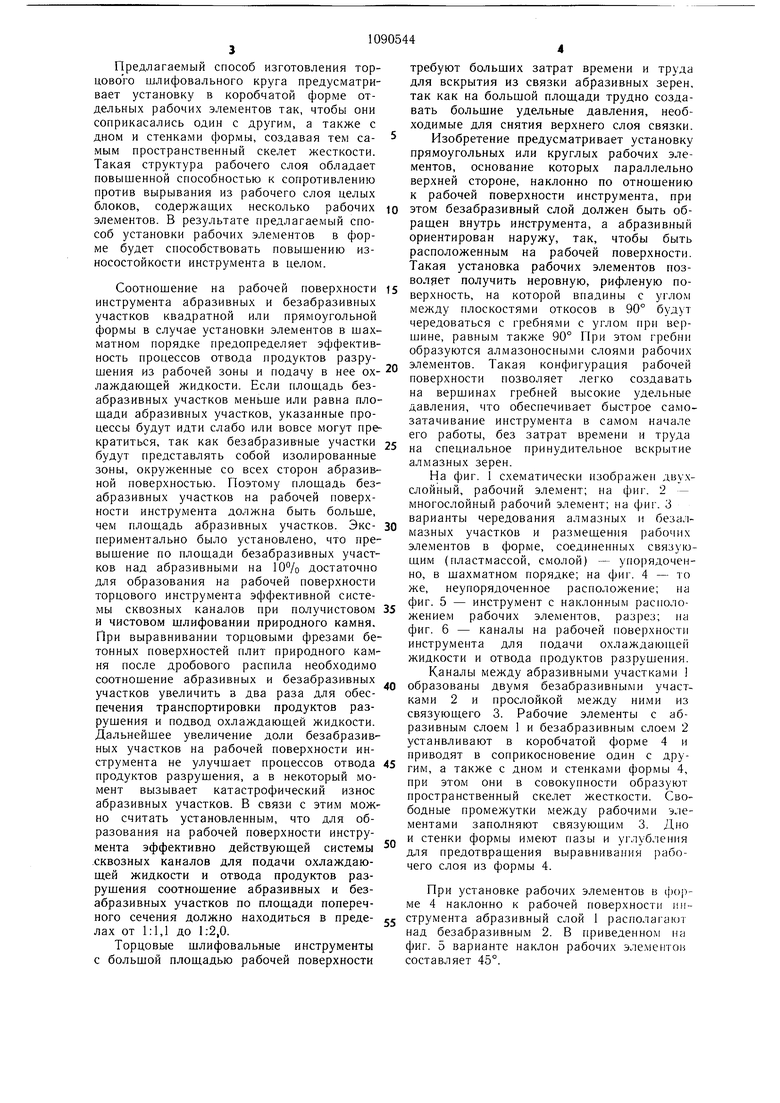
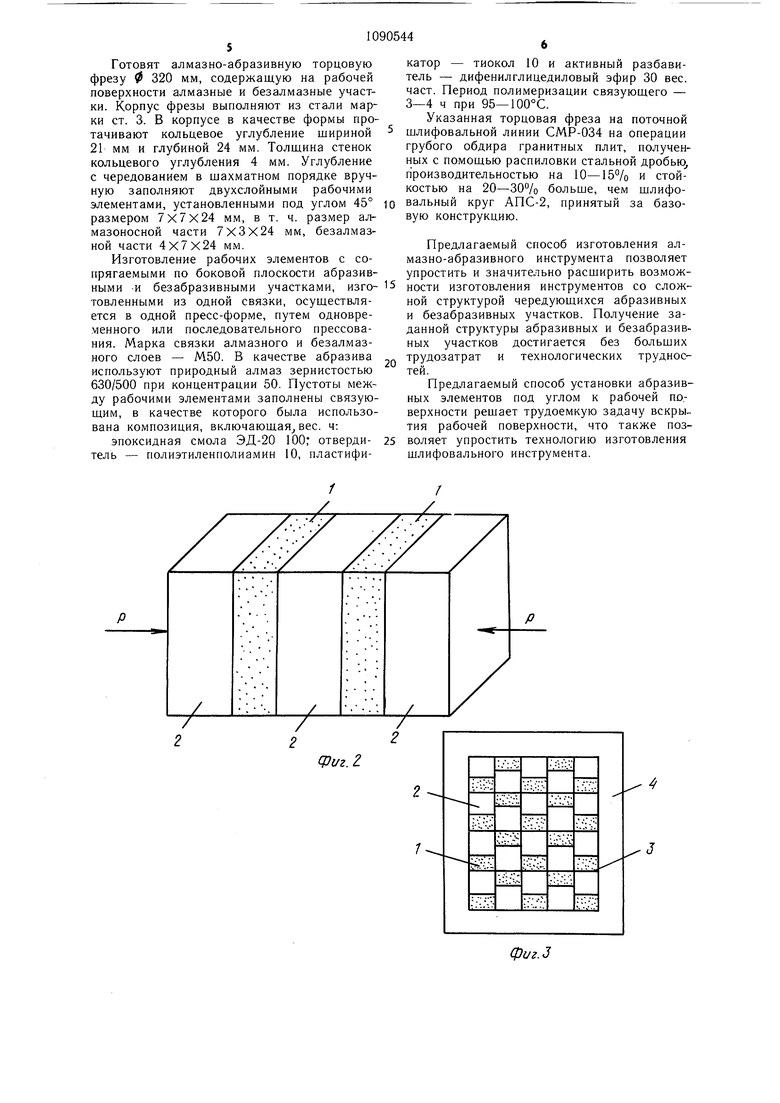
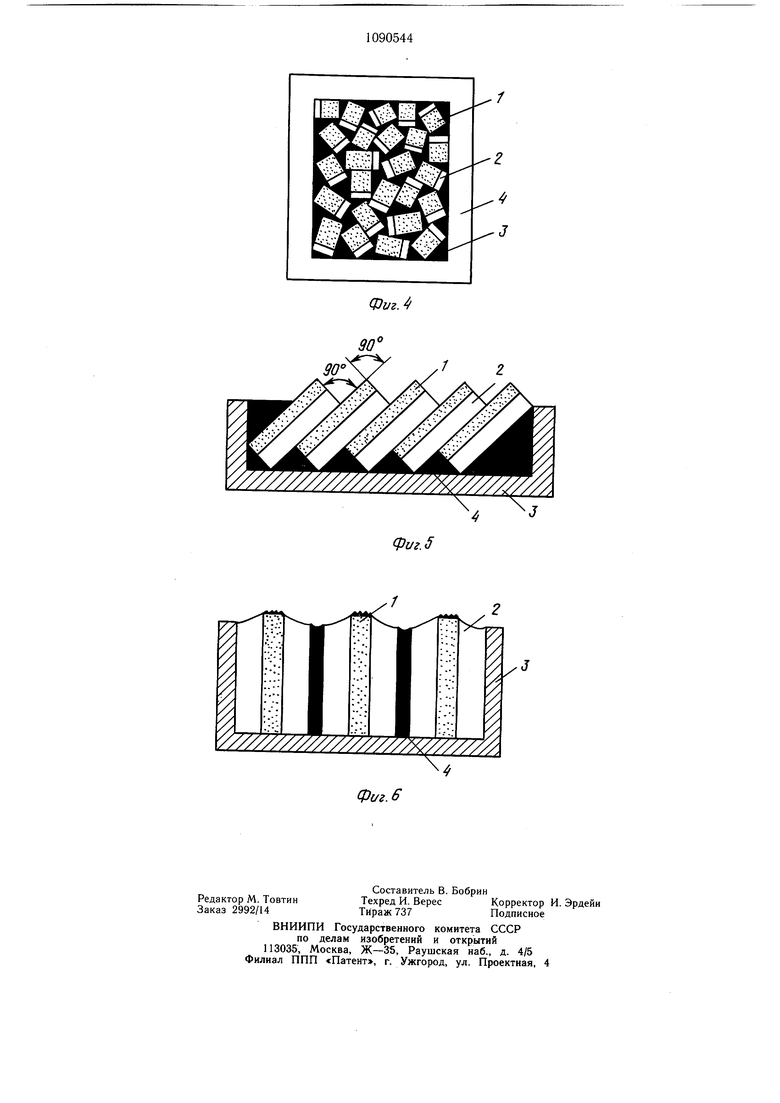
Изобретение относится к технологии изготовления алмазно-абразивных инструментов (торцовые фрезы и шлифовальные круги) и может быть использовано на камнеобрабатываюших заводах и при строительстве гражданских и промышленных сооружений для выравнивания поверхностей плит из природного камня и бетонных покрытий. Известен способ изготовления абразивного инструмента, по которому в форме по заданной схеме закрепляют абразивные элементы и заливают их самоотверждаеи заливают их мой пластмассой 1. Недостатком способа является необходимость проведения предварительной операции закрепления абразивных элементов на дне формы. При необходимости создания рабочей поверхности с чередующимся абразивными и безабразибными участками нужно осуществить отдельные операции прессования при предварительном изготовлении абразивных и безабразивных элементов. Опасность вознкновения сколов и выкращиваний на абразивных элементах, окруженных связующим с низкой прочностью и отстоящих один от другого на 5-10 тощин элементов, может также послужить причиной вырывания с рабочей поверхности инструмента целых участков связки с абразивными зернами в случае приложения больших усилий шлифования при обработке таких твердых материалов, как граниты и плавленые огнеупоры. Кроме того, расположение в плоскости рабочей поверхности на одном уровне абразивных элементов и связующего затрудняет процесс первоначального вскрытия из связки абразивных зерен. Целью изобретения является совершенствование способа изготовления инструмента с регулируемой структурой абразивных и безабразивных участков рабочего слоя большой площади, повышение износостойкости инструмента, образование на рабочей поверхности лабиринта сквозных каналов для подачи охлаждающей жидкости и отвода продуктов разрушения и улучшение процесса первоначального вскрытия рабочей