Изобретение относится к обработке металлов давлением, а именно к способам транспортирования нагреваемых круглых заготовок в толкательной методической печи.
Известен способ нагрева круглых заготовок при транспортировании их через методическую печь с горизонтальным подом /Пат. РФ №2312153. Способ нагрева слитков и заготовок из сплавов на основе титана под прошивку в станах косой прокатки, опубл. 10.12.2007, бюл. №34/.
При этом способе в процессе транспортирования круглых заготовок в методической печи с горизонтальным подом через 14-18 минут осуществляют поворот указанных заготовок вокруг продольной оси на угол 180±30 град.
Это повышает равномерность прогрева поперечного сечения круглых заготовок.
Однако поворот заготовок на 180±30 град обеспечивает равномерность нагрева только противолежащих частей круглых заготовок. Другие части круглых заготовок, например, расположенные под углами 90 град. от мест контакта круглой заготовки с подом печи, имеют другие условия нагрева, что ухудшает условия нагрева.
Поворот круглых заготовок через значительные интервалы времени (14-18 минут) также не способствует обеспечению равномерного нагрева круглых заготовок по всему их поперечному сечению.
Недостатком данного способа является также осуществление поворота круглых заготовок специальным приспособлением через открываемые боковые окна печи, что повышает трудоемкость выполнения этой технологической операции.
Таким образом, недостатками данного способа являются низкое качество нагрева круглых заготовок и высокая трудоемкость выполнения технологической операции периодического поворота круглых заготовок вокруг их продольной оси в методической нагревательной печи с горизонтальным подом.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является способ транспортирования нагреваемых заготовок в толкательной методической печи с применением наклонного пода /Справочник конструктора печей прокатного производства, т. 2. Под ред. В.М. Тымчака. Изд-во Металлургия, 1970. - с. 801-802/, /Иванова Н.И., Перимов А.А., Тымчак В.М. Механизмы печей прокатного производства. М. Машиностроение, 1972, с. 18-19/. Применение такого способа транспортирования позволяет повысить производительность печи за счет увеличения длины ее пода.
Однако при транспортировании по такому поду круглые заготовки не поворачиваются вокруг их продольной оси. Из-за этого не обеспечивается равномерный нагрев круглых заготовок по всему их поперечному сечению. В случае применения печи только с верхним нагревом круглых заготовок неравномерность их нагрева повышается.
Таким образом, недостатком указанного прототипа является неравномерный нагрев поперечного сечения круглых заготовок, что является критерием низкого качества их нагрева.
Задачей изобретения является повышение качества нагрева круглых заготовок в толкательной методической печи.
Поставленная задача достигается тем, что в заявляемом способе транспортирования круглых заготовок в толкательной методической печи с наклонным подом, включающем перемещение круглых заготовок по указанному поду в направлении перпендикулярном их оси, поштучную выдачу круглых заготовок из печи, согласно изобретению, перед поштучной выдачей каждой круглой заготовки из печи их останавливают упором и перемещают на величину, превышающую соотношение {√[(2h-d)tgα]2-4(1+tg2α)[(d/2-h)2-(d/2)2]+(d-2h)tgα}/[2(1+tg2α)], где d - диаметр транспортируемой круглой заготовки; h - высота упора; α - угол наклона пода печи.
Остановка перемещаемых по наклонному поду толкательной печи круглых заготовок упором перед их поштучной выдачей из печи не дает возможности круглым заготовкам под собственным весом неконтролируемо выкатываться из рабочего пространства печи при применении печи с торцевой выдачей или скатываться в направляющий желоб при применении печи с боковой выдачей.
Перемещение круглых заготовок на величину, превышающую соотношение {√[(2h-d)tgα]2-4(1+tg2α)[(d/2-h)2-(d/2)2]+(d-2h)tgα}/[2(1+tg2α)], обеспечивает установку круглой заготовки, опирающейся на упор, так что ее центр тяжести окажется в положении, из которого она под собственным весом выкатится из рабочего пространства печи по склизу при применении печи с торцевой выдачей или скатится в направляющий желоб при применении печи с боковой выдачей.
Благодаря этому между упором и следующей круглой заготовкой, лежащей на наклонном поде печи, образуется свободная от круглых заготовок часть длины пода печи. Следующая круглая заготовка под собственным весом путем качения переместится по наклонному поду и остановится упором. Последующие круглые заготовки будут последовательно перекатываться по наклонному поду печи до упора друг в друга, заполняя освобождающуюся свободную часть длины пода печи. За счет качения круглые заготовки будут поворачиваться вокруг своей оси на угол равный частному от деления освободившейся части длины пода печи на радиус круглой заготовки.
