Изобретение относится к способам изготовления формообразующих элементов технологической оснастки (пресс-форм и штампов) с фактурированной поверхностью, предназначенных для литья деталей из термопластов и штамповки деталей из металлов с декоративной поверхностью.
Известны способы изготовления формообразующих элементов технологической оснастки с фактурированными поверхностями, например, путем гравирования моделей или нанесением на их поверхность лакокрасочного покрытия, образующего узор при термообработке, или получения модели методом вакуум-формования из листового полужесткого материала АБС - пластик + поливинилхлорид с тиснением под кожу с последующим гальванопластическим оса-к- дснием металла на модели с фактурированными поверхностями.
Недостаток известных способов состоит в том, что гравировальные работы требу«Wl
ют больших затрат ручного труда рабочих высокой квалификации и, следовательно, себестоимость оснастки высокая, а при нанесении лакокрасочного покрытия, во-первых, искажается размерная точность модели (ввиду неравномерности нанесения и усадки полимерного покрытия), во-вторых, ассортимент получаемых фактур весьма ограничен (шагрень, муар, мороз), что связано со свойствами полимерного материала давать при термообработке только определенный рисунок. Получение же модели с фактурированной поверхностью методом вакуум-формования также имеет ограничения, т.к. этим способом можно получить рисунок фактуры только из листа, имеющего определенное тиснение, а выпускаются такие листы с очень ограниченными рисунками текстур.
Наиболее близким по технической сущности к предлагаемому является способ получения фактурмрованнои поверхности матриц пресс-форм избирательным травлением рисунка фактуры. Известный способ заключается в том, что изготавливают вычерчиванием на ватмане черно-белый оригинал с рисунком фактуры, а по нему - фотошаблон. Затем на стальную пластину (как правило, из стали Ст, 40Х термообрабо- танной до НРСэ 28-32) наносят слой светочувствительного материала (из жидкого фоторезиста), сушат его и накладывают фотошаблон, после чего экспонируют изображение рисунка, проявляют необлученные участки (пробельные) и травят водным раствором хлорного железа или азо юй кислоты. На полученное металлическое клише наносят кислотостойкую пасту или краску (смесь высокомолекулярных углеводородов, наполненных сажей), затем на клише накладывают конденсаторную бумагу (толщиной 10-12 мкм), прокатывают (на типографском столе) несколько раз и снимают бумагу. Далее бумагу с полученным краско- оттиском укладывают по всей поверхности матрицы, после чего производят операцию тампонации тампоном, смоченным в воде, листы бумаги тщательно прижимают к поверхности матрицы до намокания. Эту операцию производят до тех пор, пока бумага не будет отставать от поверхности матрицы пресс-формы. Затем снимают бумагу и на поверхности матриц остается рисунок фактуры за счет перехода кислотостойкой пасты (краски) с бумаги на эту поверхность, после чего производят травление водным раствором хлорного железа или азотной кислоты (в зависимости от содержания хрома и никеля в стали).
Недостатком известного способа является высокая трудоемкость. Согласно способу длл получения рисунка фактуры требуется вычертить на ватмане черно-белый оригинал, а затем по нему получить фотошаблон. При этом только вычерчивание оригинала в зависимости от сложности рисунка фактуры составляет 12-16 нормо-ча- сов. В рассматриваемом источнике
0 предлагается и другой способ получения фотошаблона - путем нанесения на образец кожи или кожезаменителя краски, контрастной по сравнению с цветом кожи, снятия избытка краски с выступающего рельефа и
5 фотографирования образца. Однако этим способом можно получить только рисунки тех фактур, которые есть на выпускаемом фактурированном материале, а ассортимент таких материалов весьма ограничен.
0 Согласно же каталога образцов фактуриро- ванных поверхностей существует 60 видов различных рисунков. Кроме того, изготовленный таким образом фотооригинал не имеет требуемой контрастности, поэтому
5 при получении фотошаблона по нему приходится несколько раз переконтачивать и корректировать изображение до требуемой контрастности, что тоже связано с высокой трудоемкостью.
