ел
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Подвесное подъемно-качающееся устройство для перемещения изделий в нагревательных печах | 1990 |
|
SU1765217A1 |
| Печь для нагрева изделий | 1989 |
|
SU1767314A1 |
| Способ транспортирования круглых заготовок в толкательной методической печи | 2019 |
|
RU2718030C1 |
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ С ШАГАЮЩИМ ПОДОМ ДЛЯ НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2114185C1 |
| СПОСОБ НАГРЕВА ЗАГОТОВОК | 2008 |
|
RU2378392C2 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 мм | 2013 |
|
RU2533614C1 |
| Способ изготовления металлической перфорированной балки | 1988 |
|
SU1609529A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ ДЛЯ НАГРЕВА ЗАГОТОВОК ПОД ДЕФОРМАЦИЮ | 1990 |
|
RU2063448C1 |
| ПРОХОДНАЯ НАГРЕВАТЕЛЬНАЯ ПЕЧЬ | 1972 |
|
SU354248A1 |
| Радиационная нагревательная установка | 1976 |
|
SU750231A1 |
Сущность изобретения: по Способу, включающему последовательную передачу заготовок из секции в секцию, методический нагрев в каждой секции и последующую выдачу заготовок, передачу заготовок из секции в секцию и внутри каждой секции при их нагреве осуществляют скольжением по наклонным балкам, при этом перемещение заготовок производится поочерёдным синхронным сдвигом одних концов заготовок, затем противоположных на угол, равный 2-10° относительно предыдущего положения их продольных бсей. Передачу заготовок из секций ё секцию и внутри каждой секции могут осуществлять скольжением по балкам под углом, определяемым из соотношения a -arctg {(1,1-2,0)/ } , где от- угол наклона балок; / - коэффициент трения Покоя. 1 зл1. ф-лы, 2 табл., 1 ил.
Изобретение относится к металлургии, в частности к способам нагрева длинномерных заготовок прямоугольного сечения, и может быть использовано при нагреве металлических заготовок под горячую пластическую деформацию и проведение термической обработки.
Известен способ нагрева заготовок в секционной печи, в которой заготовкам придается поступательное движение приводными водоохлаждаемыми роликами.
Недостатком способа является то, что он не обеспечивает высокой производительности процесса при нагреве длинномерных массивных заготовок, так как длина печи ограничена размерами цеха.
Наиболее близким способом к предлагаемому является способ, включающий последовательное перемещение заготовок из секции в секцию, методический нагрев в
каждой секции и последующую выдачу заготовок, В известном способе осуществляют нагрев заготовок малого сечения в методических печах с наклонённым под углом 9-10° в сторону окна выдачи монолитным подом или балками, в которых перемещение заготовок обеспечивается кантовкой их вручную иди с помощью кантовальной машины.
Недостатком известного способа является его низкая производительность за счет неравномерного нагрева заготовок.
. Целью изобретения является повышение производительности процесса за счет обеспечения равномерности нагрева заготовок.
Цель достигается тем, что по способу нагрева заготовок прямоугольного сечения в методических печах с балками, включающему последовательное перемещение заготовок из секции в секцию, методический
V4 00 Os
Ј СЛ
нагрев в каждой секции и последующую выдачу заготовок, при нагреве заготовок их передачу из секции в секцию и внутри каждой секции осуществляют скольжением по наклонным балкам, при этом перемещение заготовок производится периодическим синхронным сдвигом последовательно одних концов заготовок, затем других на угол 2-10° относительно предыдущего положения их продольных осей. ,
Цель достигается также тем, что перемещение заготШок осуществляют скольже- нйём по балкам под углом, определяемым из соотношения
a arctg{(1,1-2,0) }, где а - угол наклона балок;
и - коэффициент трения покоя.