В течение всего времени нахождения и нагрева в толкательной методической печи каждая круглая заготовка несколько раз повернется вокруг своей оси, меняя свое угловое положение. Благодаря этому обеспечивается равномерный нагрев круглых заготовок по всему их поперечному сечению.
Таким образом, применение предлагаемого способа обеспечивает повышение качества нагрева круглых заготовок в толкательной методической печи.
Предложенный способ транспортирования круглых заготовок в толкательной методической печи проиллюстрирован на чертежах.
На фиг. 1 приведена схема, показывающая положение круглых заготовок в методической толкательной печи с торцевой выдачей после их остановки упором.
На фиг. 2 приведена схема, показывающая положение круглых заготовок в методической толкательной печи с торцевой выдачей после их перемещения толкателем путем скольжения по наклонному поду на заданную величину.
На фиг. 3 приведена схема, показывающая положение круглых заготовок в методической толкательной печи в момент перемещения путем качения первой круглой заготовки по склизу методической толкательной печи с торцевой выдачей.
На фиг. 4 приведена схема, показывающая положение круглых заготовок после перемещения путем качения первой круглой заготовки по склизу методической толкательной печи с торцевой выдачей на приемный рольганг и перемещения путем качения второй круглой заготовки по наклонному поду методической толкательной печи до остановки ее упором.
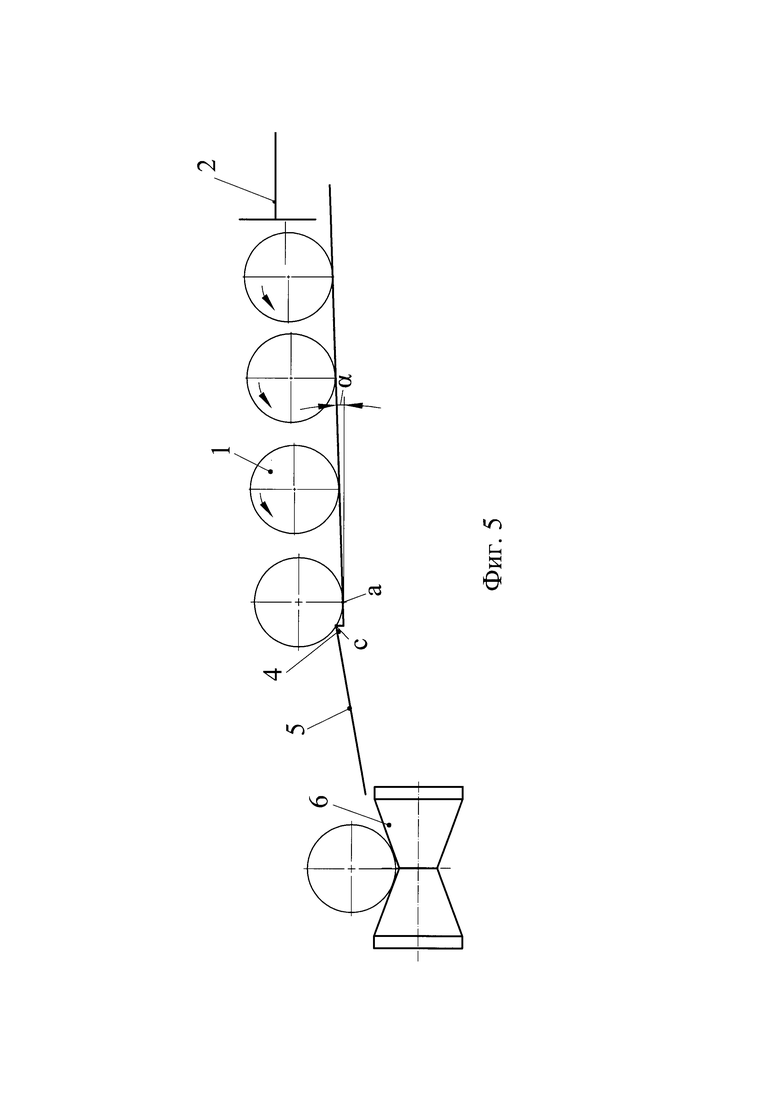
На фиг. 5 приведена схема, показывающая положение круглых заготовок в момент последовательного перемещения путем качения остальных круглых заготовок по наклонному поду методической толкательной печи с торцевой выдачей.