0 Изготовление металлического клише или рел1ефной формы также является трудоемкой операцией. Это объясняется тем, что в качестве светочувствительных слоев (защитною рельефа) используются кислото5 стойкие жидкие фоторезисты, которые, во- первых, являются нетехнологичными ввиду сложной технологии приготовления, нанесения и сушки, во-вторых, они являются дефицитными, т.к. выпуск их весьма ограничен
0 по причине возрастающей замены жидких фоторезистов на сухие пленочные.
При изготовлении непосредственно металлических клише (рельефных форм) расходуются инструментальные стали, которые
5 при травлении безвозмездно уходят в отходы.
Целью изобретения является снижение трудоемкости изготовления формообразующих элементов с фактурированной поверх0 ностыо,
Поставленная цель достигается тем, что операцию изготовления фотошаблона осуществляют посредством снятия с фактурированной поверхности копии с обратным
5 рельефом из эластомерного материала и последующей отливки с ней фотошаблона из термореактивной композиции контрастных цветов. Рельефную форму получают из фо- тополимеризующейся композиции, а в качестве эластомерного материала для
изготовления копии с обратным рельефом применяют композиции на основе кремне- органических каучуков, а в качестве термо- реактивной полимерной композиции контрастных цветов используют связующие на основе эпоксидных смол, отверждаемых отвердителем щелочного типа с контрастными пигментами оксид цинка и сажа канальная.
Цель достигается, т.к. снижается трудоемкость в результате уменьшения числа операций для изготовления формообразующих элементов с фактурированной поверхностью и снижения продолжительности этих операций, а также за счет изготовления эластичных матриц, отливки в них образцов из термореактивной полимерной композиции и получения фотополимерной рельефной формы вместо изготовления черно-белого фотооригиналс на ватмане, по нему пленочного фотошаблона и затем металлической рельефной формы по известному способу.
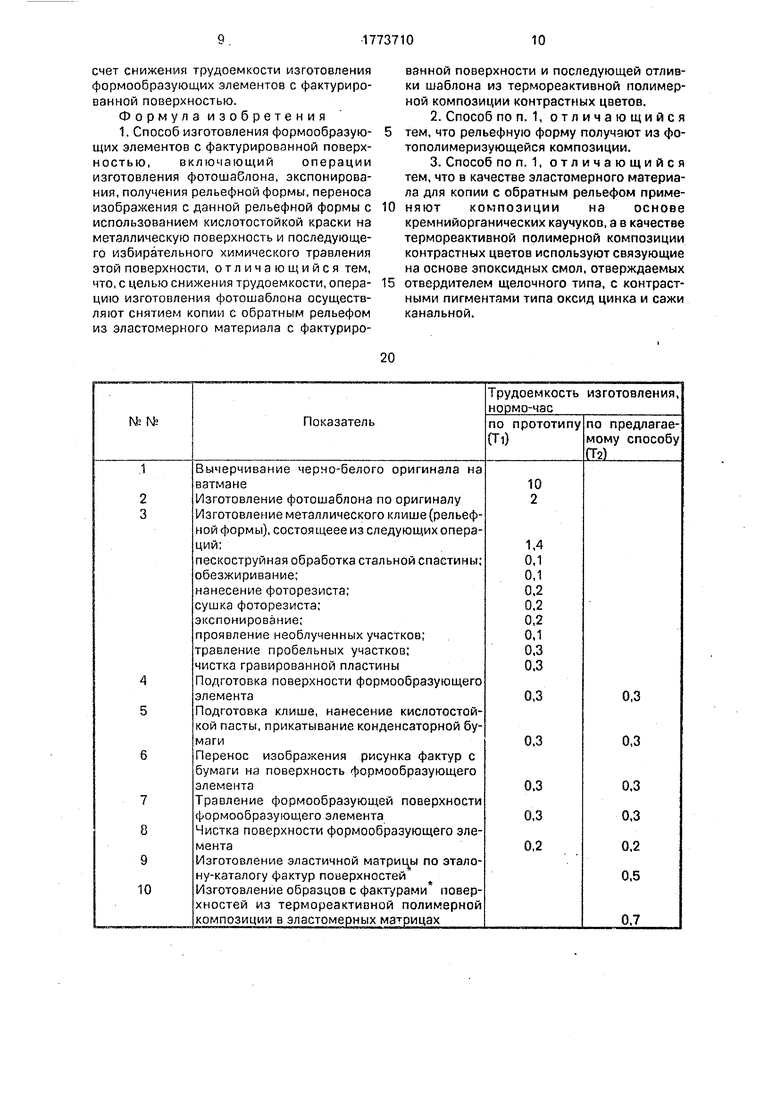
Сравнительная трудоемкость изготовления формообразующих элементов с фак- турированными поверхностями по предлагаемому способу и прототипу указана в таблице.