поверхности. Указанная цель достигается тем, что согласно способу изготовления абразивного алмазного инструмента, при котором рабочие абразивные элементы помешают в фор/ и заливают связующим, абразивные элементы снабжают по боковой поверхности безабразивным слоем и устанавливают их 13 форме так, чтобы абразивные и безабразивные участки чередовались на рабочей поверхности инструмента по заданной схеме, при этом абразивные элементы приводят в соприкосновение одного с другим и со стенками формы. Плотная установка абразивных элементов в форме позволяет устранить операцию закрепления элементов в фиксирующем слое. Рабочие элементы выполняют с безабразивным слоем по плош,ади поперечного сечения в 1,1-2,0 раза больше площади поперечного сечения абразивного слоя, при этом элементы устанавливают в шахматном порядке. Кроме того, абразивные элементы с параллельными друг другу основанием и верх ей стороной могут быть установлены наклонно по отношению к рабочей поверхности инструмента, а абразивный слой располагают ближе к рабочей поверхности, чем неабразивный. Для изготовления инструментов с чередующимися по заданной схеме алмазными и безалмазными участками необходимо предварительно изготовлять большое количество алмазных и безалмазных элементов. Технологию изготовления таких инструментов можно упростить, если элементы с абразивными и безабразивными слоями, плоскости раздела между которыми расположены горизонтально, прессовать однО временно или последовательно слой за слоем в одной пресс-форме, а затем устанавливать в форме для сборки так, чтобы плоскости раздела между абразивными и безабразивньши участками были ориентированы перпендикулярно к рабочей поверхности инструмента, на которой в результате будет обеспечиваться чередование абразивных и безабразивных участков. Это позволит получить экономию времени и трудовых затрат при изготовлении инструментов с регулируемой структурой абразивных и безабразивных участков рабочего