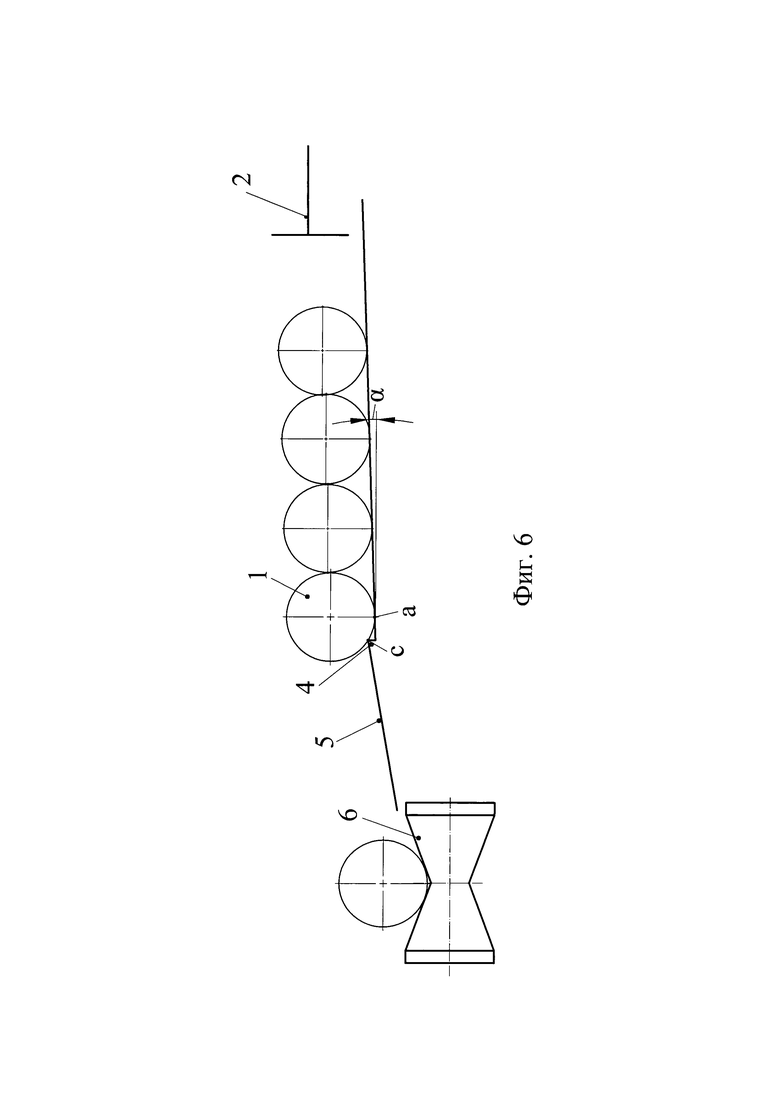
На фиг. 6 приведена схема, показывающая положение круглых заготовок после их последовательного перемещения путем качения по наклонному поду методической толкательной печи с торцевой выдачей и остановки упором.
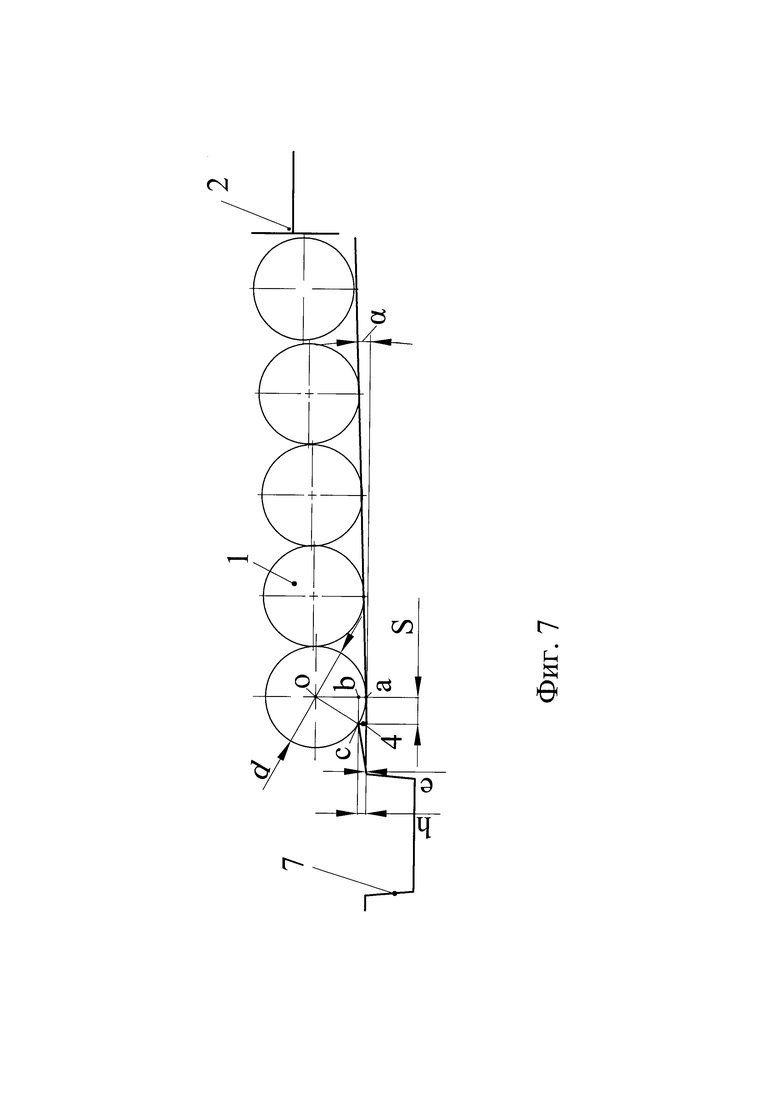
На фиг. 7 приведена схема, показывающая положение круглых заготовок в методической толкательной печи с боковой выдачей после их остановки упором.
