сл С
| название | год | авторы | номер документа |
|---|---|---|---|
| КАМЕРА ПРЕССОВАНИЯ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ЛИТЬЯ ПОД ДАВЛЕНИЕМ (ГМЛПД) | 2008 |
|
RU2371283C1 |
| ПРЕССУЮЩИЙ УЗЕЛ МАШИНЫ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2007263C1 |
| Камера прессования горизонтальной машины литья под давлением | 2017 |
|
RU2659511C1 |
| Камера прессования горизонтальной машины литья под давлением (ГМЛПД) | 2015 |
|
RU2618957C1 |
| КАМЕРА ПРЕССОВАНИЯ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2012 |
|
RU2492024C1 |
| КАМЕРА ПРЕССОВАНИЯ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ЛИТЬЯ ПОД ДАВЛЕНИЕМ (ГМЛПД) | 2008 |
|
RU2371282C1 |
| Камера прессования машины литья под давлением | 1991 |
|
SU1774900A3 |
| Прессующий узел машины литья под давлением | 2016 |
|
RU2637033C1 |
| Поршневой узел машины литья под давлением | 2020 |
|
RU2738587C1 |
| Поршневой узел машины литья под давлением | 2023 |
|
RU2817549C1 |
Использование: получение литьем под давлением деталей из цветных сплавов. Сущность изобретения: в камере прессования 1 заливочное окно выполнено сбоку и в нем размещена воронка 7, нижний край которой совмещен с нижним краем окна. Передняя стенка воронки выполнена вогнутой с уменьшением вогнутости в сторону верхнего края, а задняя стенка 10 выпуклой, но с уменьшением выпуклости в сторону нижнего края воронки, Заливаемый в воронку металл падает на заднюю стенку, которая образует желоб, что обеспечивает растекание металла к боковым стенкам воронки и равномерное стекание его в камеру прессования. 1 з.п. ф-лы, 3 ил.
-ч VJ
00 XI
4
Фиг.
Изобретение относится к литейному производству и пригодно в горизонтальных машинах для литья под давлением деталей из цветных сплавов.
Известна охлаждаемая камера прессования, выполненная с трактами охлаждения между слоями, в том числе и в зоне, напротив заливочного окна. Благодаря охлаждению замедляется размыв металла этой зоны и повышается стойкость камеры.
Известна неохлажда мая камера в виде наполнительного стакана с заливочным окном, в котором размещена наклонно воронка.
Ее недостаток, как и предыдущей: из-за струйного контакта металла с поверхностью камеры, расположенной напротив заливочного окна, эта поверхность локально перегревается и размывается. В зоне размыва камеры остается заливаемый металл, воздействующий при его вытеснении в пресс- форму на поршень и эту зону, ускоряя их износ.
Другой недостаток: насыщение отливок газами, остающимися в камере прессования после перекрытия поршнем заливочного окна.
Цель изобретения - устранение указанных недостатков.
Это достигается тем, что у камеры прессования горизонтальной машины литья под давлением, содержащей наполнительный стакан с заливочным окном, воронку, размещенную в заливочном окне, заливочное окно выполнено сбоку наполнительного стакана, а нижний край воронки совмещен с нижним краем окна, при котором передняя стенка воронки выполнена вогнутой с уменьшением вогнутости в сторону верхнего края, а задняя стенка - выпуклой с уменьшением выпуклости в сторону нижнего края воронки, в верхней части наполнительного стакана выполнены сквозные отверстия, оси которых расположены в вертикальной плоскости симметрии стакана.
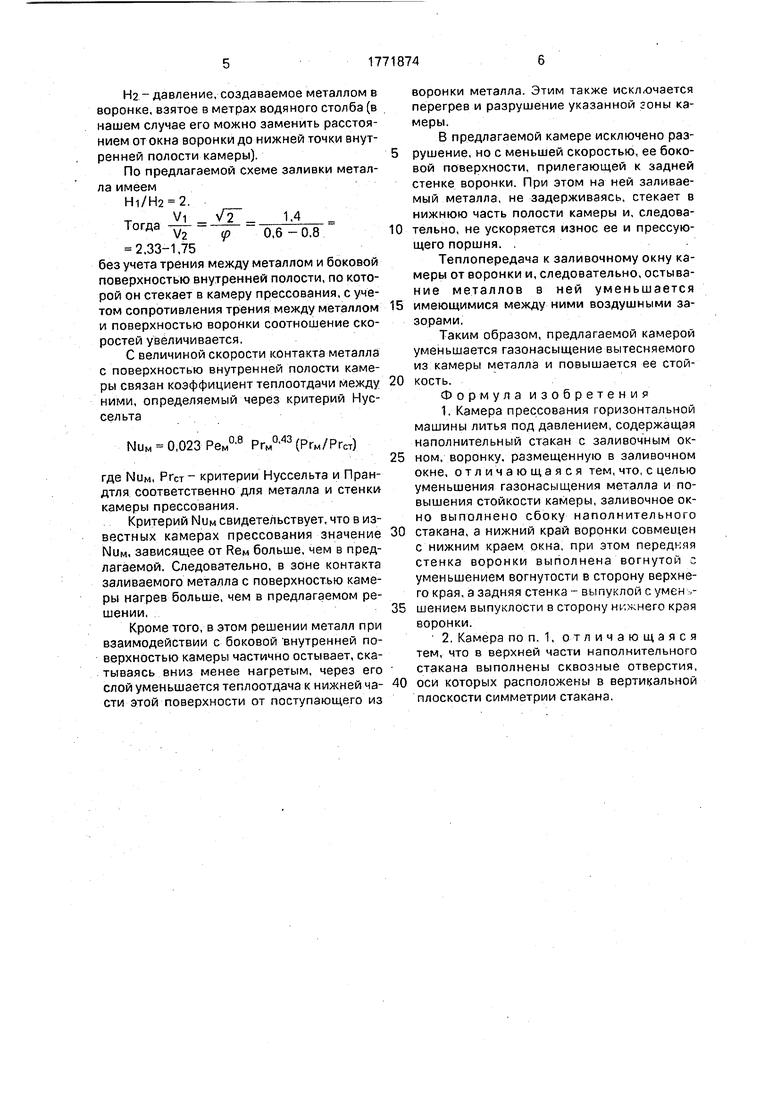
Изобретение поясняется фиг. 1-3.
