Изобретение относится к области сварочного производства и может быть использовано в машиностроении, судостроении, химическом машиностроении и в других отраслях промышленности при изготовлении узлов и конструкций из стали с наплавленным рабочим слоем из медного сплава, предназначенным для обеспечения их коррозионной стойкости, антифрикционных свойств, электропроводности и др.
Известно, что во многих случаях наплавку медных сплавов на сталь выполняют аргонодуговым способом сварки неплавящимся электродом с применением в качестве присадочного материала прутков из медного сплава (Тимофеев В.Н., Исаев Н.И. Наплавка сплавов меди на стальные поверхности. - Автоматическая сварка, 1965, №4 - с.34-37; И.И.Джевага, Г.М.Иващенко. Исследование влияния режимов наплавки и состава медных сплавов на механические свойства сталей марок Ст3, 20Х, 40Х и 40ХН. - Сб.: Сварка цветных металлов. Л.: ЛДНТП, 1960, с.105-120 и др.).
При этом способе сварочную дугу возбуждают и во все время наплавки поддерживают между неплавящимся электродом и стальной поверхностью изделия. Под действием дуги в стали образуется ванна расплавленного металла. В эту ванну подается присадочный пруток из медного сплава. Жидкая сталь из основного металла и жидкий медный сплав из присадочного металла в сварочной ванне перемешиваются и при кристаллизации образуют в поверхностном слое изделия слой наплавленного металла, содержащий большое (10-30% и более) количество железа. Растворимость железа в медных сплавах незначительная. Например, в алюминиевых бронзах с 9-10% Al железо в количестве 2-3% будет оставаться в твердом растворе, при медленном охлаждении оно будет стремиться выделяться в обособленную железистую фазу (Д.И.Сучков. Медь и ее сплавы. М.: Металлургия. 1967 г., с.192-193). При наплавке медных сплавов на сталь в наплавленном металле из-за его высокой скорости охлаждения в твердом растворе может оставаться до 3-5% железа, а остальное железо в процессе кристаллизации выделяется в виде выделений железистой составляющей, которые обладают высокой твердостью, весьма низкой пластичностью и ударной вязкостью.
Наличие выделений железистой составляющей в металле, полученном наплавкой медных сплавов на сталь, приводит к резкому снижению его коррозионной стойкости в морской воде из-за язвенной коррозии по выделениям железистой составляющей, антифрикционных свойств (твердые выделения железистой составляющей разрушают обратную деталь в паре трения), пластичности и ударной вязкости (из-за низкой пластичности и ударной вязкости медного сплава с твердыми и хрупкими выделениями железистой составляющей). Для снижения содержания железа в рабочем слое наплавленного металла до такого содержания, при котором выделения железистой составляющей не образуются (до 3-5%), наплавку выполняют в несколько слоев. В результате коррозионная стойкость и антифрикционные свойства рабочего слоя наплавленного металла повышаются до уровня этих свойств у наплавляемого медного сплава, но ударная вязкость наплавленных образцов при надрезе по зоне сплавления наплавленного металла со сталью и относительное удлинение наплавленного металла в этой зоне остаются низкими. Кроме того, применение многослойной наплавки существенно повышает стоимость изделия.
Для обеспечения коррозионной стойкости, антифрикционных свойств, относительного удлинения и ударной вязкости наплавленного металла уже в первом его слое наплавку медных сплавов на сталь следует выполнять без расплавления или с минимальным расплавлением стали так, чтобы содержание железа в первом слое наплавленного металла не превышало 5%. Существующий метод аргонодуговой наплавки неплавящимся электродом медных сплавов на сталь не позволяет этого сделать, так как с момента зажигания дуги и в течение всего процесса наплавки дуга горит между неплавящимся электродом и сталью, что приводит к расплавлению стали, к переходу значительного количества железа в наплавленный металл и в результате к снижению коррозионной стойкости в морской воде (к образованию язвенной коррозии), пластических свойств и ударной вязкости наплавленных образцов.
Ближайшим аналогом заявляемого изобретения является принимаемый нами за прототип способ аргонодуговой наплавки меди и медных сплавов на сталь (Авторское свидетельство №1648661 от 15.05.1991 г. по заявке №4601940 от 02.11.1988 г. «Способ аргонодуговой наплавки меди и медных сплавов на сталь», авторы Кобатов И.Ю., Гирш В.И.; заявитель и патентообладатель - Московский завод режущих инструментов «Фрезер» им. Калинина).
По этому способу электрическая дуга возбуждается и горит между концом неплавящегося электрода и изделием. Зажигание дуги происходит либо в результате касания неплавящимся электродом изделия и быстрого отвода электрода на расстояние 1,5-2 мм от места касания, либо с помощью осциллятора. Под воздействием дуги на изделии в результате расплавления стали образуется ванна жидкого металла, в которую погружается конец присадочного прутка.