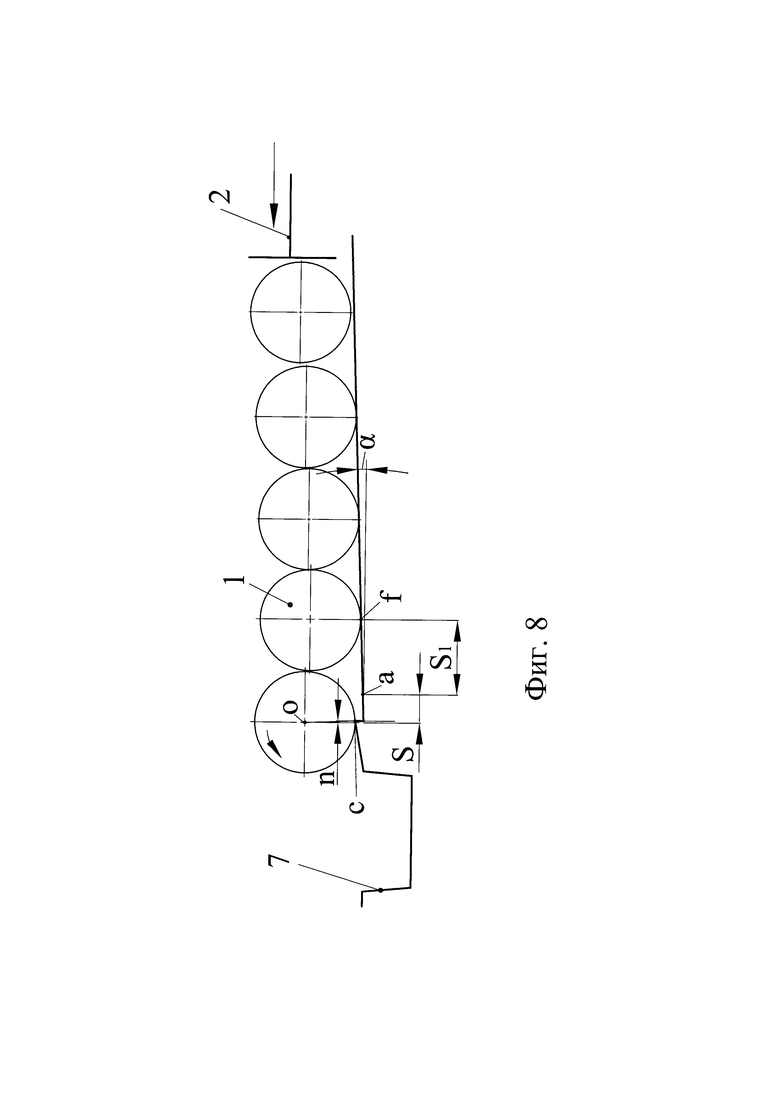
На фиг. 8 приведена схема, показывающая положение круглых заготовок в методической толкательной печи с боковой выдачей после их перемещения толкателем путем скольжения по наклонному поду на заданную величину.
