Изобретение относится к полиграфии, в частности для обработки полимерных материалов, например, при изготовлении линзо- растровой стереоскопической продукции, при декорации и сварке обложек и при бесшвейном скреплении книжных блоков.
Известно устройство для обработки полимерных материалов в полиграфическом производстве, содержащее упорный цилиндр, формообразующую поверхность на цилиндре и электроды, подключенные к выводам генератора тока высокой частоты (ГВЧ).
К недостаткам известного устройства относятся большая энергоемкость, которая обусловлена тем, что обрабатываемый материал нагревается локально, непосредственно в зоне между рабочими цилиндрами, а снижение энергетических мощностей за счет введения предварительного разогрева обрабатываемого материала усложняет струкцию устройства и, чтельно ведет к увеличению его габаритов и материалоемкости.
Цель изобретения - снижение энерго- и материалоемкости устройства.
Указанная цель достигается тем, что устройство для обработки полимерных материалов в полиграфическом производстве, содержащее опорный цилиндр, формообразующую поверхность на цилиндре и электроды, подключенные к генератору тока высокой частоты, снабжено электродами, выполненными в виде двух электродопрово- дящих элементов навитых эквидистантными спиралями на поверхность опорного цилиндра, изготовленного из изоляционного материала, контактирующего с обрабатываемым материалом и формообразующей поверхностью.
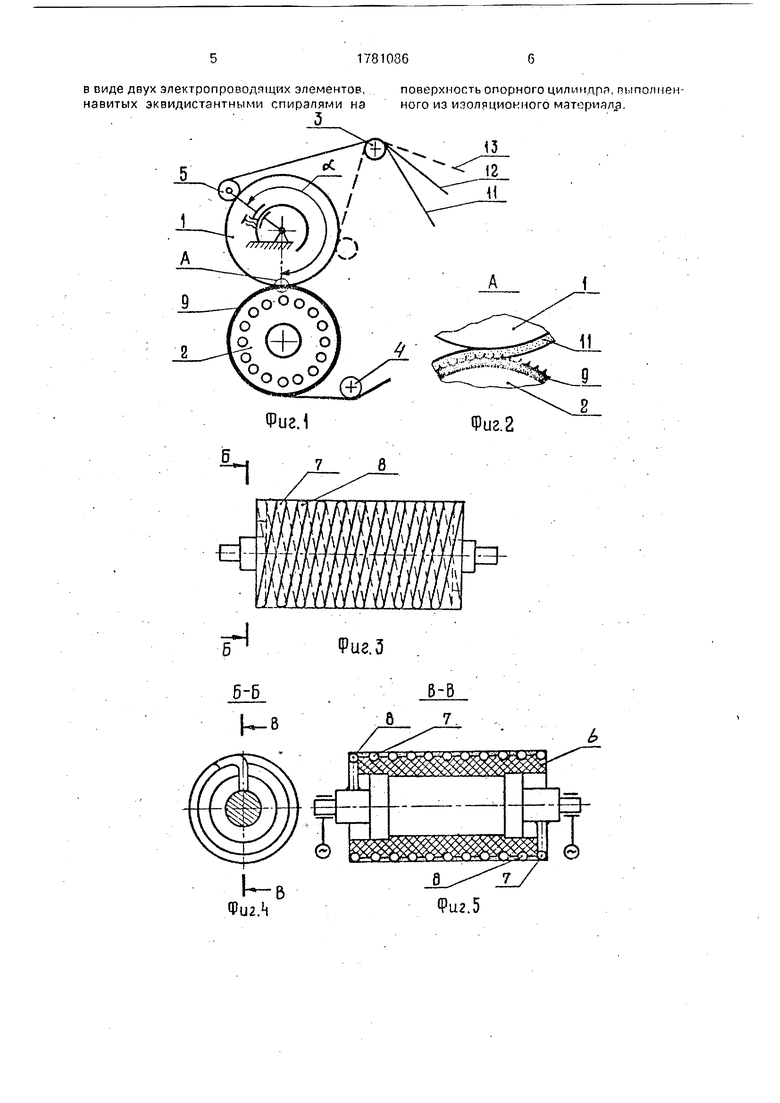
На фиг.1 изображена принципиальная схема предлагаемого устройства ротационного типа; на фиг.2 - фрагмент А фиг. 1 рабочей зоны формирования рельефного профиля на полимерном материале; на
сл
с
VJ
со
О 00
о
фиг.З - внешний вид опорного цилиндра с электродами; на фиг.4 - разрез Б-Б фиг.З опорного цилиндра; на фиг.5 - разрез В-В фиг.4 опорного цилиндра; на фиг.б - формный цилиндр в разрезе (вариант); на фиг.7 - принципиальная схема устройства плоскопечатного построения; на фиг.8- принципиальная схема устройства для скрепления блоков; на фиг.9 - принципиальная схема крытья блоков обложкой.
