Изобретение относится к сварочному производству и может быть использовано в судовом машиностроении и других отраслях промышленности при изготовлении деталей из алюминиевых бронз, поверхность которых должна обладать высокой твердостью и износостойкостью. Алюминиевые бронзы, обладая высокой коррозионной стойкостью, не обеспечивают твердости 40 НRC, что необходимо для обеспечения работоспособности уплотнительных поверхностей узла затвора. Такая твердость может быть получена, если на деталь из алюминиевой бронзы будет наплавлен слой стеллита.
Непосредственная наплавка стеллита на алюминиевые бронзы приводит к образованию в зоне сплавления наплавленного металла с основным хрупких прослоек, а в ряде случаев - и трещин.
Наплавленные таким образом образцы при испытании на растяжение и отрыв разрушаются хрупко до достижения предела текучести (их относительное удлинение и сужение равно 0), а прочность соединения стеллита с алюминиевой бронзой составляет соответственно (в среднем) 260 и 220 МПа. При этом разрушение образцов происходит по прослойке.
Металлографическое исследование показало, что толщина прослойки составляет 1-6 мкм в зависимости от режима наплавки. Микрорентгеноспектральный анализ показал, что в состав прослойки входят, % : кобальт 30-35; хром 15-26; железо 16-21; никель 4-7; вольфрам 3,5-5; медь 3-6; кремний 1,5-2,5; марганец 0,8-1,2. Более высокое содержание железа и алюминия в прослойке по сравнению с их содержанием как в стеллите, так и в бронзе свидетельствует об образовании в ней химических соединений алюминия с железом, что и является причиной получения хрупкости, низкой прочности прослойки и в результате - разрушения по прослойке.
Хрупкость полученных соединений, их недостаточная прочность и возможность образования трещин в зоне сплавления не позволяют применять непосредственную наплавку стеллита на алюминиевые бронзы для изготовления деталей ответственного назначения.
Цель изобретения - предотвращение трещинообразования, образование хрупких прослоек и увеличение прочности и пластических свойств соединения наплавленного металла с основным. Для этого наплавку стеллита на бронзу следует выполнять через подслой. При отработке способа наплавки необходимо учитывать, что температура плавления стеллита (более 1200оС) существенно выше температуры плавления алюминиевых бронз (1000-1050оС).
Известен способ наплавки кобальтового сплава на клапан, изготовленный из титанового сплава, через подслой из никеля или никелевого сплава. Отличительной особенностью этого способа является образование двойного слоя наплавки, при котором не образуются интерметаллические соединения между титаном и никелем, никелем и кобальтом.
Наиболее близкими по технической сущности и достигаемому результату к предложенному способу наплавки стеллита на алюминиевые бронзы являются способ наплавки медно-никелевых сплавов на алюминиевые бронзы, при котором предварительно наплавляют на бронзу промежуточный слой из медно-никелевого сплава с содержанием никеля 0,5-6,5% , и способ получения наплавки медно-никелевых сплавов на алюминиево-кремнистую бронзу, при котором предварительно наплавляют на бронзу промежуточный слой из оловянистых бронз марок БрОЦ 4-3 или БрОФ 6,5-0,15. Эти способы наплавки могут рассматриваться в качестве прототипа.
Все указанные способы наплавки через подслой непригодны для наплавки стеллита на алюминиевые бронзы: никель, никелевые и медно-никелевые сплавы не могут быть применены в качестве подслоя, так как при переходе в них кремния из стеллита в подслое образуются трещины, оловянные бронзы не могут быть применены в качестве подслоя из-за образования хрупких соединений олова с кобальтом типа Co2Sn, CoSn, CoSn2.
В качестве промежуточного слоя используют медь или сплавы на основе меди, но не содержащие никеля, олова, железа, цинка, кремния (никель - в связи с переходом из стеллита в подслой кремния и образования трещин, олово, железо, цинк, алюминий и кремний - из-за их малой растворимости в кобальте при 300-400оС и ниже и образования интерметаллидных соединений, кобальта с этими элементами).
Как показали исследования, в качестве сплава для получения промежуточного слоя может быть применена хромовая бронза.
Выбор подслоя из хромовой бронзы обуславливается тем, что у нее высокие прочностные свойства и она не содержит элементов, образующих интерметаллиды с кобальтом и другими элементами, входящими в состав как бронзы, так и стеллита.
Толщину подслоя подбирают таким образом, чтобы при наплавке стеллита он полностью не проплавлялся. Как показали исследования, при аргонодуговой наплавке толщина подслоя должна составлять 2-2,5 мм.