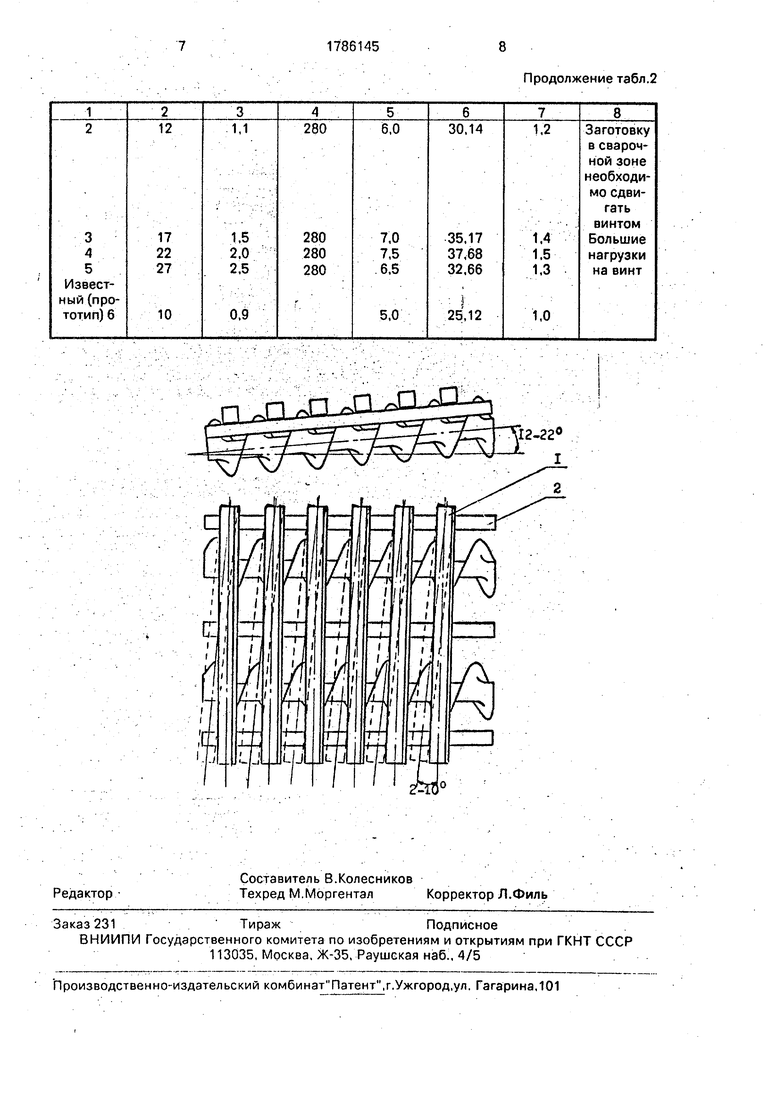
На чертеже изображена схема нагрева прямоугольных заготовок 1, расположенных на наклонных неподвижных балках 2.
Способ осуществляется следующим образом. Заготовки прямоугольной формы (кованые, катаные или после механической обработки) загружают на неподвижные балки, расположенные под углом 12-22° к пло- скости основания печи. Угол наклона 12° соответствует 1,1, а угол наклона 22° соответствует 2 угла трения заготовки по балкам и рассчитывается по формуле
(1,1-2,0) tg«, где ц - коэффициент трения покоя, принимаемый равным 0,2.
Минимально допустимый угол трения, равный 1,1. соответствует углу 12°, обеспечивающему самопроизвольное скольжение прямоугольной заготовки по балкам печи. Угол трения, равный менее 1,1, не позволяет самопроизвольному скольжению заготовок при нагреве их до температуры 1220°С.
Угол 22° соответствует максимально до- пустимому углу трения, обеспечивающему достаточно ровное самопроизвольное скольжение и одновременно минимальные нагрузки, оказываемые заготовкой на гребень винта при ее удержании.
Когда начало винтовой линии (гребень) винта параллельно плоскости балок, производится загрузка печи. При вращении винта заготовка попадает в межвитковое пространство (впадины) и под действием греб- ня винта сдвигается с рольганга доставки на наклонные направляющие. Для снижения мощности механизма привода винта и уменьшения удельной нагрузки на его гребень перемещение заготовки производится периодическим -синхронным поворотом (сдвигом) последовательно одного конца заготовки, затем другого относительно ее вертикального центра на угол 2-10°, что
соответствует перемещению, равному одному шагу винта. Угол сдвига зависит от длины заготовки и определяется по формуле .
