Изобретение относится к приборостроению, в частности к способам и устройствам для регулировки осевого натяга подшипников, используемых в опорах малогабаритных электромашин.
Известен способ выставки осевого натяга ротора малогабаритных машин, заключающий депрессовку пакета электромашины до постоянных упоров торцовых крышек и устранения скрытых зазоров, определение и реализацию деформации упругой крышки от заданной осевой нагрузки, определяющей необходимый натяг подои/пни- ков и устройство для реализации Јтого способа, содержащее стойку место для закропления электромашины, V-образный рычаг с нажимным винтом, индикатор,
Недостатком известного способа и устройства для его осуществления является невозможность определения на начальном этапе величины подлежащего устранению осевого зазора пакета электромашины, вызывающая повторение технологических операций, а также недостаточная точность, обусловленная самим процессом выставки осевого натяга, во время которого V-образный рычаг не прижимает крышку и этим обусловливает небднозначность положения упругой крышки.
Цель изобретения - повышение точности выставки осевого натяга, при исключении повторения технологических операций.
Это достигается тем, что в способе выставки осевого натяга подшипников ротора малогабаритных электромашин перед сборкой пакета электромашины упругую крышку арретируют, одновременно с допрессовкой определяют величину осевого зазора в пакете, затем изготавливают регулировочную прокладку, толщина которой определяется из соотношения Т L-I, где - величина осевого зазора в пакете;
I - величина деформации упругой крышки от заданной осевой нагрузки; и окончательно собирают пакет электромашины с регулировочной прокладкой и с разарретм- рованной упругой крышкой.
Устройство для выставки осевого натяга подшипников ротора малогабаритных электромашин снабжено дополнительным шарнирно установленным на стойке рычагом и арретирующей шайбой, причем дополнительный рычаг размещен с возможностью контакта одного плеча с противолежащим первому рычагу торцом натяжного винта, а другого плеча - с торцом устанавливаемой арретирующей шайбой.
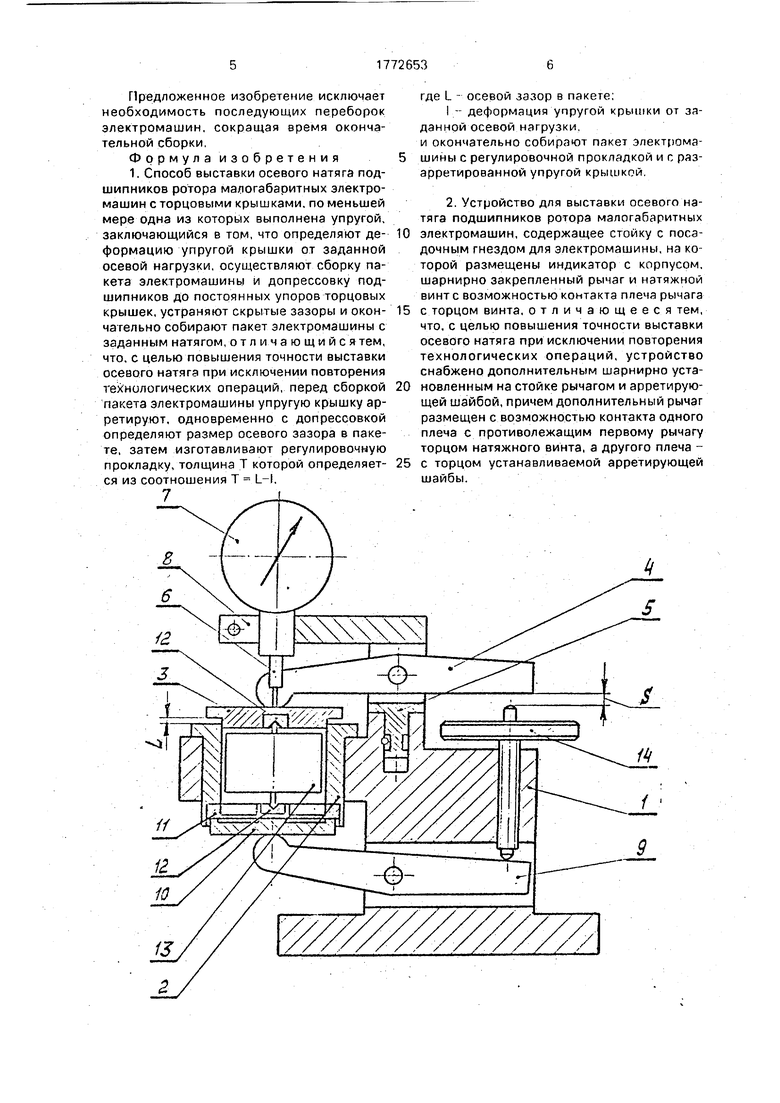
На чертеже изображена схема устройства для выставки осевого натяга подшипников ротора электромашины.