Устройство содержит технологическую секцию с опорным 1 и формным 2 цилиндрами, направляющие валики 3 и 4, а также регистровый валик 5.
Опорный цилиндр состоит из основы 6, выполненной из изоляционного материала, в проточки которой уложены в виде эквидистантных спиралей два трубчатых токопро- водящих электрода 7 и 8. Шаг проточек выбран таким, чтобы между соседними витками электродов был гарантированный зазор, исключающий электропробой. Один из концов каждого электрода соединен с соответствующей цапфой опорного цилиндра, другие - свободно закреплены на его поверхности. Таким образом цапфы, изолированные друг от друга, используются для подвода тока высокой частоты. Внешняя поверхность опорного цилиндра 1 заливается полимерной смолой и после ее затвердевания шлифуется. Материалы для изготовления основы 6 и полимерной смолы должны обладать такими диэлектрическими свойствами, характеризующимися величиной диэлектрической проницаемости и углом поглощения энергии, при которых в рабочем диапазоне частот (27,41 МГц).изменения тока сам опорный цилиндр 6 не нагревался бы.
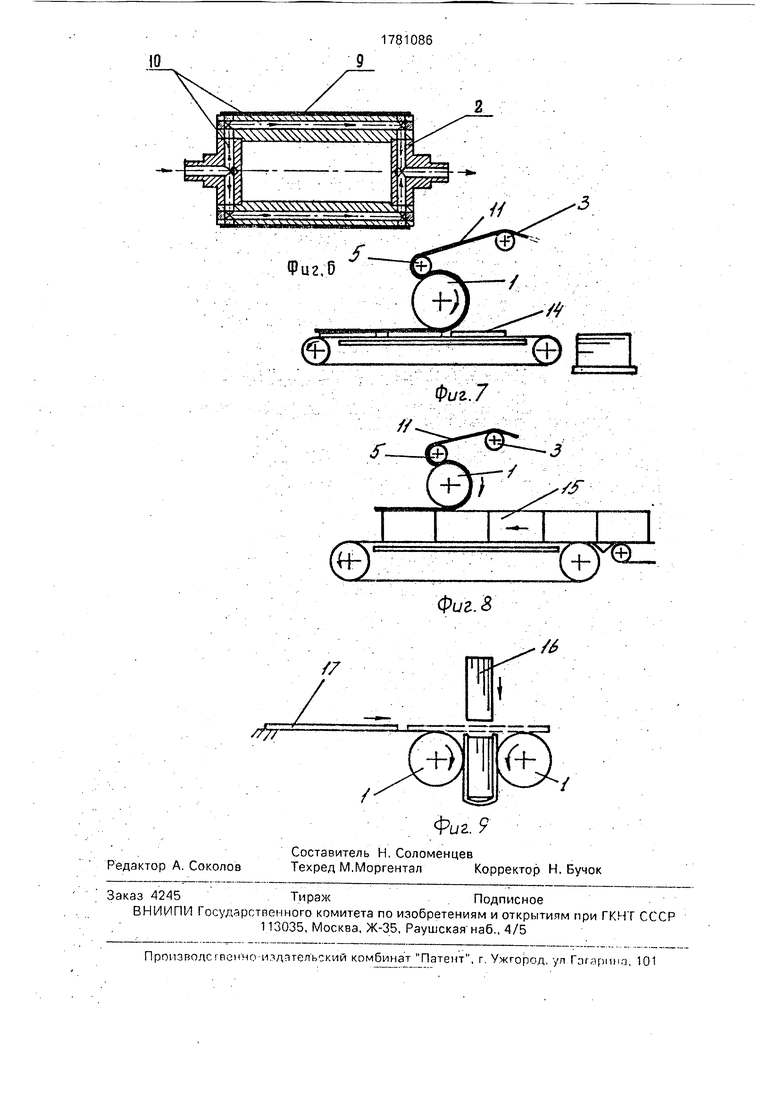
Формный цилиндр 2 предназначен для крепления рельефных форм (например, механическим путем или с помощью двусторонней липкой ленты) и охлаждения обрабатываемого материала после выходе его из рабочей зоны рельефообразования. В связи с этим он снабжен системой отверстий 10 (см. фиг,6), через которые циклирует охлаждающаяся жидкость.
Устройство работает следующим образом.
