V
Ю
ю ю
Изобретение относится к области гальванотехники и может быть использовано для автоматического контроля толщины покрытий в процессе их нанесения, а также как составная часть автоматизированных систем управления технологическими процессами гальваностегии,
Известен способ контроля толщины покрытий изделий в гальванической ванне, заключающийся в том, что в процессе электроосаждония фиксируют изменение веса анода, по которому судят о толщине покрытия 1.
Недостатком известного способа является требование постоянства площади обрабатываемых деталей, что снижает точность контроля при меняющейся величине площади катода.
Наиболее близким по технической сущности к предлагаемому способу является способ автоматического контроля толщины гальванопокрытий, заключающийся в том, что с датчика тока снимают информацию о величине тока через ванну, определяют напряжение поправки как сумму напряжений,пропорциональных величине начального значения тока, температуре электролита, времени процесса, а толщину покрытия определяют кач произведение напряжения поправки на интегуад гока через ванну зг. время покрытия 2.
Данный способ та/. е не обеспе (ивает высокой точности контиочя толщины покрытия t5 случае непостоянен. величины пло- щз/ . л катода. Это связано с тем, что изменения площаци к.ггода приводит к не- пропорциональному изменению тока через ванну, т.е. меняем плотность тока НЕ поверхности катода. С другой стороны изи-jc i- но, что количество вешества, осаждаемого в единицу времени на единице площади поверхности электрода пропорционал1но плотности тока на нем. Таким образом, из- . вестный способ, контролируя ток ванны, а не плотность тока на катоде, не позволяет учесть изменение плотности тока, что приводит к ошибке в определении толщины покрытия.
Целью изобретения является повьчи ние точности контроля толщины - хдытия в случае изменяющейся площади ка щг.
Указанная цель достигается тем, что в известном способе, включающем установку в ванну датчика электрического параметра, измерение величины этого параметра, определение толщины покрытия как интеграла от величины параметра за время нанесения покрытия, согласно изобретению, в прикатодную область ванны устанеаливают электрод сравнения и в качестве электрического параметра выбирают потенциал прикатодного пространства.
Использование в качестве электрического параметра потенциала прикатодного пространства позволяет контролировать не величину тока ванны, а плотность тока о прикатодиой области, что дает возможность определять толщину покрытия независимо
от изменения площади катода.
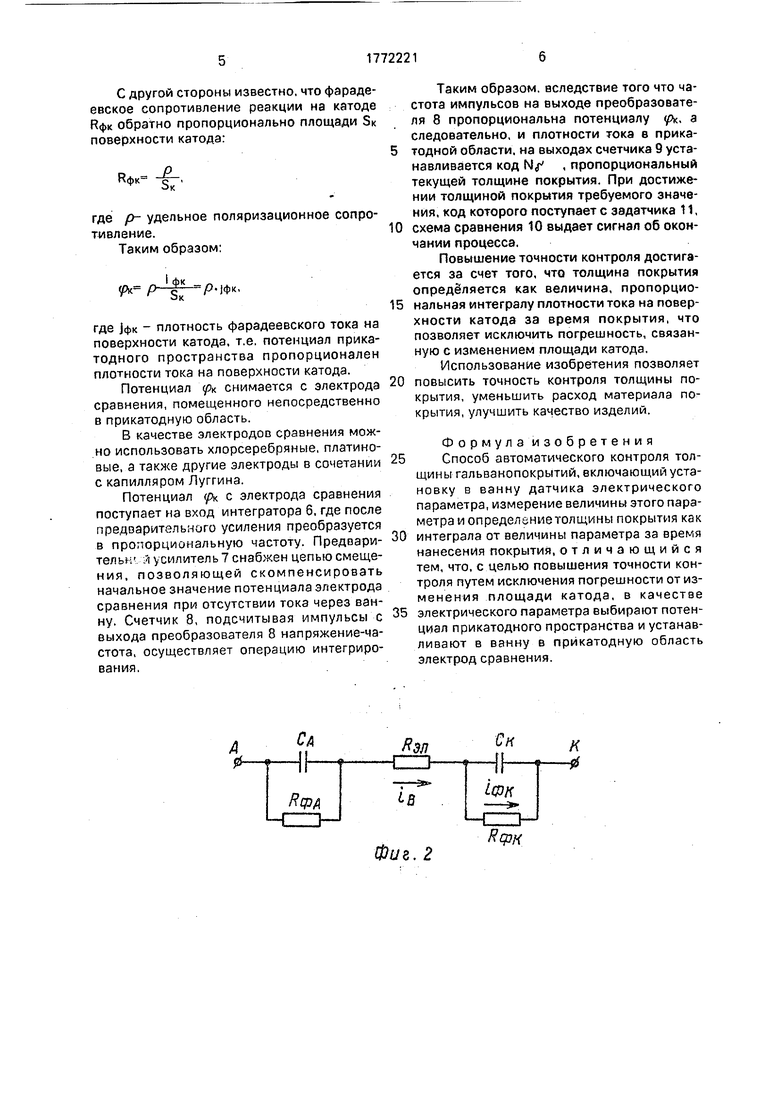
На фиг, 1 приведена блок-схемз устройства, реализующего предложенный способ; на фиг. 2 - схема замещения гальванической ванны.
Устройство содержит гальваническую ванну 1 с помещенными в нее анодом 2. катодом электродом сравнения 4, источник питания 5 гальванической ванны, интегратор 6, в состав которого входят
последовательно соединенные предварительный усилитель 7, преобразователь напряжение-частота 8 и счетчик 9, причем один вход предварительного усилителя 1 соединен с электродом сравнения 4, а на второй подается напряжение смещения. Выходы счетчика 9, являющиеся выходами интегратора б, соединены с первыми входами схемы сравнения 10, ее вторые входы соединены с выходами за/датчика 11 кода
требуемой толщины. Выход схемы сравнения является выходом устройства.