Устройство содержит камеру в виде наполнительного стакана 1 с заливочным окном 2 выполненным сбоку его так, что нижний край 3 вертикальной передней стенки 4 его расположен над нижним краем 5 его задней стенки б, наклонной относительно горизонтальной плоскости камеры. В заливочном окне 2 размещена воронка 7 с зазорами В относительно его торцовых стенок и формой, идентичной форме окна 3. Нижний край воронки совмещен с нижним краем окна 3, передняя стенка ее вогнута с уменьшением вогнутости в сторону верхнего края, а задняя стенка 10 ее
выпукла с уменьшением выпуклости в сторону нижнего края. Воронка 7 закреплена на наполнительном стакане 1 хомутом 11 в зоне заливочного окна и впереди его выполнены сквозные отверстия 12, оси которых расположены в вертикальной плоскости симметрии наполнительного стакана 1.
Газонасыщение металла, вытесняемого поршнем из камеры прессования в прессформу, уменьшается отводом газов из стакана 1 через заливочное окно 2 и эти отверстия. Они удаляются и тогда, когда передний торец поршня перекроет боковую стенку заливочного окна 2 и отверстия 12,
расположенные в его зоне. Это обеспечивается остальными отверстиями 12 камеры.
Ее стойкость повышается схемой заливки в нее металла, падающего на выпуклую заднюю стенку 0 воронки 7 и по ее желобу
устремляющегося в ее нижнюю часть. Благодаря вогнутости передней стенки 9 металл растекается от средней части воронки, где об азована вогнутость и выпуклость, к боковым стенкам, заполняя все поперечное
сечение ее.
С нижних краев стенок воронки 7 металл равномерно стекает на боковую поверхность внутренней полости наполнительного стакана и далее в нижнюю часть
его полости с растеканием вдоль нее.
Заменой струйного локального контакта заливаемого металла с нижней частью поверхности внутренней полости камеры контактом его с ее внутренней боковой поверхностью на длине заливочного окна 2 исключается перегрез камеры, т.к. значительно увеличивается площадь контакта его с поверхностью внутренней полости.
Этот перегрев устраняется и заменой
указанного воздействия металла на камеру на вытекание металла из воронки.
При выливании металла из ковша в камеру скорость его контакта VL с ее поверхностью равна:
Vi V2gHi ,
где Hi - расстояние от края заливочного ковша до нижней точки внутренней полости камеры прессования,
g - ускорение свободного падения.
При выливании металла в воронку скорость вытекания егп из нее равна:
55V2 (/ V2gHz .
где р 0,6-0,8 - коэффициент расхода металла через воронку (его значение выбрано как для жидкости);
Тогда
На - давление, создаваемое металлом в воронке, взятое в метрах водяного столба (в нашем случае его можно заменить расстоянием от окна воронки до нижней точки внутренней полости камеры).
По предлагаемой схеме заливки металла имеем
Ж/Н2-2.
Vi VY 1.4
V2 (p 0,6-0.8
без учета трения между металлом и боковой поверхностью внутренней полости, по которой он стекает в камеру прессования, с учетом сопротивления трения между металлом и поверхностью воронки соотношение скоростей увеличивается.
С величиной скорости контакта металла с поверхностью внутренней полости камеры связан коэффициент теплоотдачи между ними, определяемый через критерий Нус- сельта
0.8
0,43,
NuM 0,023 Реми а Ргмил5(Ргм/Ргст)
где NuM, Ргст- критерии Нуссельта и Пран- дтля соответственно для металла и стенки камеры прессования.
Критерий NuM свидетельствует, что в из- вестных камерах прессования значение NuM, зависящее от RCM больше, чем в предлагаемой. Следовательно, в зоне контакта заливаемого металла с поверхностью камеры нагрев больше, чем в предлагаемом решении.
Кроме того, в этом решении металл при взаимодействии с боковой внутренней поверхностью камеры частично остывает, скатываясь вниз менее нагретым, через его слой уменьшается теплоотдача к нижней ч а- сти этой поверхности от поступающего из
5
0
5
0 5
0
воронки металла. Этим также исключается перегрев и разрушение указанной гоны камеры.
В предлагаемой камере исключено разрушение, но с меньшей скоростью, ее боковой поверхности, прилегающей к задней стенке воронки. При этом на ней заливаемый металла, не задерживаясь, стекает в нижнюю часть полости камеры и, следовательно, не ускоряется износ ее и прессующего поршня. .
Теплопередача к заливочному окну камеры от воронки и, следовательно, остывание металлов в ней уменьшается имеющимися между ними воздушными зазорами.
Таким образом, предлагаемой камерой уменьшается газонасыщение вытесняемого из камеры металла и повышается ее стойкость.
Формула изобретения
JkA 9 3 2 /ю
Фиг. 2
Вид Апод рнуто 3
Ю фиг.З
| СПОСОБ ЗАРЯДА КОМПЛЕКТА ИЗ "n" ЛИТИЙ-ИОННЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ В СОСТАВЕ ГЕОСТАЦИОНАРНОГО ИСКУССТВЕННОГО СПУТНИКА ЗЕМЛИ | 2010 |
|
RU2449428C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент США №4059153, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