На жесткой стойке 1 крепится корпус 2 электромашины. С ее жесткой крышкой 3 контактирует V-образный рычаг 4, шарнирно закрепленный в поворотной вилке 5, и ножка б индикатора 7, прикрепленного к стойке 1 через корпус 8. В нижней части устройства расположен рычаг 9, шарнирно закрепленный в стойке 1, имеющий созмож- ность контактировать с арретирующей шайбой 10, закрепленной к упругой крышке 11, и поджимающий через шайбу крышку 11, подшипники 12 и ротор 13 жесткую крышку 3 к ножке 6. Натяжной винт 14, перемещаясь по резьбе в стойке 1, из-за наличия зазора S может попеременно передавать усилие только на один из рычагов 4 или 9.
Способ осуществляют с помощью устройства следующим образом.
Предварительно измеряют величину деформации I упругой крышки 11 от заданной осевой нагрузки, определяющей осевой натяг подшипников электромашины, известным способом.
0 В стойке 1 закрепляют корпус 2 электромашины, в котором без крепежа и регулировочных прокладок, без выставленного зазора и натяга, свободно размещен пакет электромашины состоящий из ротора 13,
5 жесткой 3 и упругой 11. зафиксированной арретирующей шайбой 10, крышек с подшипниками 12.
Для определения зазора под прокладку без учета прогиба упругой крышки 11 от
0 заданной осевой нагрузки, винт 14 перемещают вверх по резьбе стойки 1 и его усилием, через рычаг 4 прижимают жесткую крышку 3 к верхнему торцу корпуса 2, обеспечивая надежный контакт в сопрягаемых
5 поверхностях.
Показания индикатора 7, ножка 6 которого контактирует с крышкой 3, принимают за нулевое. При этом на крышку 3 снизу не действуют никакие силы, так как пакет рото0 ра электромашины под собственным весом перемещается вниз и удерживается от дальнейшего выпадания плечом рычага 9, свободное плечо которого упирается в стойку 1. Винт 14,перемещаясь вниз по резьбе стойки
5 1, выходит из контакта с рычагом 4, освобождая крышку 3, и входит в контакт с рычагом 9, который прижимает разарретированную шайбой 10 и ставшую жесткой крышку 11 к нижнему торцу корпу0 са 2, обеспечивая надежный контакт в сопрягаемых поверхностях. Ротор 13. взаимодействуя с подшипниками 12, приподнимает крышку 3 и ножу 6 индикатора 7, показание которого указывает величину из5 меряемого зазора L.
Толщину прокладки Т вычисляют по формуле Т L-I.
Изготовленную прокладку устанавливают между сопрягаемыми поверхностями
0 крышки 11 и корпуса 2, ставят крепеж, тем самым осуществляя окончательную сборку электромашины с заданным натягом.
Предлагаемый способ позволяет выставлять осевой натяг не только на заключи5 тельном этапе сборки, но и на этапе, когда окончательно обеспечены все только задействованные размеры деталей и узлов, входящих в размерную цепь для определения толщины прокладки, обеспечивающей осевой натяг.
Предложенное изобретение исключает необходимость последующих переборок электромашин, сокращая время окончательной сборки.
Формулаизобретения
1. Способ выставки осевого натяга подшипников ротора малогабаритных электромашин с торцовыми крышками, по меньшей мере одна из которых выполнена упругой, заключающийся в том, что определяют де- формацию упругой крышки от заданной осевой нагрузки, осуществляют сборку пакета электромашины и допрессовку подшипников до постоянных упоров торцовых крышек, устраняют скрытые зазоры и окон- чагельно собирают пакет электромашины с заданным натягом, отличающийся тем, что, с целью повышения точности выставки осевого натяга при исключении повторения технологических операций, перед сборкой пакета электромашины упругую крышку ар- ретируют, одновременно с допрессовкой определяют размер осевого зазора в пакете, затем изготавливают регулировочную прокладку, толщина Т которой определяет- ся из соотношения Т L-I.