Сущность предлагаемого способа заключается в следующем.
По эталону-каталогу образцов фактур поверхностей изготовляют негативную копию из эластомерной композиции (матрицу), в которой отливают из термореактивной полимерной композиции образцы с различными фактурами контрастных цветов (черно-белого). На полученные контрастные образцы, используемые в качестве фотошаблонов, заливается фотополимеризую- щаяся композиция и производится экспонирование рисунка фактуры (контактным способом), после чего проявляются необлученные участки композиции (пробельные участки). Фотополимерная композиция, снятая с образца, представляет собой фотополимерную форму. На фотополимерную форму наносят кислотостойкую пасту (краску), переносят изображение на конденсаторную бумагу, а с нее на формообразующую поверхность технологической оснастки и производят травление азотной кислотой или хлорным железом в пробельных участках изображения.
Указанные признаки отличают предлагаемое техническое решение от прототипа, поэтому считаем, что заявляемое изобретение соответствует критерию новизна.
Нам неизвестны технические решения, сходные с заявляемым, поэтому считаем,
что заявляемое изобретение соответствует критерию существенные отличия.
Пример 1. На матрице пресс-формы,
изготовленной механической обработкой металла из стали марки 12ХНЗА, предназначенной для литья корпусных деталей на видеокамеру из АБС пластика марки ПСМД-А, требовалось нанести рисунок фактуры (но0 мер MX 1579 паутинка по эталону-каталогу образцов фактур) Эталоны-каталоги образцов фактур представляли собой пластмассовые доски (4 шт.) размером 210x270 мм, на каждой из которых скомпоновано 15 видов
5 фактур (размером 50x65 мм) черного цвета. После обезжиривания эталона-образца не- фрасом марки С2-80/120 или СЗ-80/120 устанавливали опоку, герметизировали ее пластилином и наносили кистью слой обли0 цовочной композиции, состоящей из крем- нийорганического каучука марки КЛСЕ-305 Б и вулканизационной системы из тетраэ- токсилана и дибутилдилауриноксистаниана (катализатор К-1), взятых в соотношении
5 100:4 мае. ч. Нанесение облицовочного слоя обеспечивало высокое качество формообразующей поверхности, так как при нанесении кистью тонкого слоя композиции исключалось появление в материале воздушных ра0 ковин. Количество облицовочных слоев - 2, время между их нанесением 40-50 мин (время желирования слоя). Затем приготавливали эластомерную композицию требуемого качества, того же состава, что и на облицо5 вочную композицию. Приготовленную композицию медленно заливали в опоку тонкой струей, причем за один раз порция заливаемой композиции составляла не более 0,5 кг.
0При этом последующую заливку производили только после частичной вулканизации предыдущей порции (через 2,5-3,0 ч). Последнюю порцию заливали тонким слоем (5 мм) и на него накладывали перфорирован5 ную пииту из винипласта толщиной 10 мм с отверстиями 10 мм, равномерно расположенными по всей поверхности на расстоянии 25-30 мм друг от друга. Перфорированная плита обеспечивала жес0 ткость эластичной матрицы и являлась опорной поверхностью. Эластичная композиция выходила в отверстия, за счет чего достигалось крепление плиты и материала матрицы, а после вулканизации эластомерного
5 материала последний срезался скальпелем заподлицо с плоскостью плиты.