На схеме замещения (фмг.2) даны с -слу- ющие обозначения:
А и К - а не ;, и катод соответственно;
Кэл активное сопротивление электролита;
Си. Си емкости а.асиного электрического слоя соответственно ппианодного и при- кэтодного пространства;
Яфа, Йфк фарадеевские сопротивления реакции соответственно на аноде и катоде; 1в - общий ток оанкы; 1фк фарадеевсглй ок катода.
Способ осуществляется следующим образом.
После помещения катода 3 в гальваническую ванну 1 отисточникаб питания через ванру от анода 2 к катоду 3 пропускают ток.
, з электрохимии известно, что гальваническую оаину можно представить схемой замещения, приведенной на фиг. 2. Согласно схеме замещения потенциал прикатодиого пространства определяется как
уЭуНфк Нфк,
где 1фк фарадеевская составляющая тока, протекающего через катод, непосредственно идущая на осаждение металла.
С другой стороны известно, что фараде- евское сопротивление реакции на катоде Вфк обратно пропорционально площади Зк поверхности катода:
Рфк
Ј
Зк
где р- удельное поляризационное сопротивление.
Таким образом:
рк
АНфк.
где фк - плотность фарадеевского тока на поверхности катода, т.е. потенциал прика- тодного пространства пропорционален плотности тока на поверхности катода.
Потенциал рк снимается с электрода сравнения, помещенного непосредственно в прикатодную область.
В качестве электродов сравнения можно использовать хлорсеребряные, платиновые, а также другие электроды в сочетании с капилляром Луггина.
Потенциал р с электрода сравнения поступает на вход интегратора 6, где после предварительного усиления преобразуется в пропорциональную частоту. Предвари- тельн Л усилитель 7 снабжен цепью смещения, позволяющей скомпенсировать начальное значение потенциала электрода сравнения при отсутствии тока через ванну. Счетчик 8, подсчитывая импульсы с выхода преобразователя 8 напряжение-частота, осуществляет операцию интегрирования.
Таким образом, вследствие того что частота импульсов на выходе преобразователя 8 пропорциональна потенциалу у, а следовательно, и плотности тока в прикатодной области, на выходах счетчика 9 устанавливается код N , пропорциональный текущей толщине покрытия. При достижении толщиной покрытия требуемого значения, код которого поступает с задатчика 11,
схема сравнения 10 выдает сигнал об окончании процесса.
Повышение точности контроля достигается за счет того, что толщина покрытия определяется как величина, пропорциональная интегралу плотности тока на поверхности катода за время покрытия, что позволяет исключить погрешность, связанную с изменением площади катода,
Использование изобретения позволяет
повысить точность контроля толщины покрытия, уменьшить расход материала покрытия, улучшить качество изделий.
Формула изобретения Способ автоматического контроля толщины гальванопокрытий, включающий установку в ванну датчика электрического параметра, измерение величины этого параметра и определениетолщины покрытия как интеграла от величины параметра за время нанесения покрытия, отличающийся тем, что, с целью повышения точности контроля путем исключения погрешности от изменения площади катода, в качестве электрического параметра выбирают потенциал прикатодного пространства и устанавливают в ванну в прикатодную область электрод сравнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЗАДАННОЙ ТОЛЩИНЫ | 1991 |
|
RU2036982C1 |
| Устройство для измерения площади детали в гальванической ванне | 1987 |
|
SU1458446A1 |
| Система автоматического контроля средней толщины гальванического покрытия в процессе его нанесения | 1987 |
|
SU1435670A1 |
| Устройство для разогрева ванны электролизера номинальным током серии | 1990 |
|
SU1775504A1 |
| Способ измерения площади катода | 1986 |
|
SU1439160A1 |
| Способ контроля качества катодов электро-ВАКууМНыХ пРибОРОВ и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU824340A1 |
| ЭЛЕКТРОЛИЗНАЯ ЯЧЕЙКА ДЛЯ ВОСПОЛНЕНИЯ КОНЦЕНТРАЦИИ ИОНОВ МЕТАЛЛОВ В СПОСОБАХ ЭЛЕКТРООСАЖДЕНИЯ | 2002 |
|
RU2302481C2 |
| Способ электролитического осаждения никелевых покрытий с включением оксидов титана | 1987 |
|
SU1544846A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕЖКРИСТАЛЛИТНОЙ КОРРОЗИИ И КОРРОЗИОННЫХ ПОВРЕЖДЕНИЙ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПОДЗЕМНЫХ И ПОДВОДНЫХ ТРУБОПРОВОДОВ | 2011 |
|
RU2457465C1 |
| Способ контроля средней плотности тока при импульсном питании гальванической ванны | 1990 |
|
SU1761821A1 |
Изобретение относится к области гальванотехники и может быть использовано для автоматического контроля толщины покрытий. Цель изобретения - повышение точности контроля толщины покрытия. Достигается тем, что устанавливают датчик электрического параметра, измеряют величину этого параметра, а толщину покрытия определяют как интеграл электрического параметра за время покрытия, в качестве электрического параметра измеряют потенциал прикатодного пространства при помощи электрода сравнения, который предварительно помещают в прикатодную область. Повышение точности контроля толщины покрытия достигается за счет того, что в качестве электрического параметра используют потенциал прикатодного пространства. 2 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Складная кровать с брезентовой палубой | 1921 |
|
SU987A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматическогоКОНТРОля ТОлщиНы гАльВАНОпОКРыТий | 1979 |
|
SU836245A1 |
| кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