слоя, площадь которого не ограничивается технологическими параметрами предлагаемого способа ч может быть практически любой. Без дополнительных технологических сложностей решается также задача изготовления рабочего слоя инструмента сложной конфигурации. Безабразивный слой может прилегать к абразивному с одной или двух сторон. Безабразивный слой, износостойкость связки которого одинакова с износостойкостью связки абразивного слоя, будет предохранять последний от выкрашивания на кромках (на практике замечено, что грани незащищенных алмазных элементов в процессе работы всегда скругляются в результате выкращиваний и интенсивного износа на кромках граней) и интенсивного износа при перегрузках, в противоположность инструменту, принятому за прототип, где рабочий абразивный элемент окружен со всех сторон связующим с невысокой износостойкостью (пластмасса, органическая связка) и поэтому быстро вскрывается и выступает из связки, подвергаясь в результате воздействия перегрузок и повыщенному износу. Предлагаемый способ изготовления торцового шлифовального круга предусматривает установку в коробчатой форме отдельных рабочих элементов так, чтобы они соприкасались один с другим, а также с дном и стенками формы, создавая тем са- 5 мым пространственный скелет жесткости. Такая структура рабочего слоя обладает повышенной способностью к сопротивлению против вырывания из рабочего слоя целых блоков, содержащих несколько рабочих ю элементов. В результате предлагаемый способ установки рабочих элементов в форме будет способствовать повышению износостойкости инструмента в целом. „, „ Соотношение на рабочей поверхности is инструмента абразив ных и безабразивных участков квадратной или прямоугольной формы в случае установки элементов в шахматном порядке предопределяет эффективность процессов отвода продуктов разрушения из рабочей зоны и подачу в нее ох- 20 лаждающей жидкости. Если площадь безабразивных участков меньше или равна площади