При наплавке по прототипу медных сплавов на сталь в результате воздействия дуги сталь расплавляется; в образующуюся ванну из жидкой стали поступает жидкий медный сплав из расплавляющегося присадочного прутка; жидкие сталь и медный сплав перемешиваются, образуя общую ванну; сварочную горелку с неплавящимся электродом перемещают вдоль стальной поверхности, подлежащей наплавке, поддерживая горение дуги между неплавящимся электродом и стальной поверхностью, расплавляя эту поверхность в зоне контакта с дугой и подавая в образующуюся ванну из стали присадочный материал из медного сплава. Недостатком этого способа аргонодуговой наплавки меди и ее сплавов на сталь является то, что во все время наплавки сталь расплавляется, в результате чего в наплавленный металл переходит из стали значительное количество железа, что приводит к снижению коррозионной стойкости в морской воде (к образованию язвенной коррозии), пластических свойств и ударной вязкости наплавленных образцов.
Техническим результатом заявляемого изобретения является разработка способа наплавки неплавящимся электродом в аргоне меди и ее сплавов на сталь, при котором обеспечивается минимальный (менее 5%) переход железа из стали в наплавленный металл, отсутствие выделений железистой составляющей на рабочей поверхности наплавленного металла уже в первом его слое, повышение коррозионной стойкости, пластических свойств и ударной вязкости наплавленных образцов по сравнению с прототипом.
Технический результат предлагаемого изобретения достигается за счет того, что в способе аргонодуговой наплавки неплавящимся электродом меди и ее сплавов на сталь, включающем использование присадочного материала в виде прутка, подачу защитного газа, возбуждение и горение электрической дуги, образование ванны расплавленного металла, подачу присадочного прутка в ванну расплавленного металла, расположение горелки под углом к ванне расплавленного металла, согласно изобретению перед началом наплавки присадочный пруток устанавливают под углом 5-15° к наплавляемой стальной поверхности изделия и упирают его нижний конец в эту поверхность в месте начала наплавки, устанавливают сварочную горелку под углом 80-90° к поверхности присадочного прутка, зажигают дугу между неплавящимся электродом горелки и концом присадочного прутка, касающегося стальной поверхности, не допуская контакта дуги со сталью, затем расплавляют присадочный пруток, перемещая его без изменения его угла наклона к поверхности изделия до образования на стальной поверхности ванны расплавленного присадочного прутка шириной 7-10 мм и толщиной 2-3 мм, после чего переносят сварочную дугу с присадочного прутка на ванну расплавленного медного сплава в точке на расстоянии 2-4 мм от ее головной части, горелку устанавливают под углом 40-45° к поверхности ванны расплава и осуществляют процесс наплавки углом вперед, поддерживая постоянным угол наклона горелки, направленное перемещение и уровень ванны расплавленного металла.
Получение прочного соединения наплавленного металла из медного сплава со сталью обеспечивается при предложенном способе наплавки в результате смачивания твердой стали жидким медным сплавом и образования между ними прочной металлической связи.
Если при наплавке по прототипу переход железа в наплавленный металл осуществляется в результате расплавления стали дугой, горящей между сталью и неплавящимся электродом, то при наплавке по предложенному способу переход железа в наплавленный металл осуществляется в результате растворения стали в жидком медном сплаве и возможного некоторого незначительного оплавления стальной поверхности, находящейся в контакте с перемещающейся по ней ванной перегретого медного сплава, что значительно уменьшает содержание железа в наплавленном металле (не более 5%) по сравнению с прототипом, где содержание железа составляет 15% и более.
Опробование предложенного способа наплавки меди и ее сплавов на сталь проводили путем аргонодуговой наплавки неплавящимся электродом на постоянном токе прямой полярности прутков диаметром 3 мм из сплава МНЖКТ5-1-0,2-0,2 и бронзы БрКМц3-1 и на переменном токе прутков из бронзы БрАМц9-2 на пластины из стали 20 толщиной 12 мм. Для сравнения была выполнена наплавка этих же медных сплавов по способу, принятому нами за прототип.
Из полученных наплавленных пластин были изготовлены шлифы для металлографического исследования, образцы для определения содержания железа в первом слое наплавленного металла и угла загиба наплавленных образцов при всех составах присадочного металла, а также для определения ударной вязкости образцов, полученных наплавкой бронзы БрАМц9-2 на сталь.
Металлографические исследования шлифов из наплавленных пластин показали, что при наплавке по предложенному способу граница сплавления наплавленного металла со сталью ровная, структура наплавленного металла аналогична структуре присадочного металла из медного сплава, наплавленного в медную водоохлаждаемую форму. И лишь в наплавленном металле у границы его сплавления со сталью могут наблюдаться единичные выделения железистой составляющей. При наплавке по известному способу, принятому за прототип, граница сплавления наплавленного металла со сталью извилистая, в наплавленном металле у границы сплавления и по всему его сечению наблюдаются в большом количестве выделения железистой составляющей.