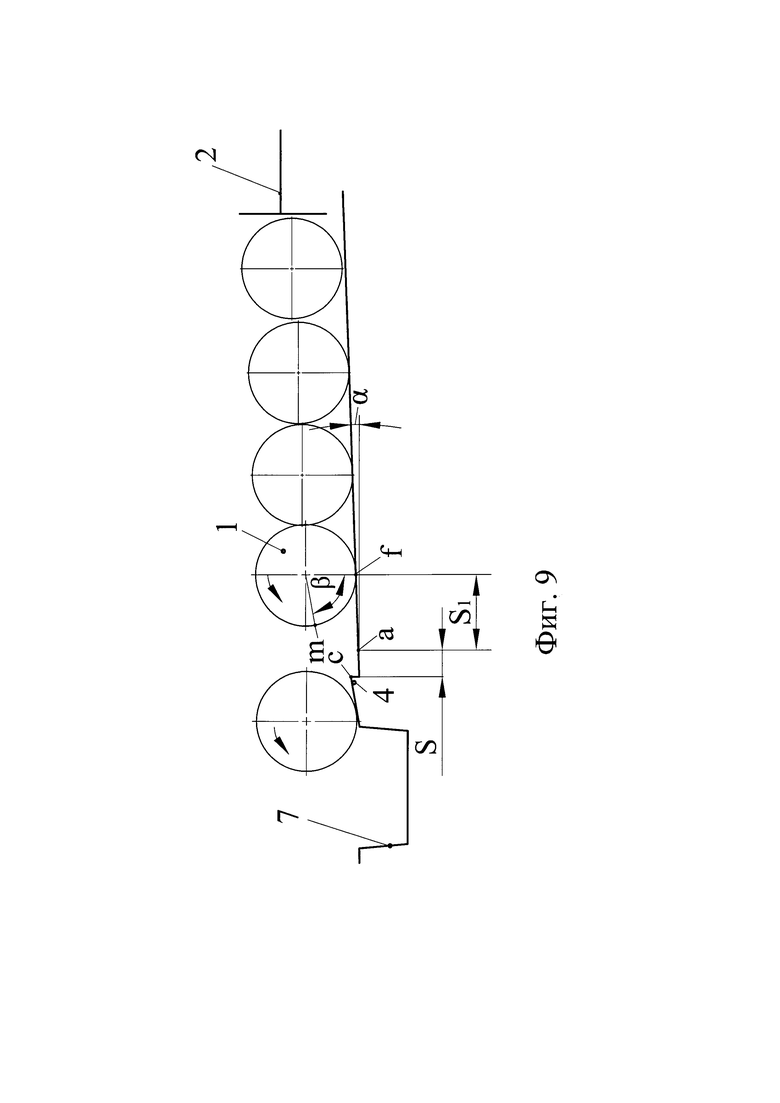
На фиг. 9 приведена схема, показывающая положение круглых заготовок в методической толкательной печи в момент перемещения путем качения первой круглой заготовки в желоб методической толкательной печи с боковой выдачей.
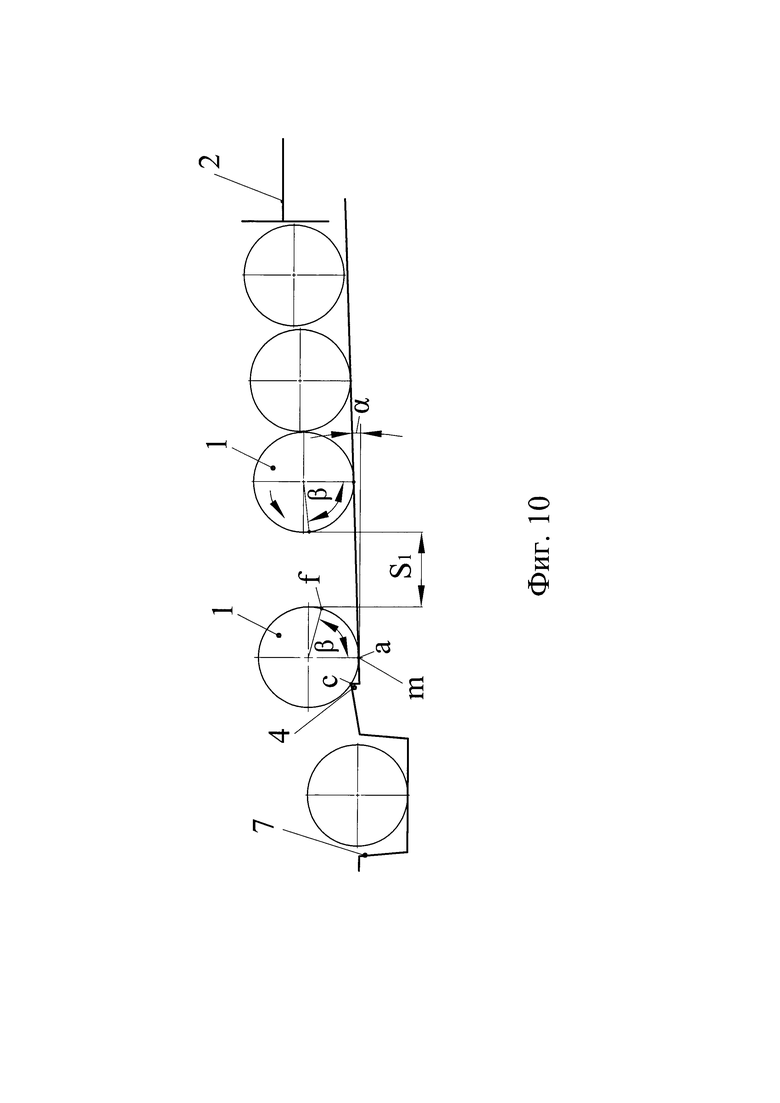
На фиг. 10 приведена схема, показывающая положение круглых заготовок после перемещения путем качения первой круглой заготовки в желоб методической толкательной печи с боковой выдачей и перемещения путем качения второй круглой заготовки по наклонному поду методической толкательной печи до остановки ее упором.