абразивных участков, указанные процессы будут идти слабо или вовсе могут прекратиться, так как безабразив-ные участки 25 будут представлять собой изолированные зоны, окруженные со всех сторон абразивной поверхностью. Поэтому площадь безабразивных участков на рабочей поверхности инструмента должна быть больше, чем площадь абразивных участков. Экс- 30 периментально было установлено, что превыщение по площади безабразивных участков над абразивными на 10% достаточно для образования на рабочей поверхности торцового инструмента эффективной сметеМЫ сквозных каналов при получистовом 35 и чистовом шлифовании природного камня. При выравнивании торцовыми фрезами бетонных поверхностей плит природного камня после дробового распила необходимо соотношение абразивных и безабразивных участков увеличить з два раза для обеспечения транспортировки продуктов разрушения и подвод охлаждающей жидкости. Дальнейшее увеличение доли безабразивных участков на рабочей поверхности инструмента не улучшает процессов отвода 45 продуктов разрушения, а в некоторый момент вызывает катастрофический износ абразивных участков. В связи с этим можно считать установл енным, что для образования на рабочей поверхности инструМРНТЯ 4fhfflPKTHRHn npflrTRVmillPH ПНГТРМК1 Jl мента эффективно действующей системы сквозных каналов для подачи охлаждающей жидкости и отвода продуктов разрушения соотношение абразивных и безабразивных участков по площади поперечного сечения должно находиться в преде- jj лах от 1:1,1 до 1:2,0. Торцовые шлифовальные инструменты с больщой площадью рабочей поверхности - требуют больших затрат времени и труда для вскрытия из связки абразивных зерен, так как на большой площади трудно создавать большие удельные давления, необходимые для снятия верхнего слоя связки. Изобретение предусматривает установку прямоугольных или круглых рабочих элементов, основание которых параллельно верхней стороне, наклонно по отношению к рабочей поверхности