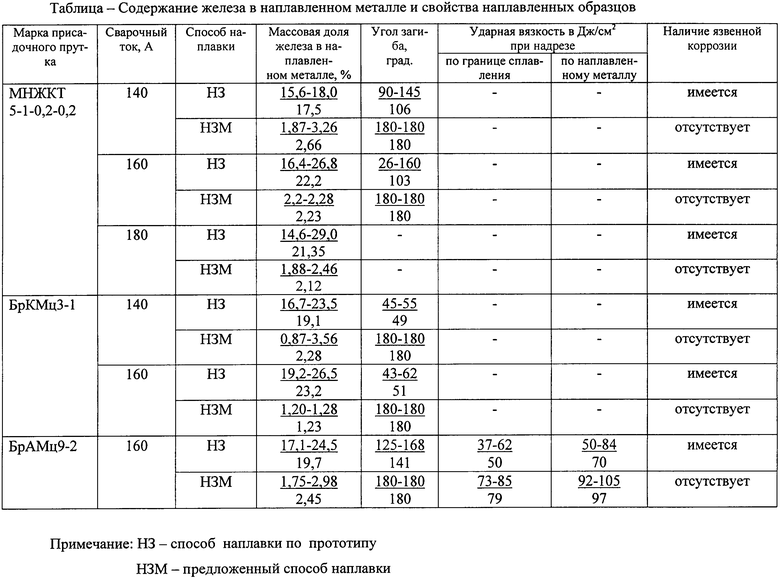
Результаты определения содержания железа в первом слое наплавленного металла, его стойкости к язвенной коррозии в морской воде и механических свойств наплавленных образцов приведены в таблице.
Анализ полученных результатов показывает, что содержание железа в первом слое наплавленного металла при наплавке по предлагаемому способу в 4,1-33,3 раза ниже, чем при наплавке по прототипу; угол загиба и ударная вязкость при наплавке по предложенному методу больше соответственно в 1,1-6,9 раза и в 1,39-1,58 раза, чем при наплавке по прототипу, язвенная коррозия наплавленного металла при наплавке по предложенному методу отсутствует, а при наплавке по прототипу имеется по выделениям железистой составляющей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ НАПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ НА СТАЛЬ | 2011 |
|
RU2470750C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕДИ И ЕЕ СПЛАВОВ СО СТАЛЯМИ | 2006 |
|
RU2325252C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕДИ И ЕЕ СПЛАВОВ СО СТАЛЯМИ | 2007 |
|
RU2346793C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТОДОМ НАПЛАВКИ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ С УЛЬТРАМЕЛКОДИСПЕРСНОЙ СТРУКТУРОЙ И УПРОЧНЯЮЩИМИ ЧАСТИЦАМИ В НАНОРАЗМЕРНОМ ДИАПАЗОНЕ | 2007 |
|
RU2350441C2 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2010 |
|
RU2446929C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА РЕЖУЩИХ КРОМКАХ ПОЧВООБРАБАТЫВАЮЩЕЙ ТЕХНИКИ | 2012 |
|
RU2497641C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ | 2007 |
|
RU2355530C2 |
Изобретение может быть использовано при изготовлении узлов и конструкций из стали с получением рабочего слоя из медного сплава для обеспечения их коррозионной стойкости, электропроводности, антифрикционных свойств. Перед началом наплавки присадочный пруток устанавливают в месте начала наплавки под углом к наплавляемой поверхности с упором в нее нижнего конца прутка и располагают сварочную горелку под углом к присадочному прутку. Расплавляют присадочный пруток при его перемещении без изменения угла наклона к наплавляемой поверхности, не допуская контакта дуги со сталью. Переносят сварочную дугу с присадочного прутка на образованную ванну расплавленного металла и осуществляют процесс наплавки углом вперед с поддержанием постоянного угла наклона сварочной горелки и уровня ванны расплавленного металла. Способ обеспечивает минимальный (менее 5%) переход железа из стали в наплавленный металл, что позволяет повысить коррозионную стойкость наплавленного металла, угол загиба и ударную вязкость наплавленных образцов. 1 табл.
Способ аргонодуговой наплавки меди и ее сплавов на сталь неплавящимся вольфрамовым электродом, включающий расплавление присадочного материала в виде прутка, отличающийся тем, что перед началом наплавки присадочный пруток устанавливают в месте начала наплавки под углом 5-15° к наплавляемой поверхности с упором в нее нижнего конца прутка, располагают сварочную горелку под углом 80-90° к присадочному прутку, зажигают дугу между неплавящимся электродом сварочной горелки и нижним концом присадочного прутка, не допуская контакта дуги со сталью, расплавляют присадочный пруток с его перемещением без изменения угла наклона к наплавляемой поверхности до образования на ней ванны расплавленного металла присадочного прутка шириной 7-10 мм и толщиной 2-3 мм, после чего переносят сварочную дугу с присадочного прутка на образованную ванну расплавленного металла в точку на расстоянии 2-4 мм от ее головной части, располагают сварочную горелку под углом 40-45° к поверхности ванны расплава, и осуществляют процесс наплавки углом вперед с поддержанием постоянного угла наклона сварочной горелки и уровня ванны расплавленного металла.
| Способ наплавки меди и медных сплавов на сталь | 1988 |
|
SU1648661A1 |
| Способ наплавки | 1974 |
|
SU548391A1 |
| Способ автоматической дуговой сварки меди со сталью | 1975 |
|
SU522010A1 |
| Установка для непрерывного процесса хлебопечения | 1940 |
|
SU69225A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