Н tg a L
где Н - расстояние перемещения конца заготовки;
а -угол сдвига;
L - длина заготовки.
Расчетные расстояния сдвига заготовок в зависимости от их длины приведены в табл.1.
Расстояние между заготовками определяется шагом винта. Шаг зинта зависит от сечения нагреваемой заготовки и составляет ,
S 1,5-1,7B где S - шаг винта, мм;
В - сторона квадрата или большая сторона сляба, мм.
Шаг винта, равный 1,5-1,7В, обеспечивает минимальное расстояние между нагреваемыми заготовками, равное 0,5-0,7В, позволяет проводить ее всесторонний нагрев и рационально использовать рабочее пространство, печи. Зазор менее 0,5В затрудняет обогрев противостоящих поверхностей заготовки. Шаг винта более 1,7 В. хотя и способствует улучшению условий нагрева, однако снижает эффективность использования рабочего пространства печи.
Заготовка, установленная на неподвижные балки, угол наклона которых составляет 1,1-2,0 угла трения, под действием сил скольжения перемещается до следующего выступа винта, который служит разделителем (упором)..
При таком способе перемещения заготовок механизм их передачи располагается только у боковых стенок печи, а сами заготовки в отличие от прототипа разделены гребнями винта,
Предлагаемый способ обеспечивает более равномерный нагрев заготовок, что очень важно при нагреве легированных сталей, и за счет этого уменьшается количество дефектов на заготовках, связанных с неравномерным нагревом, что в конечном итоге приводит к повышению выхода годного металла при последующей деформации и повышению производительности процесса.
Пример осуществления способа.
Заготовки из стали 4Х5МФ 1C сечением квадрат со стороной 400. мм. длиной 4 м нагревали в методической печи с балками до температуры. 1160°С. При этом перемещение заготовок из секции в секцию и внутри каждой секции осуществляли скольжением по наклонным балкам действием
сил скольжения под углом и поворотом на 10°, для чего применяли винтовую передачу с шагом винта 680 мм. Нагретыё заготоеки проковали на прессе усилием 31,5 МН на прутки диаметром 320 мм.
Испытания предлагаемого способа проводили при граничных (опыты 2,4), оптимальном (опыт 3) и запредельных (опыты 1,5) значениях предлагаемых параметров. Для получения сравнительных данных одновременно были проведены испытания известного по прототипу способа (опыт 6). Технологические параметры и результаты испытаний приведены в табл. 2.
Анализ данных, приведенных в табл. 2, показывает, что при нагреве загЪтдвок из быстрорежущей стали по предлагаемому способу благодаря равномерному прогреву металла по сечению увеличилась производительность процесса, удельный расход газа при нагреве уменьшается до 12% в сравнении с нагревом в печах с наклонными балками (прототипом). :,г , ,.
Ожидаемый экономический эффект от использования предлагаемого способа за счет повышения производительности и снижения удельного расхода топливно-энергеРасчетное расстояние перемещения заготовок различной длины при разном угле их сдвига
тических ресурсов при нагреве быстрорежущих сталей составляет около 10 руб. на тонну заготовок.
Формула изобретения
отличающийся тем, что, с целью повышения производительности за счет обеспечения равномерности нагрева заготовок, перемещение заготовок осуществляют скольжением их по наклонным балкам,
при этом перемещение заготовок пройзвр- дят поочередным синхронным сдвигом одних концов заготовок, затем других на угол, равный 2-10° относительно предыдущего положения их продольных осей.
a arctg{(1.1-2,0) /i}
где а - угол наклона балок; /и - коэффициент трения покоя..
Та б л и ц а 1
Таблицэ2
Продолжение табл.2
| Тайц Н.Ю., Розенгарт Ю.И | |||
| Методические нагревательные печи | |||
| М.: Металлургия | |||
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
| Котел | 1921 |
|
SU246A1 |
| . | |||