После вулканизации зластомерного материала производили разъем эталона-образца и эластичной матрицы, Эластичная матрица точно копировала рисунок фактуры эталона-образца. 3 эластичной матрице отливали образцы с рисунком фактур из низ- ковязной термореактивной полимерной композиции холодного отверждения следующего состава, мае. ч.:
Смола эпоксидная марки УП-5-132 100 Отвердитель марки УП-5-13821
Оксид цинка100-150
Залитую композицию вакуумировали при остаточном давлении 133,32 Па в течение 10-15 мин. После отверждения эпоксидной композиции (24 ч при 20 ± 5°С) отливку отделяли от эластомерной матрицы. Приготавливали эпоксидную композицию контрастного цвета следующего состава, мае. ч.: Смола эпоксидная УП-5-132100
Отвердитель марки УП-5-13821
Сажа канальная марки П-701 5-10 Приготовленную композицию (черного цвета) заливали на образец с рисунком фактуры (белого цвета), вакуумировали и избыток композиции убирали ракелем (из синтетического каучука полиуретанового) с выступающих частей рельефа. Таким образом получали образец с рисунком фактуры контрастных- цветов, заменяющий в дальнейшем фотошаблон.
На образец с рисунком фактуры наносили тонкий слой вазелинового масла и прика- тываливаликом(резиновым)
полиэтилентерефталатную пленку (толщиной 10 мм), Затем на подготовленную таким образом подложку фотошаблон устанавливали П-образную ростовую планку толщиной 1,4 мм. предварительно смазанную вазелиновым маспом, и накладывали на нее кварцевое стекло, поверхность- которого предварительно была смазана вазелиновым маслом и защищена полиэтилентереф- талатнойпленкой.Элементы
формующекопировального пакета фиксировались и закреплялись посредством скоб, шпилек и гаек. В собранный пакет заливали фотополимеризукщуюся композицию на основе ненасыщенных полиэфиров (Лико- фот-Т22-ТУ29УССР208-87), состоящую из ненасыщенной полиэфирной смолы ПН-37, фотоинициатора-2,2диметокси- -2-фенила- цетофенона, фотосенсибилизатора-- нитро- зодифениламина, взятых при концентрациях (%) соответственно: 99,23:0,75:0,02, Затем включали источник УФ-излучения с длиной волны 320-400 нм (лампа ДРГТ-3000) и экспонировали изображение детали контактным способом. Далее разбирали формующекопировальный пакет и проявляли необлученные участки композиции водным раствором (10 г/л) кальцинированной соды. После проявления рельефа поверхности проводили задубливание ее светочувствительного слоя одновременным
УФ-облучением (лампой ЛУФ-80) и термообработкой при температуре 105-115°С.
В результате получали фотополимерное клише (рельефную форму) толщиной 1,4 мм
с глубиной рельефа 0,6-0,8 мм. Фотополимерную рельефную форму (для придания жесткости) наклеивали на оправку посредством двухсторонней липкой ленты с поли- этилентерефталатной основой. На
0 поверхность фотополимерной формы наносили кислотостойкую пасту следующего состава, мае. %: типографская краска 15-25: полизобутилен 13-20; церезин 45-55: парафин 10-20; полиэтилен 2-5, накладывали
5 конденсаторную бумагу, прикатывали ее валиком, потом бумагу снимали и прижимали со стороны нанесенной краски (краскоотти- ска с формы) к поверхности матрицы. После отделения бумаги на внутренней (формооб0 разующей) поверхности матрицы получили краскооттиск рисунка фактуры. Затем места, не защищенные кислотостойкой краской травили водным раствором азотной кислоты (концентрацией 41-42%) на глубину
5 0,04-0,05 мм по времени. В результате применения вышеописанной технологии получили матрицу пресс-формы с фзктурированной поверхностью, в которой отливали пластмассовые детали с требуе0 мым рисунком фактуры.
