Изобретение относится к электротехнике, в частности к способам уплотнения кабельных вводов, и может быть использовано при монтаже уплотнительных конструкций в судостроении.
Целью изобретения является улучшение условий труда при уплотнении большого пучка кабелей и повышение производительности труда.
На фиг. 1 изображен кабельный ввод после монтажа; на фиг. 2 - кабельный ввод: а - в период затяжки первого ряда кабелей, б - в период установки на кабели модулей и фиксации прокладкой, в - затяжка второго ряда кабелей.
В вод (фиг. 1) состоит из переборки судна 1, в которую вварена рама,2, нажимной пластины 3, оконечного уплотнения 4, нажимного винта 5 сварного шва рама - переборка б, прокладок 7, модулей 8, кабелей 9.
Способ уплотнения кабельного ввода заключается в следующем.
В переборку судна вваривается рама 2 ввода, на поверхности раздела рама - переборка размещается сварной шов 6. Через ввод затягивается первый ряд кабелей 9, как правило, больших сечений. На кабели 9 устанавливаются модули 8, и весь ряд модулей с кабелями фиксируется прокладкой 7. Затягивается второй, третий ряд кабелей и т.д. до тех пор, пока все кабели пучка не будут уплотнены во вводе. Поверх верхнего ряда модулей устанавливается нажимная пластина 3, которая перемещается поджатием винта 5. Во ввод вставляется и
закрепляется оконечное уплотнение А. Благодаря такому выполнению монтаж ввода ведется постепенно, большой пучок кабелей не занимает свободное место во время
монтажа, обеспечивается постепенная укладка кабелей по величине сечения: в нижней части ввода большие сечения, в верхней - малые, что улучшает условия труда в труднодоступных, стесненных местах судна и
повышает производительность труда при выполнении уплотнения.
Преимущества предлагаемого способа подтверждены при выполнении уплотнения на опытном участке кабельной трассы.
Формула изобретения Способ уплотнения кабельного ввода, при котором через кабельный ввод поэтапно затягивают пучок кабелей, на кабели устанавливают модульные уплотнительные элементы, последние с кабелями располагают рядами и фиксируют прокладками, поверх верхнего ряда модулей устанавливают нажимную пластину, поджатием нажимного
винта перемещают нажимную пластину и уплотняют модули на кабелях, после чего устанавливают оконечное уплотнение, о т- личающееся тем, что, с целью улучшения условий труда при уплотнении
большого пучка кабелей и повышения производительности труда, на каждом этапе затягивают количество кабелей, равное числу кабелей в ряду, а затяжку каждого последующего этапа производят после фиксации
прокладкой предыдущего ряда модулей с кабелями.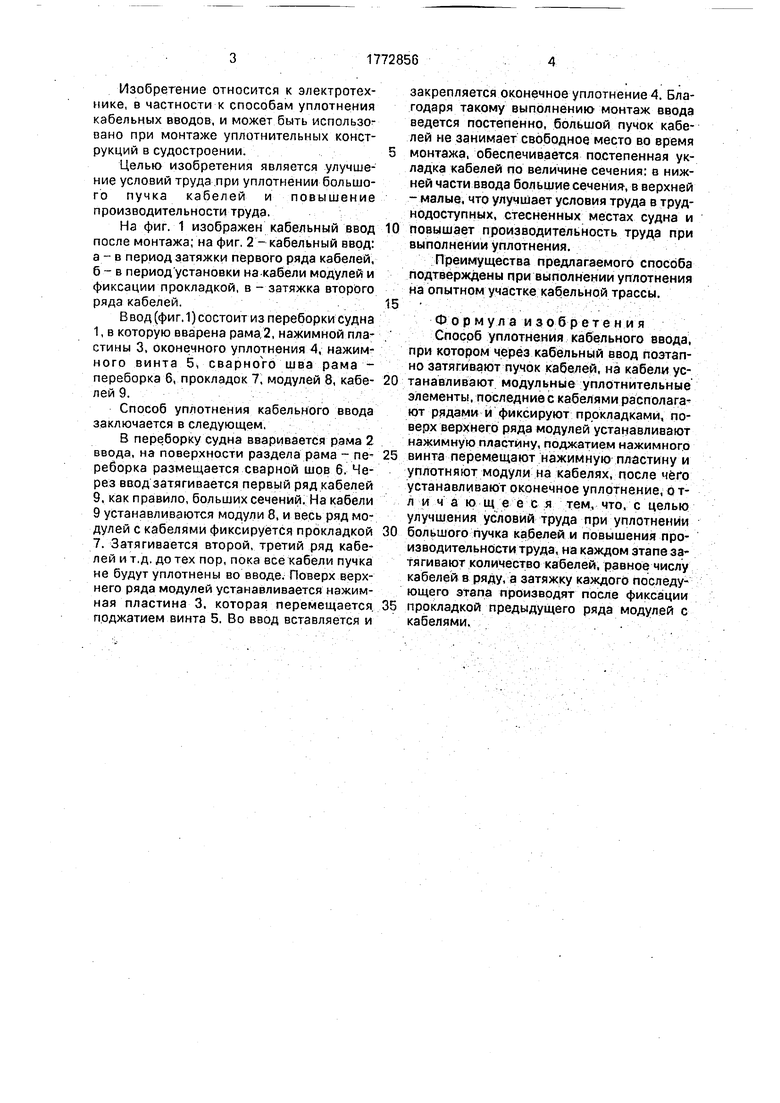
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметичной прокладки кабеля через несколько вводов | 1990 |
|
SU1762362A1 |
| Кабельный ввод | 1991 |
|
SU1829078A1 |
| Способ герметичной прокладки пучка кабелей через переборки | 1987 |
|
SU1534590A1 |
| Герметичный ввод | 1986 |
|
SU1410154A1 |
| Кабельная проводка судна | 1980 |
|
SU951519A1 |
| КАБЕЛЬНАЯ ОПТИЧЕСКАЯ ЛИНИЯ ПОДВОДНОГО СРЕДСТВА | 2009 |
|
RU2400002C1 |
| Огнестойкий герметичный кабельный ввод | 1987 |
|
SU1524123A1 |
| Узел ввода кабеля | 1989 |
|
SU1647730A1 |
| Электромонтажный узел | 1981 |
|
SU1022251A1 |
| КАБЕЛЬНЫЙ ПРОХОД И СПОСОБ МОНТАЖА КАБЕЛЬНОГО ПРОХОДА | 1996 |
|
RU2103775C1 |
Использование: при монтаже уплотни- те льиых конструкций в судостроении. Сущность изобретения: в переборку 1 судна вваривается рама 2 ввода, на поверхности раздела рама-переборка размещается сварной шов 6. Через ввод затягивается первый ряд кабелей 9, как правило, больших сечений. На кабели 9 устанавливаются модули 8, и весь ряд модулей с кабелями фиксируется прокладкой 7. Затягивается второй, третий ряд кабелей и т.д. до тех пор, пока все кабели пучка не будут уплотнены во вводе. Поверх верхнего ряда модулей устанавливается нажимная пластина 3, которая перемещается поджатием винта 5. Во ввод вставляется и закрепляется оконечное уплотнение 4. Благодаря такому выполнению монтаж ввода ведется постепенно, большой пучок кабелей не зажимает свободное место во время монтажа, обеспечивается постепенная укладка кабелей по величине сечения, 2 ил. (Л Фиг. 7
s
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Путято Ю.С | |||
| и др | |||
| Технология электромонтажных работ на судах, Л.: Судостроение, 1970 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