инструмента, при этом безабразивный слой должен быть обращен внутрь инструмента, а абразивный ориентирован наружу, так, чтобы быть расположенным на рабочей поверхности, Такая установка рабочих элементов позволяет получить неровную, рифленую по ерхность, на которой впадины с углом . плоскостями откосов в 90° будут чередоваться с гребнями с углом при ,., п,и этом гребни образуются алмазоносными слоями рабочих элементов. Такая конфигурация рабочей , ПРГКП гп.пяпятк поверхности позволяет легко создавать на верщинах гребней высокие удельные давления, что обеспечивает быстрое самозатачивание инструмента в самом начале его работы, без затрат времени и труда на специальное принудительное вскрытие алмазных зерен. На фиг. 1 схематически изображен двухслойный, рабочий элемент; на фиг. 2 - многослойный рабочий элемент; на фиг. 3 варианты чередования алмазных и безалмазных участков и размещения рабочих элементов в форме, соединенных связующим (пластмассой, смолой) - упорядоченно, в шахматном порядке; на фиг. 4 - то же, неупорядоченное расположение; на фиг. 5 - инструмент с наклонным располо рабочих элементов, разрез; на Vf П 1. t rilH ll VilH.llJ 1 llUIliLlVyilllLJII I Vy ф„ g аналы на рабочей гюверхности ; нструмента для подачи охлаждающей и отвода продуктов разрушения, Каналы между абразивными участками образованы двумя безабразивными участ. прослойкой между ними из связующего 3 Рабочие элементы с абразивным слоем 1 и безабразивным слоем 2 устанвливают в коробчатой форме 4 и приводят в соприкосновение один с , а также с дном и стенками формы 4, g,, совокупности образуют пространственный скелет жесткости. Свободные промежутки между рабочими элементами заполняют связуюшим 3. Дно „ фор,, „,,еют пазы и углубления - „ . для предотвращения выравнивания раоочего слоя из формы 4. При установке рабочих элементов в ij)()pме 4 наклонно к рабочей поверхности ийструмента абразивный слой 1 располагают над безабразивным 2. В приведенном