Обрабатываемый материал в виде диэлектрической полимерной ленты 11 (например, на основе поливинилхлоридных композиций) отдельно или совместно с запечатанным бумажным полотном 12 (при сварке две полимерных ленты 11 и 13) через направляющий валик 3 и регистровый 5 подается на поверхность опорного цилиндра 1. На дуге угла обрабатываемый маториал плотно охватываот эту млеть опорного цилиндра 1 и движется вместе с ней и с встроенными электродами, подключенными к генератору ТВЧ в зону технологической обработки. При этом возникшее высокочастотное электрическое поле способствует поглощению энергии диэлектриком, на данном участке движения, проявляющееся его нагревом и размягчением. Степень нагрева регулируется с помощью регистрового валика 5, изменяя угол или изменением частоты тока. В рабочей зоне контакта опорного и формного цилиндров размягченный полимерный материал пластифицируется в соответствии с рельефом используемой
формы 9 или сваривается. При изготовлении стереоскопической продукции происходит формирование линзорастров и соединение их с бумажным полотном (см. фиг.2). При последующем своем движении, обработанный таким образом диэлектрический материал охватывает часто поверхности формного цилиндра 2 постепенно охлаждается и затвердевает. Так как охлаждение полимера происходит непосредственно в
контакте с-рельефными элементами формы, поэтому линейные размеры обрабатываемого материала, после выхода его из рабочей зоны, практически не изменяются, что существенным образом отражается
на повышении качества изготавливаемой продукции, особенно при производстве линзорастров.
Предлагаемое устройство может быть выполнено и в плоскопечатном варианте
(фиг.7), где обеспечивается припрессовка полимерной пленки 11 к оттискам 14.
При бесшвейном скреплении книжных блоков (фиг.8). разогретый на опорном цилиндре 1 полимерный материал 11 наносится на корешки блоков 15, скрепляя тем самым отдельные страницы.
Для обработки книжных блоков может быть предложена и схема крытья блоков обложкой с использованием предлагаемого
устройства (фиг.9). В этом случае одновременно нагрев и припрессовка обложки 17 к форнацу блока 16 осуществляется двумя опорными цилиндрами с навитыми на них электродами.
Формула изобретения
Устройство для обработки полимерных материалов в полиграфическом производст- ве, содержащее опорный цилиндр и контактирующий с ним формный цилиндр и электроды, подключенные к выводам гене- раторз тока высокой частоты, о т л и ч а ю- щ е е с я тем, что, с целью снижения чнерт- и материалоемкости, электроды цмгчлнг.ны
в виде двух электропроводящих элементов, навитых эквидистантными спиралями на
3
поверхность опорного цилиндра, пыполнен- ного из изоляционного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для припрессовки мягкой обложки или окантовочного материала к книжному блоку | 1986 |
|
SU1406012A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИСНЕНОЙ ПЛАТИНКИ | 2007 |
|
RU2417896C2 |
| СПОСОБ ОДНОВРЕМЕННОГО ИЗГОТОВЛЕНИЯ РЕПЛИК И ПРЯМОЙ АППЛИКАЦИИ МИКРОСТРУКТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2131615C1 |
| Лента электростатического транспортера | 1981 |
|
SU979247A1 |
| ПЕЧАТНО-ОТДЕЛОЧНАЯ ЛИНИЯ | 1992 |
|
RU2060902C1 |
| Устройство для транспортирования ленточного бесконечного формоносителя печатной машины | 1987 |
|
SU1423429A1 |
| Рулонная машина для двухсторонней печати | 1988 |
|
SU1546274A1 |
| Листовая ротационная машина для офсетной и типоофсетной печати | 1980 |
|
SU962002A1 |
| СПОСОБ ПЕЧАТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1980 |
|
SU1069276A1 |
| Печатная секция многокрасочной рулонной машины | 1980 |
|
SU867674A1 |
Использование: изготовление линзора- стровой продукции, декорации или сварке обложек Сущность изобретения: нагрев обрабатываемого полимерного материала осуществляется с помо щью электродов, выполненных в виде двух электропроводящих элементов навитых эквидистантными спиралями на поверхность опорного цилиндра, изготовленного из изоляционного материала, а формный цилиндр охлаждается через систему отверстий в которую подается охлаждающая жидкость. 9 ил.
И
Фиг.З
Фиг.5
/7
/л
//
Редактор А Соколов
Составитель Н Соломенцев
Техред М.МоргенталКорректор Н. Бучок
Фиг.7
Фиг. В
1
+
Фи2.
| Устройство для изготовления стереопродукции | 1989 |
|
SU1699815A1 |
| Механический грохот | 1922 |
|
SU41A1 |