Экспериментальные работы выполнялись путем наплавки стеллита марки ВЗК на алюминиевую бронзу марки БрАЖНМц-9-4-4-1 аргонодуговым способом как непосредственно, так и через промежуточный слой хромовой бронзы.
Непосредственная наплавка стеллита на заготовки из алюминиевой бронзы выполнялась аргонодуговым способом неплавящимся электродом на токе 180-200 А. Исследования показали, что в зоне сплавления стеллита с алюминиевой бронзой образовалась хрупкая интерметаллидная прослойка толщиной 1-6 мкм. На ряде образцов при наплавке было зафиксировано образование трещин. Прочность соединения стеллита с бронзой при непосредственной наплавке составляет 220-295 МПа, а разрушение образцов происходит хрупко до достижения предела текучести.
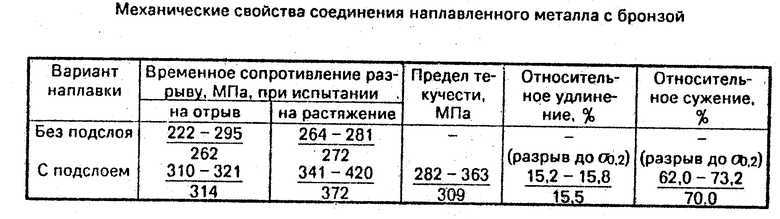
Изобретение осуществляется следующим образом. На заготовку из алюминиевой бронзы аргонодуговым способом неплавящимся электродом на токе 160-180 А с применением в качестве присадочного материала проволоки марки БрХЦр07 была осуществлена наплавка подслоя толщиной 2-2,5 мм. После этого на подслой аргонодуговым способом неплавящимся электродом на токе 180-200 А был наплавлен стеллит. Исследования показали, что при наплавке по предложенному способу прослойки и трещины в зоне сплавления отсутствуют, прочность соединения стеллита с бронзой составляет 310-420 МПа, относительное удлинение 15,5% , относительное сужение 70% , что существенно выше, чем при наплавке без подслоя (таблица).
Таким образом, предлагаемый способ наплавки позволяет изготавливать детали из алюминиевых бронз с твердым и износостойким поверхностным слоем при обеспечении высоких прочности и пластичности соединения стеллита с бронзой, что обуславливает его технико-экономическую эффективность.
Механические свойства соединения наплавленного металла с бронзой (56) Патент Японии 61-308665, кл. В 23 К 9/04, 1986.
Авторское свидетельство СССР N 584998, кл. В 23 К 9/04, 1974.
Авторское свидетельство СССР N 1111325, кл. В 23 К 9/04, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой наплавки медно-никелевого сплава с содержанием никеля от 40 до 50% на алюминиево-никелевые бронзы | 2015 |
|
RU2610656C2 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕДИ И ЕЕ СПЛАВОВ СО СТАЛЯМИ | 2006 |
|
RU2325252C2 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТАЛЕЙ С ТИТАНОМ И ЕГО СПЛАВАМИ ЧЕРЕЗ ПРОМЕЖУТОЧНЫЙ НАПЛАВЛЕННЫЙ СЛОЙ (ВАРИАНТЫ) | 2004 |
|
RU2290286C2 |
| СПОСОБ АРГОНОДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МЕДИ И ЕЕ СПЛАВОВ НА СТАЛЬ | 2008 |
|
RU2390398C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ НА СТАЛЬ | 2011 |
|
RU2470750C1 |
| Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов | 2016 |
|
RU2641210C1 |
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ НА ДЕТАЛИ ИЗ АЛЮМИНИЕВОЙ БРОНЗЫ | 2007 |
|
RU2359797C2 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2007 |
|
RU2346797C1 |
| СПОСОБ МОНТАЖНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2003 |
|
RU2257984C2 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ДЕТАЛЯХ | 2007 |
|
RU2351449C2 |
Использование: судовое машиностроение и другие отрасли промышленности при изготовлении деталей арматуры из алюминиевых бронз. Сущность изобретения: при наплавке стеллита на алюминиевую бронзу промежуточный слой наплавляют хромистой бронзой. Это обеспечивает повышение прочности и пластичности соединения стеллита с бронзой, увеличение долговечности арматуры за счет предотвращения трещинообразования. 1 табл.
СПОСОБ НАПЛАВКИ на бpонзу сплава с темпеpатуpой плавления выше темпеpатуpы плавления бpонзы, пpи котоpом пpедваpительно наплавляют пpомежуточный слой из бpонзы дpугого состава, отличающийся тем, что, с целью пpедотвpащения тpещинообpазования и повышения пpочности пластических свойств наплавленного металла, пpи наплавке стеллита на алюминиевую бpонзу пpомежуточный слой наплавляют хpомистой бpонзой.