на фиг. 5 варианте наклон рабочих элементов составляет 45°. Готовят алмазно-абразивную торцовую фрезу Ф 320 мм, содержащую на рабочей поверхности алмазные и безалмазные участки. Корпус фрезы выполняют из стали марки ст. 3. В корпусе в качестве формы протачивают кольцевое углубление шириной 21 мм и глубиной 24 мм. Толщина стенок кольцевого углубления 4 мм. Углубление с чередованием в шахматном порядке вручную заполняют двухслойными рабочими элементами, установленными под углом 45° размером 7x7x24 мм, в т. ч. размер алмазоносной части 7X3x24 мм, безалмазной части 4X7X24 мм. Изготовление рабочих элементов с сопрягаемыми по боковой плоскости абразивньши -и безабразивными участками, изготовленными из одной связки, осуществляется в одной пресс-форме, путем одновременного или последовательного прессования. Марка связки алмазного и безалмазного слоев - М50. В качестве абразива используют природный алмаз зернистостью 630/500 при концентрации 50. Пустоты между рабочими элементами заполнены связующим, в качестве которого была использована композиция, включающая вес. ч: эпоксидная смола ЭД-20 100: отвердитель - полиэтиленполиамин 10, пластификатор - тиокол 10 и активный разбавитель - дифенилглицедиловый эфир 30 вес. част. Период полимеризации связующего - 3-4 ч при 95-100°С. Указанная торцовая фреза на поточной шлифовальной линии СМР-034 на операции грубого обдира гранитных плит, полученных с помощью распиловки стальной дробью производительностью на 10-15% и стойкостью на 20-30 /о больше, чем шлифовальный круг АПС-2, принятый за базовую конструкцию, Предлагаемый способ изготовления алмазно-абразивного инструмента позволяет упростить и значительно расширить возможности изготовления инструментов со сложной структурой чередующихся абразивных и безабразивных участков. Получение заданной структуры абразивных и безабразивных участков достигается без больших трудозатрат и технологических трудноеПредлагаемый способ установки абразивных элементов под углом к рабочей по,верхности решает трудоемкую задачу вскрытия рабочей поверхности, что также позволяет упростить технологию изготовления шлифовального инструмента.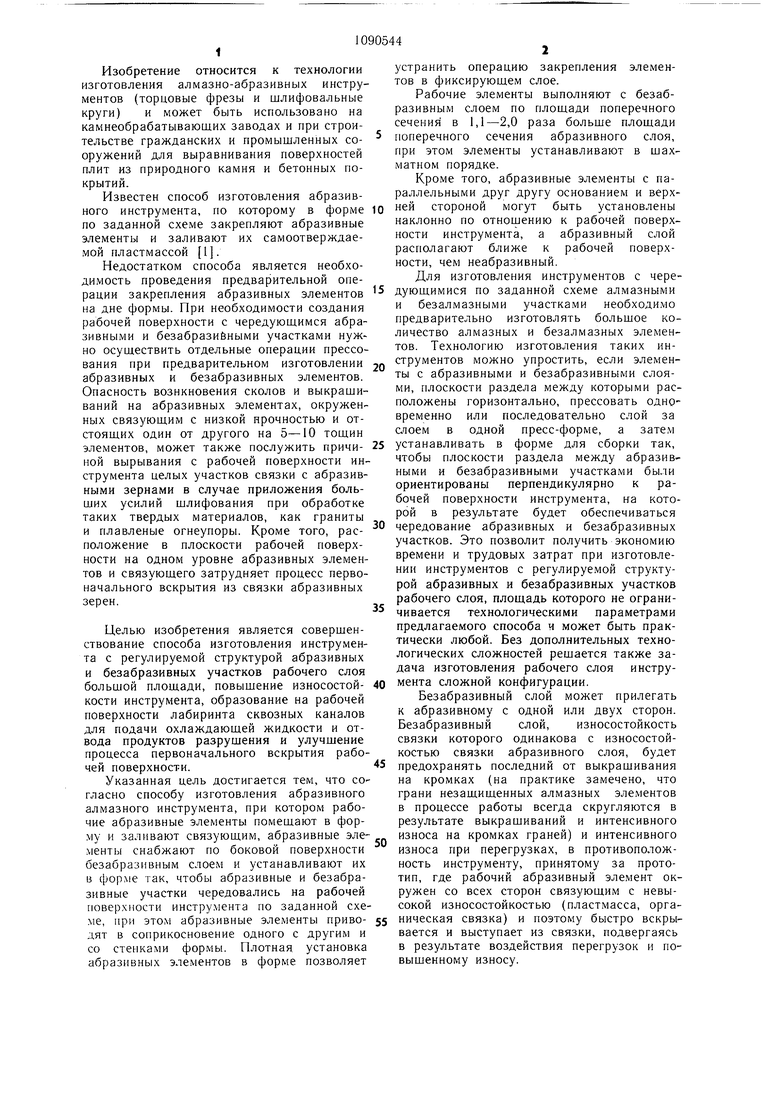