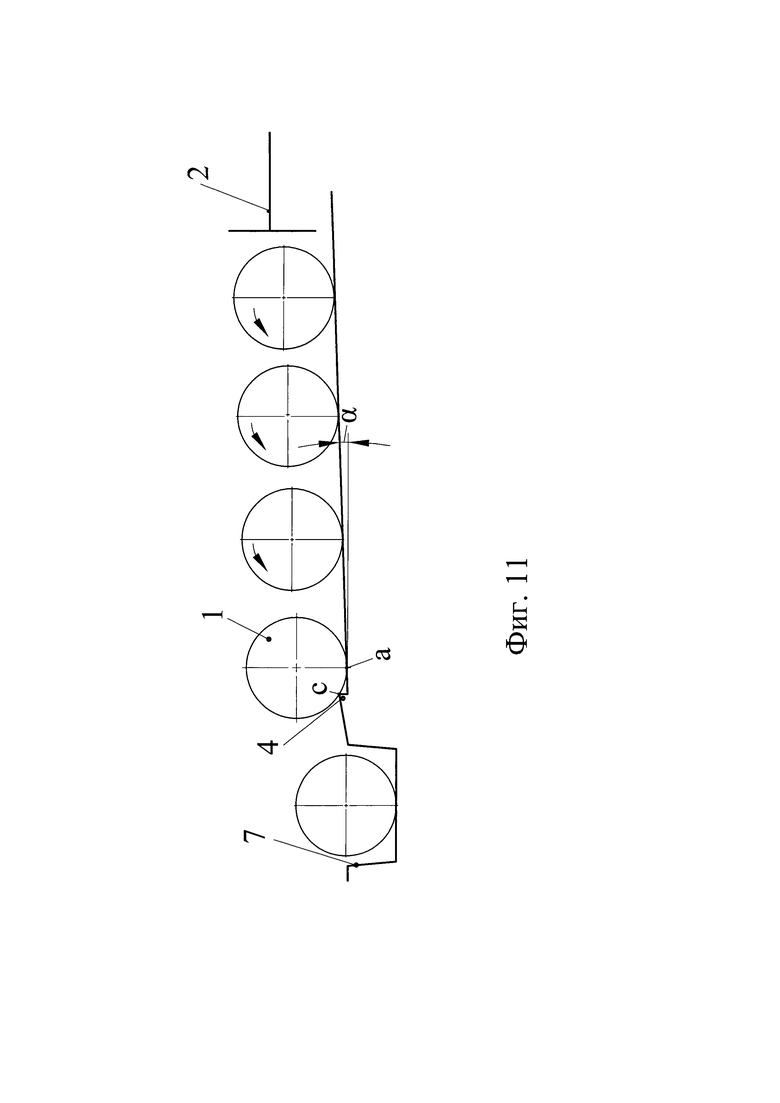
На фиг. 11 приведена схема, показывающая положение круглых заготовок в момент последовательного перемещения путем качения остальных круглых заготовок по наклонному поду методической толкательной печи с боковой выдачей.
