Изобретение относится к изготовлению химических волокон в текстильной промышленности, а именно к гофрирующему устройству, являющемуся составной частью агрегата, формующего химические волокна.
Цель изобретения - увеличение срока службы питающего узла.
Это достигается тем, что питающий узел гофрирующего устройства для придания извитости химическим волокнам включает питающие ролики и установленные со стороны их торцов ограничительные элементы, выполненные из полимера фенолформальдегидной смолы, армированного измельченным углеродным моноволокном длиной не более 70 мм в количестве 55-75 мае. %.
Фиг. 1-4 поясняют предлагаемое изобретение.
На фиг. 1,2 представлен ограничительный элемент 1 в виде диска, на котором имеются цилиндрические проточки 2 для поворота диска вокруг его оси и центральное углубление 3 для прикрепления его к устройству,
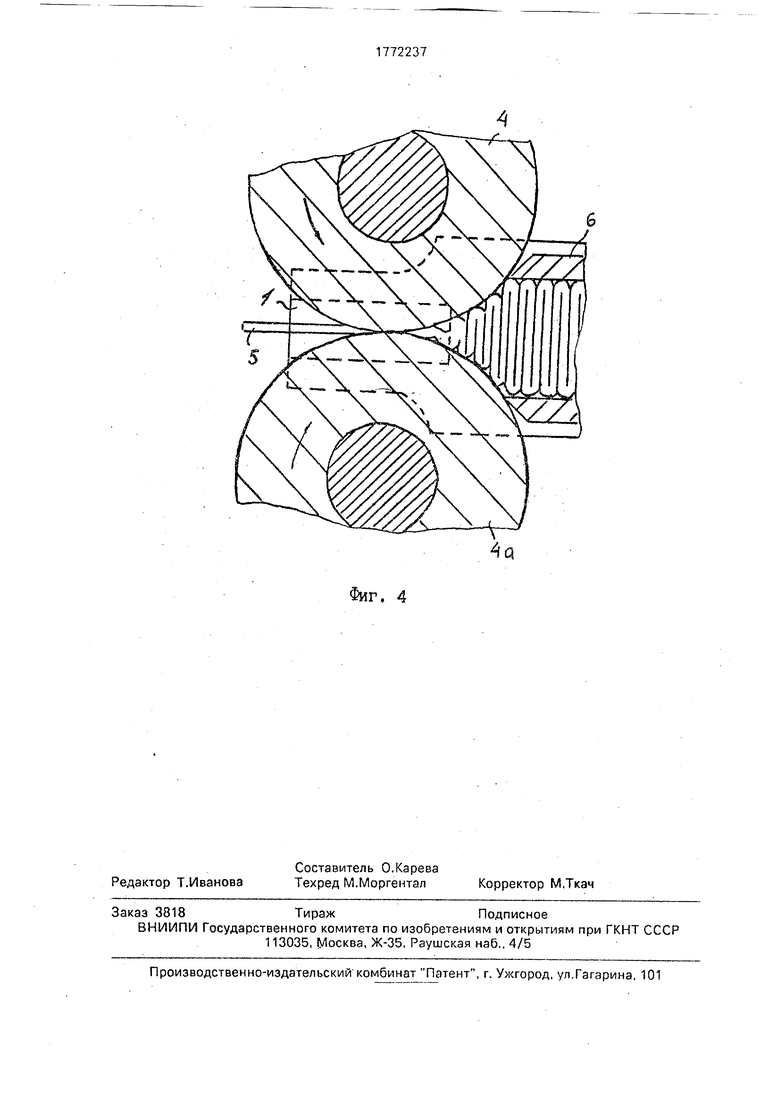
На фиг. 3 представлен питающий узел гофрирующего устройства, в котором ограничительные элементы 1 установлены со стороны торцов питающих роликов 4, 4а, которые подают жгут 5 в гофрирующую камеру 6, расположенную под питающим узлом устройства.
При работе жгут 5 подается вращающимися питающими роликами 4, 4а в гофрирующую камеру 6. При этом жгут 5 удерживается от бокового схода с питающих роликов ограничительными элементами 1. В это время происходит постоянное трение жгута об ограничительные элементы, в результате чего уча- сток поверхности элемента, которого касается жгут, истирается. Когда этот участок истирается настолько, что начинает травмировать волокна, элемент можно повернуть, например, с помощью цилиндрической проточки 3, в которую вставляется инструмент и осуществляется поворот элемента вокруг его оси на некоторый угол. К месту касания волокна с элементом подается неповрежденная поверхность ограничительного элемента. Ограничительные элементы могут быть различной формы.
VJ VI
кэ ю ы VI
На фиг. А представлен ограничительный элемент 1 другой конфигурации.
Пример. Углеродную ткань марки ТГН-2М измельчают на щипальной машине до получения углеродного моноволокна то- ниной 5-10 мкм, ограниченной длины.