Пример 2. На матрице штампа, изготовленной механической обработкой металла из стали Х12М толщиной 0,5 мм, предназначенной для вытяжки листа требо5 валось нанести рисунок фактуры (номер МХ1574- крупная шагрень по эталону-каталогу образцов фактур). Аналогично примеру 1 по эталону-каталогу изготовили негативную копию (эластомерную форму), а в ней
0 пластмассовый образец контрастных цветов. Затем по образцу изготовили фотополимерную рельефную форму, перенесли рисунок фактуры на матрицу штампа и избирательным травлением (пробельных участ5 ков) в водном растворе хлорного железа концентрацией 42% получили рисунок фактуры глубиной 0,07-0,08 мм. В полученной матрице формовали стальные детали с наружной фактурированной поверхностью.
0 Использование предлагаемого способа изготовления формообразующих элементов с фактурированной поверхностью по сравнению с применением существующих способов позволяет снизить трудоемкость
5 изготовления формообразующих элементов технологической оснастки с фактурированной поверхностью, расширить область применения фотополимерных материалов.
При использовании изобретения в отрасли экономический эффект достигается за
счет снижения трудоемкости изготовления формообразующих элементов с фактуриро- ванной поверхностью.
Ф о р м у л а и з о б р е т е н и я 1. Способ изготовления формообразующих элементов с фактурированной поверхностью, включающий операции изготовления фотошаблона, экспонирования, получения рельефной формы, переноса изображения с данной рельефной формы с использованием кислотостойкой краски на металлическую поверхность и последующего избирательного химического травления этой поверхности, отличающийся тем, что, с целью снижения трудоемкости, операцию изготовления фотошаблона осуществляют снятием копии с обратным рельефом из эластомерного материала с фактуриро0
ванной поверхности и последующей отливки шаблона из термореактивной полимерной композиции контрастных цветов.
2.Способ по п. 1, отличающийся тем, что рельефную форму получают из фо- тополимеризующейся композиции.
3.Способ по п. 1, отличающийся тем, что в качестве эластомерного материала для копии с обратным рельефом применяют композиции на основе кремнийорганических каучуков, а в качестве термореактивной полимерной композиции контрастных цветов используют связующие на основе эпоксидных смол, отверждаемых отвердителем щелочного типа, с контрастными пигментами типа оксид цинка и сажи канальной.
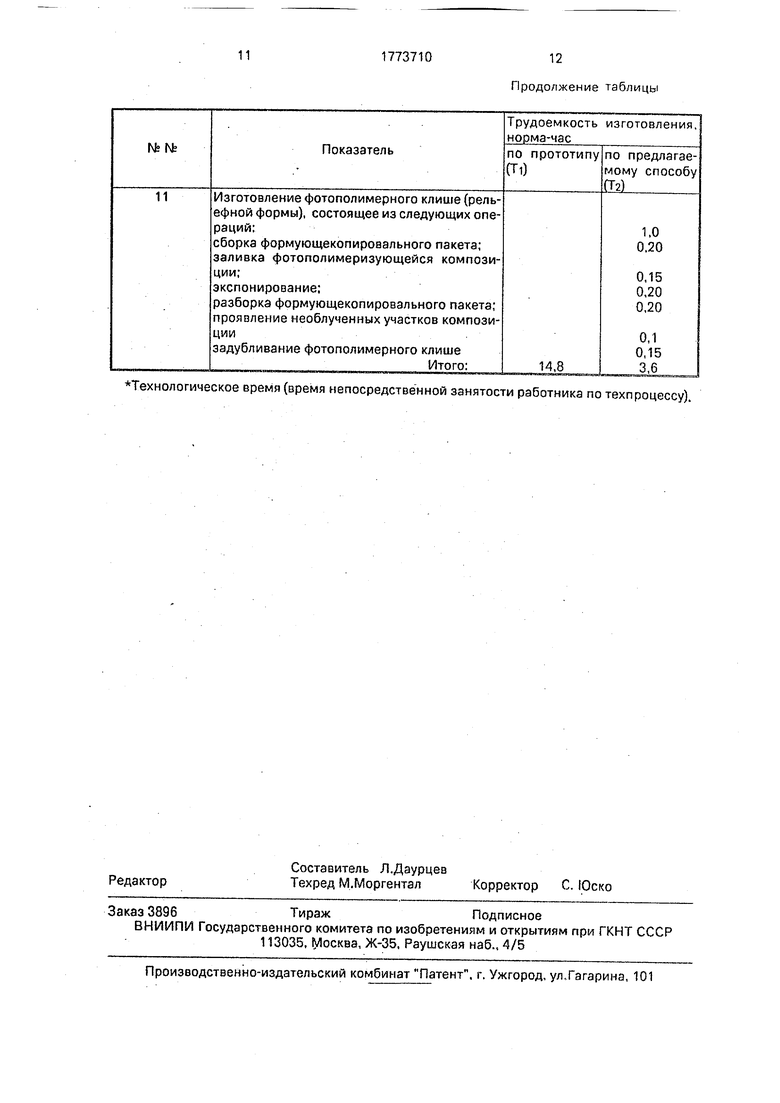
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рельефных форм | 1989 |