7
где L - осевой зазор в пакете;
I -- деформация упругой крышки от заданной осевой нагрузки. и окончательно собирают пакет электромашины с регулировочной прокладкой и с раз- арретированной упругой крышкой.
2. Устройство для выставки осевого натяга подшипников ротора малогабаритных электромашин, содержащее стойку с посадочным гнездом для электромашины, на которой размещены индикатор с корпусом, шарнирно закрепленный рычаг и натяжной винт с возможностью контакта плеча рычага с торцом винта, отличающееся тем, что, с целью повышения точности выставки осевого натяга при исключении повторения технологических операций, устройство снабжено дополнительным шарнирно установленным на стойке рычагом и арретирую- щей шайбой, причем дополнительный рычаг размещен с возможностью контакта одного плеча с противолежащим первому рычагу торцом натяжного винта, а другого плеча - с торцом устанавливаемой арретирующей шайбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля осевого натяга подшипников ротора малогабаритных электромашин | 1990 |
|
SU1760428A1 |
| ГОРИЗОНТАЛЬНАЯ МНОГОСТУПЕНЧАТАЯ СЕКЦИОННАЯ ЦЕНТРОБЕЖНАЯ НАСОСНАЯ УСТАНОВКА И СПОСОБ СБОРКИ НАСОСНОЙ УСТАНОВКИ | 2013 |
|
RU2529979C1 |
| Устройство для сборки и разборки электрической машины | 1989 |
|
SU1778874A1 |
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484305C1 |
| ЭЛЕКТРОПРИВОД ДЛЯ ПОВТОРНО-КРАТКОВРЕМЕННОГО РЕЖИМА РАБОТЫ | 2002 |
|
RU2199176C1 |
| СТАРТЕР-ГЕНЕРАТОР АВТОМОБИЛЯ | 2004 |
|
RU2265133C1 |
| Устройство для создания и контроля осевого натяга подшипников качения, ротора малогабаритных электромашин | 1976 |
|
SU629466A1 |
| ТОРЦОВАЯ ЭЛЕКТРИЧЕСКАЯ АСИНХРОННАЯ МАШИНА | 1998 |
|
RU2140700C1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС С БЕЗЗАЗОРНЫМ КРЕПЛЕНИЕМ РАБОЧЕГО КОЛЕСА И ТОРЦОВЫХ УПЛОТНЕНИЙ К ВАЛУ РОТОРА И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2487272C1 |
| Устройство для измерения моментов | 1978 |
|
SU681335A1 |
Способ выставки осевого натяга подшипников ротора малогабаритных электромашин и устройство для его осуществления. Использование, приборостроение. Сущность изобретения: способ выставки осевого натяга подшипников ротора малогабаритных электромашин с торцовыми крышками, по меньшей мере одна из которых выполнена упругой, заключается в следующем. Определяют величину деформации упругой крышки от заданной осевой нагрузки. Упругую крышку арретируют и осуществляют сборку пакета электромашины. Далее, одновременно с допрессовкой подшипников до постоянных упоров торцовых крышек определяют величину осевого зазора в пакете. Изготавливают регулировочную прокладку, толщина Т которой определяется из соотношения Т ,где L - величина осевого зазора в пакете; I - величина деформации упругой крышки от заданной осевой нагрузки. Окончательную сборку пакета электромашины осуществляют с регулировочной, прокладкой и с разарретиро- ванной упругой крышкой. Устройство для осуществления способа содержит стойку с посадочным гнездом для электромашины, на стойке размещены индикатор с корпусом, два рычага, шарнирно установленный винт и устанавливаемая арретирующая шайба. Один из рычагов расположен с возможностью контакта плеча рычага с ториом натяжного винта, а другой рычаг - с возможностью контакта одного плеча с протиаоле- жащим первому рычагу торцом натяжного винта, а другого плеча - с торцом устанавливаемой арретирующей шайбы. Способ и устройство для его осуществления позиоля- ют повысить точность выставки осевого натяга при исключении повторения технологических операций. 2 с.п. ф-лы, 1 ил. VJ ч го СЬ СП CJ
| Желдак С.А | |||
| Технология изготовления малогабаритных гиромоторов | |||
| Л.: Судпром- гиз, 1961, с | |||
| Канальная печь-сушильня | 1920 |
|
SU230A1 |