Моноволокно смешивают с фенолфор- мальдегидной смолой марки СФЖ-302, помещают в пресс-форму и прессуют под давлением 35-55 МПа при температуре 130- 170°С. Из этого материала механической обработкой изготавливают диски диаметром 50 мм, толщиной 5 мм, как на фиг. I, 2.
Варианты выполнения ограничитель- ных элементов разного состава питающих узлов гофрирующих устройств представлены в таблице.
Ограничительные элементы по примерам 1-5 устанавливаются в питающий узел гофрирующего устройства формовочного агрегата химического волокна согласно фиг. 3.
Жгут из полиамидного волокна (титр 400000 денье) подают через питающие ро- лики в гофрирующую камеру со скоростью 100 м/мин.
Срок службы питающего узла и результаты визуального осмотра изношенных участков ограничительных элементов представлены в таблице.
Как видно из таблицы, оптимальные результаты получены по примерам 1-3 с предлагаемым составом ограничительного элемента. Изменение в составе приводит к снижению срока службы.
Таким образом, предлагаемый питающий узел гофрирующего устройства имеет по сравнению с прототипом срок службы более чем в 100 раз выше.
Кроме того, в предлагаемом питающем узле гофрирующего устройства при трении волокнистого жгута об ограничительный элемент в последнем возникают неглубокие борозды с мягкими округлыми краями, не причиняющими никакого вреда волокну, что облегчает дальнейшую переработку химического волокна.
Формула изобретения
Питающий узел гофрирующего устройства для придания извитости химическим волокнам, включающий питающие ролики и установленные ограничительные элементы, находящиеся в контакте с боковыми поверхностями роликов, отличающийся тем, что, с целью увеличения срока службы питающего узла, ограничительные элементы выполнены из полимера на основе фенолформальдегидной смолы, армированного измельченным углеродным моноволокном длиной не более 70 мм в количестве 55-75 мае. %.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОФРИРОВАНИЯ ЖГУТОВЫХ ХИМИЧЕСКИХ ВОЛОКОН | 1993 |
|
RU2068891C1 |
| ГИБРИДНЫЙ ТКАНЫЙ ТЕКСТИЛЬНЫЙ МАТЕРИАЛ ДЛЯ АРМИРОВАНИЯ КОМПОЗИТА | 2015 |
|
RU2705997C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУЖЕСТКОГО ЖГУТА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНА И СУПЕРКОНСТРУКЦИОННЫХ ПЛАСТИКОВ В ОДНУ СТАДИЮ ПРОПИТКИ ДЛЯ 3D-ПЕЧАТИ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ | 2022 |
|
RU2792100C1 |
| СШИТЫЙ ОДНОНАПРАВЛЕННЫЙ ИЛИ МНОГООСНЫЙ АРМИРУЮЩИЙ НАПОЛНИТЕЛЬ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2616667C2 |
| СПОСОБ ГОФРИРОВАНИЯ ЖГУТА ИЗ ПОЛИЭФИРНЫХ ВОЛОКОН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023069C1 |
| ОДНОНАПРАВЛЕННЫЙ АРМИРУЮЩИЙ НАПОЛНИТЕЛЬ И СПОСОБ ПОЛУЧЕНИЯ ОДНОНАПРАВЛЕННОГО АРМИРУЮЩЕГО НАПОЛНИТЕЛЯ | 2013 |
|
RU2617484C2 |
| Сшивная промышленная лента | 2019 |
|
RU2800484C2 |
| ИЗВИТАЯ МНОГОВОЛОКОННАЯ ПРЯЖА, ПОЛИЭФИРНОЕ ИЗВИТОЕ ШТАПЕЛЬНОЕ ВОЛОКНО И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1991 |
|
RU2042755C1 |
| Композитная армирующая нить, препрег, лента для 3D печати и установки для их изготовления | 2016 |
|
RU2640553C2 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ШТОКА СИЛОВОГО ЦИЛИНДРА | 2013 |
|
RU2546380C1 |

Изобретение относится к изготовлению химических волокон в текстильной промышленности и позволяет увеличить срок службы питающего узла. Питающий узел гофрирующего устройства для придания извитости химическим волокнам включает питающие ролики, установленные ограничительные элементы, находящиеся в контакте с боковыми поверхностями роликов. Ограничительные элементы выполнены из полимера на основе фенолформапьдегид- ной смолы, армированного измельченным углеродным моноволокном длиной не более 70 мм в количестве 55-75 мае. %. 4 ил., 1 табл.
Испытания по примерам 1-5 вели при постоянной линейной скорости 0-5 м/с по
стали 4x13 при нагрузке 2 МПа/см ..
Сталь по стали насухо (Справочник для изобретателя и рационализатора, М.:Машгиз, 19бЗ).Тонкий слой бронзы истирается сразу после начала работы гофрирующего устройства, поэтому сравнение свойств армированного полимера ведется со свойствами углеродистой стали.
-EEJTg i 4Фиг.2
Фиг.З
Фиг. 4
| СПОСОБ ВОЗДЕЛЫВАНИЯ СОИ | 2015 |
|
RU2604505C2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