|
SU1696602A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦ ДЛЯ ГАЛЬВАНОПЛАСТИЧЕСКОГО ФОРМИРОВАНИЯ ИЗДЕЛИЙ С РЕЛЬЕФНОЙ ПОВЕРХНОСТЬЮ | 1991 |
|
RU2021395C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНЫХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ФОТОПОЛИМЕРА | 2001 |
|
RU2215828C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ КОЛЛАГЕНСОДЕРЖАЩЕГО МАТЕРИАЛА | 2010 |
|
RU2426486C1 |
| ПЕЧАТНАЯ ФОРМА И СПОСОБ ИЗГОТОВЛЕНИЯ ДАННОЙ ФОРМЫ | 2001 |
|
RU2207959C1 |
| СПОСОБ ВЫПОЛНЕНИЯ ИЗОБРАЗИТЕЛЬНЫХ РАБОТ | 2013 |
|
RU2530841C1 |
| Способ изготовления бумажного трафарета для получения рельефных изображений на изделиях из бетона (варианты) и способ получения рельефных изображений на изделиях из бетона | 2020 |
|
RU2747135C1 |
| Способ изготовления однокрасочных и многокрасочных, плоских с двух сторон, литофаний | 1946 |
|
SU71896A1 |
| Матрица для изготовления одноступенчатых фазовых оптических элементов | 1977 |
|
SU626968A1 |
| Способ повышения износостойкости поверхностного слоя дорожного полотна | 2020 |
|
RU2719840C1 |
Использование: производство деталей из термопластов и штампованных деталей из металлов с декоративной поверхностью. Сущность изобретения: способ состоит из операции изготовления фотошаблона, экспонирования, получения рельефной формы, переноса изображения сданной рельефной формы с использованием кислотостойкой краски на металлическую поверхность и последующего избирательного химического травления этой поверхности. Фотошаблон изготавливают посредством снятия с фактурированной поверхности копии с обратным рельефом из эластомерного материала и последующей отливки с нее фотошаблона из термореактивной полимерной композиции контрастных цветов. Рельефную форму получают из фотополимеризующейся композиции. В качестве эластомерного материала для изготовления копии применяют композиции на основе кремнеорганических кау- чуков, а в качестве термореактивных полимерных композиций используют связующие на основе эпоксидных смол, отверж- даемых отвердителем щелочного типа с контрастными пигментами типа оксида цинка и сажи канальной. 2 з.п. ф-лы.
Технологическое время (время непосредственной занятости работника по техпроцессу).
| 0 |
|
SU392158A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения матрицы | 1975 |
|
SU532662A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Паздерский Н.А | |||
| Изготовление пресс- форм с рельефным рисунком | |||
| Пластические массы, 1989, № 6, с 88-89 | |||