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцевой шлифовальный круг | 1978 |
|
SU779059A1 |
| Инструмент для отделочной обработки зубчатых колес | 1978 |
|
SU891278A1 |
| Шлифовальный инструмент | 1990 |
|
SU1781022A1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| Способ изготовления абразивного инструмента | 1985 |
|
SU1333563A1 |
| Алмазный отрезной круг | 1990 |
|
SU1776550A1 |
| Способ электрохимико-механической правки кругов на металлической связке | 1985 |
|
SU1301599A1 |
| Сборный шлифовальный инструмент | 1979 |
|
SU870104A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО СЛОЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ ПОРОШКОВ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2009 |
|
RU2396161C1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНО-АЛМАЗНОГО ИНСТРУМЕНТА, при котором абразивные элементы располагают в форме по заданной схеме и фиксируют связующим, отличающийся тем, что, с целью снижения трудоемкости изготовления инструмента с прерывистой рабочей поверхностью, берут бруски с абразивным и безабразивным слоями и устанавливают в форму с возможностью взаимного контакта и чередования абразивных и безабразивных участков. 2.Способ по п. 1, отличающийся тем, что элементы располагают наклонно относительно вертикали в сторону безабразивного слоя. 3.Способ по п. 1, отличающийся тем, что площадь поперечного сечения безабразивного слоя берут в 1,1-2,0 раза больше площади поперечного сечения абразивного слоя. о со о ел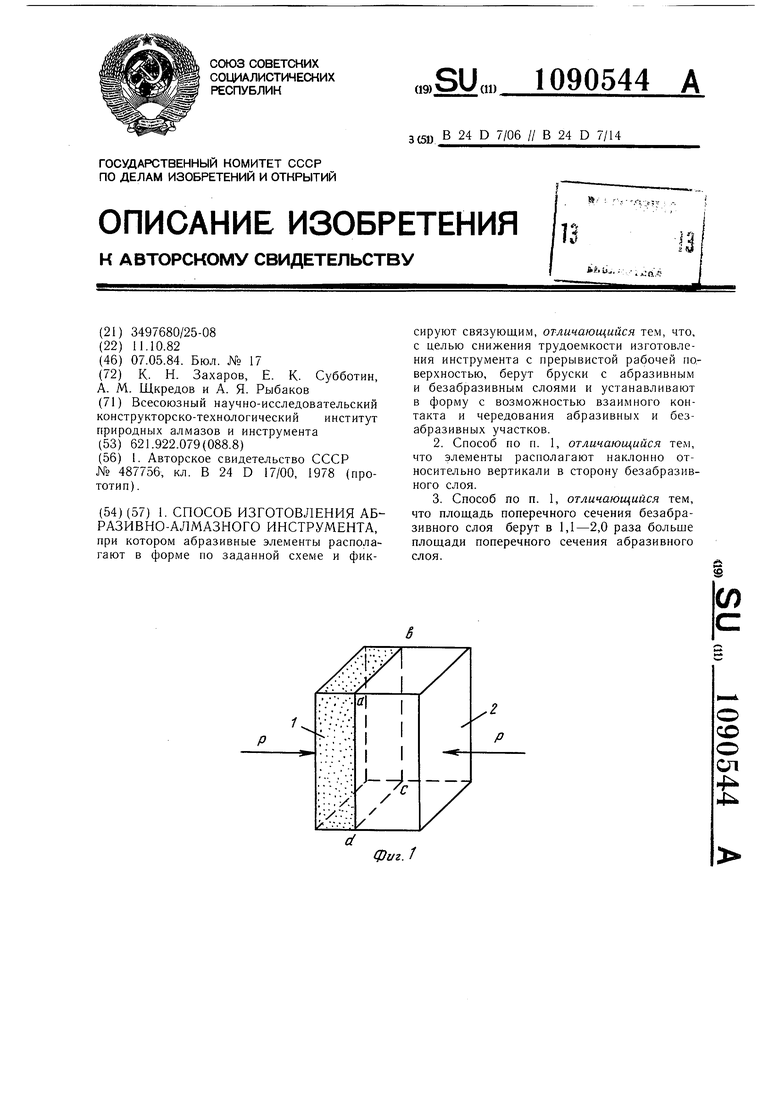
/
/
/
/
(Риг. г
/
фиг.З
3
Фш.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления абразивного инструмента | 1972 |
|
SU487756A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