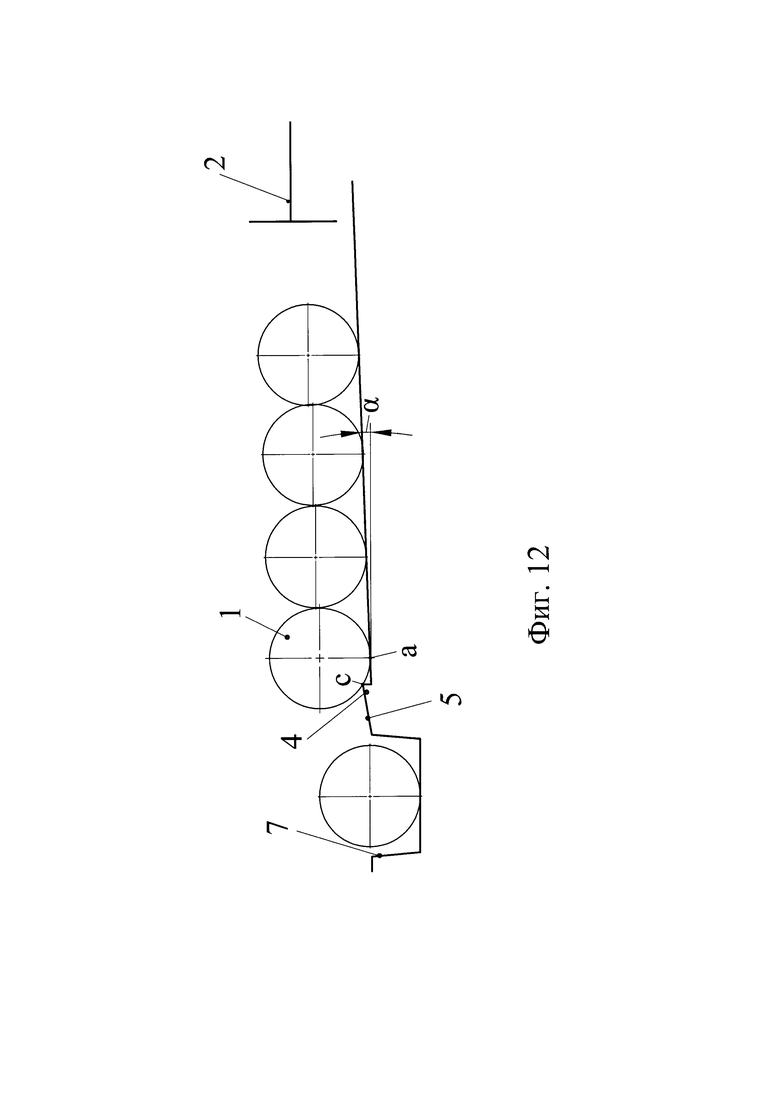
На фиг. 12 приведена схема, показывающая положение круглых заготовок после их последовательного перемещения путем качения по наклонному поду методической толкательной печи с боковой выдачей и остановки упором.
С использованием фиг. 1…12 рассмотрим осуществление транспортирования круглых заготовок в методических печах с торцевой и боковой выдачей с применением предложенного способа. На фиг. 1-6 показана реализация предложенного способа при применении методической толкательной печи с торцевой выдачей, а на фиг. 7-12 показана реализация предложенного способа при применении методической толкательной печи с боковой выдачей.
После полной загрузки круглых заготовок 1 диаметром d толкателем 2 на наклонный под 3 методической толкательной печи с углом наклона α первая по ходу загрузки заготовка оказывается остановленной упором 4 высотой h (фиг. 1, 7). Угол наклона пода α не должен превышать угла трения между круглой заготовкой и наклонным подом для исключения самопроизвольного сползания круглых заготовок, преодолевая трение скольжения по наклонному поду. Максимально допустимый угол наклона в печах с нижним обогревом 6°, а в печах без нижнего обогрева 7°3011 /Справочник конструктора печей прокатного производства, т. 2. Под ред. В.М. Тымчака. Изд-во Металлургия, 1970. - с. 800/. Высота упора выбирается таким образом, чтобы во время загрузки первая по ходу загрузки круглая заготовка за счет накопленной кинетической энергии при качении останавливались указанным упором.
После осуществления нагрева круглые заготовки поштучно выдаются из методической толкательной печи. С помощью толкателя 2 круглые заготовки 1 перемещают на величину, превышающую S.
Эта величина определяется по формуле

полученной из геометрических соотношений с использованием фиг. 1, 7 следующим образом.
Из треугольника ocb определим

В соотношении (2)


В равенстве (4)


В соотношении (6)

Подставив условие (7) в (6), а затем полученное выражение с учетом (5) в равенство (4), а полученное равенство (4) с учетом (3) в уравнение (2), будем иметь квадратное уравнение, после нахождения корней которого, получим формулу (1).
В результате перемещения круглых заготовок 1 толкателем 2 на величину S первая по ходу перемещения круглая заготовка окажется в положении, показанном на фиг. 2, 8. При этом положении центр тяжести круглой заготовки, расположенный на оси О, будет находиться на вертикали к опорной поверхности (т. С, верхняя точка упора 4) круглой заготовки 1. При перемещении круглых заготовок 1 на величину, превышающее значение S центр тяжести круглой заготовки сместимся от вертикали к опорной поверхности на величину n. За счет этого круглая заготовка 1 будет скатываться по склизу 5 к окну выдачи из методической толкательной печи с торцевой выдачей с выходом (фиг. 3) на приемный рольганг 6 или в желоб 7 методической толкательной печи с боковой выдачей (фиг. 9) с дальнейшей выдачей данной круглой заготовки из печи выталкивателем (на рисунках не показано).
