и канавку выполняют в
So - толщина фторопластового слоявиде полусфер с радиусом, равным толщине
(мм);подложки.
L Sc
б - относительная толщина по
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения сыров | 1990 |
|
SU1738175A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ САМОХОДНЫЙ ДОРОЖНЫЙ АГРЕГАТ, ДОРОЖНАЯ ПЛИТА И СКОРОСТНОЙ СПОСОБ СТРОИТЕЛЬСТВА ДОРОГИ | 2011 |
|
RU2485241C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ СЛЯБОВОЙ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1995 |
|
RU2085327C1 |
| Машина для удаления льда с дорожных покрытий | 1976 |
|
SU652262A1 |
| УСТРОЙСТВО ДЛЯ ДОЕНИЯ | 1991 |
|
RU2014779C1 |
| ВАКУУМНЫЙ ДЕРЖАТЕЛЬ | 2005 |
|
RU2383786C2 |
| Центрифуга для нанесения фоторезиста на подложку | 1981 |
|
SU973171A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНОГО ЛАКОКРАСОЧНОГО ПОКРЫТИЯ | 1987 |
|
SU1468020A1 |
| БАНКА МЕДИЦИНСКАЯ | 2003 |
|
RU2253483C1 |
| НАДУВНОЕ СРЕДСТВО ДЛЯ ПРИСОСКА И УСТРОЙСТВО ДЛЯ ДОЕНИЯ КОРОВЫ | 1991 |
|
RU2021707C1 |
Изобретение относится к изготовлению пропиточных ванн для связующих при производстве изделий из композиционных материалов для химических реакторов, емкостей и может быть применено с целью улучшения технологичности и увеличения срока службы покрытия. Быстросъемное покрытие многоразового использования выполняется из эластичной оболочки и соединенного с ней фторопластового слоя, фиксируемого на защищаемой поверхности при помощи точечных вакуумных присосок, Предлагаемое изобретение относится к способам защиты от загрязнений и коррозионного воздействия химически активных ре- агентов, на внутренние поверхности металлических и других емкостей различного назначения. Преимущественное техническое использование данное техническое решение найдет в гальванотехнике при футеровке гальванических ванн, сосудов для хранения и транспортировки агрессивных жидкостей, а по верхнему периметру вакуумприсасыва- ющей канавкой. Последние выполняются в виде полусферы внутрь объема ванны с радиусом полусферы, равным R S. Для быстрой замены при монтажных, ремонтных и профилактических работах точечные вакуумные присоски в донной части размещают в виде сходящихся к центру спиралей Архимеда с линейным шагом между собой, равным: Ti (35 - е°) х п; а по стенкам емкости присоски расположены в шахматном порядке с линейной плотностью между собой, равной:Т2 (35-е )х Н; где п-порядковый номер присоски от начала спирали; S - толщина эластичной подложки; Ti - шаг между присосками в донной части покрытия, мм; Т2 - шаг между присосками по стенкам покрытия, мм; е - основание натурального логарифма; 35 - эмпирический коэффициент, полученный экспериментально; д So/S - относительная толщина покрытия; So - толщина фторопластового слоя, мм; Н - текущая высота стенки емкости, мм. 4 ил. СО с например, концентрированных кислот, щелочей и других. В настоящее время известны способы изготовления защитных покрытий на основе фторопласта-4. Согласно данному решению поверхность фторопласта-4 обрабатывают раствором натрия в аммиаке В результате такой обработки поверхность полимера активизируется, что позволяет его закреплять на защищаемых поверхностях при помощи известных адгезивов. S is со ,N
ЧЖ Фиг.1
фаг Л
| Устройство для встроенного контроля логических блоков | 1986 |
|
SU1392569A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