Благодаря описанному перемещению первой круглой заготовки между следующей круглой заготовкой 1 и упором 4 на наклонном поде печи 3 образуется свободная от круглых заготовок часть длины S1 пода печи (фиг. 3, 9). Поэтому следующая круглая заготовка 1 под собственным весом путем качения переместится по наклонному поду 3 и остановится упором 4. Последующие круглые заготовки 1 будут последовательно перекатываться по наклонному поду 3 печи до упора друг в друга, заполняя освобождающуюся свободную часть длины S1 пода 3 печи (фиг. 5, 6, 11, 12). За счет качения круглые заготовки 1 будут поворачиваться вокруг своей оси на угол β, равный частному от деления освободившейся часть длины S1 наклонного пода печи на радиус круглой заготовки d/2.
Процесс выдачи следующих круглых заготовок из печи аналогичен выдаче первой круглой заготовки. При выдаче каждой круглой заготовки, оставшиеся в методической толкательной печи круглые заготовки, будут при перемещении поворачиваться на указанный угол β.
Таким образом, на примере конкретного выполнения показано, что предложенное техническое решение за счет поворота круглых заготовок в методической толкательной печи обеспечивает равномерный нагрев круглых заготовок по всему их поперечному сечению.
Таким образом, применение предлагаемого способа обеспечивает повышение качества нагрева круглых заготовок в толкательной методической печи.
Предложенный способ опробован на реконструированной методической толкательной печи с торцевой выдачей круглых заготовок, в которой был установлен наклонный под с углом наклона α=2° в виде расположенных вдоль рабочего пространства нескольких труб. На каждой трубе в конце рабочего пространства печи путем сварки выполнены упоры высотой h=15 мм. Для возможности наблюдения за кинематикой перемещения заготовок опытные работы проводились в печи в холодном состоянии при открытом ее своде. В данной печи осуществлялось перемещение круглых заготовок диаметром d=100 мм. При таких параметрах круглых заготовок, высоты упора и угла наклона пода по формуле (1) определено значение S=36,9 мм. С учетом полученного значения S при проведении опытных работ при выдаче круглых заготовок из методической печи их перемещение осуществлялось толкателем на 40 и 50 мм. При таких значениях перемещений круглых заготовок толкателем графоаналитическим способом определялась освободившаяся часть длины S1 наклонного пода печи и угол поворота круглых заготовок β.
При перемещении толкателем круглых заготовок на величину 40 мм значения S1=59,9 mm, β=68,6°. При перемещении толкателем круглых заготовок на величину 50 мм значения S1=49,9 mm, β=57,2°.
Фактические значения угла поворота β отличались от расчетных примерно на 10-15%, что связано, вероятно, с отклонением диаметров круглых заготовок от расчетных номинальных значений, эксцентричностью круглых заготовок, а также неплоскостностью наклонной поверхности пода и его шероховатостью.
Таким образом, на примере конкретного выполнения показано, что применение предложенного технического решения обеспечивает поворот круглых заготовок в методической толкательной печи, способствуя равномерному нагреву круглых заготовок по всему их поперечному сечению.
Благодаря этому обеспечивается повышение качества нагрева круглых заготовок в толкательной методической печи
Предложенный способ планируется использовать при нагреве круглых заготовок диаметром 50-150 мм из специальных марок сталей и сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для нагрева заготовок | 2020 |
|
RU2740347C1 |
| Проходная толкательная печь | 1972 |
|
SU485162A1 |
| СПОСОБ НАГРЕВА ТОНКИХ СЛЯБОВ В ПЕЧИ | 1992 |
|
RU2044242C1 |
| Толкательная печь для нагрева заготовок | 1986 |
|
SU1411556A1 |
| Кантователь заготовок квадратного профиля для нагревательной толкательной печи | 1983 |
|
SU1225990A1 |
| Толкатель для перемещения заготовок в нагревательной печи | 1977 |
|
SU679782A1 |
| Методическая печь для нагрева металла | 1980 |
|
SU926484A1 |
| Способ нагрева заготовок в методической печи | 1989 |
|
SU1786352A1 |
| Методическая толкательная печь | 1988 |
|
SU1617288A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ РАДИАЛЬНОЙ КОВКИ | 2016 |
|
RU2632752C2 |
Изобретение относится к обработке металлов давлением, а именно к способам транспортирования нагреваемых круглых заготовок в толкательной методической печи. Сущность изобретения: после полной загрузки круглых заготовок 1 диаметром d на наклонный под 3 методической толкательной печи с углом α наклона α круглые заготовки останавливают упором 4 высотой h. После осуществления нагрева круглые заготовки поштучно выдают из печи. Для этого при выдаче из печи каждой круглой заготовки их с помощью толкателя 2 перемещают на величину, превышающую {√[(2h-d)tgα]2-4(1+tg2α)[(d/2-h)2-(d/2)2]+(d-2h)tgα}/[2(1+tg2α)]. Технический результат заключается в повышении качества нагрева круглых заготовок в толкательной методической печи. 12 ил.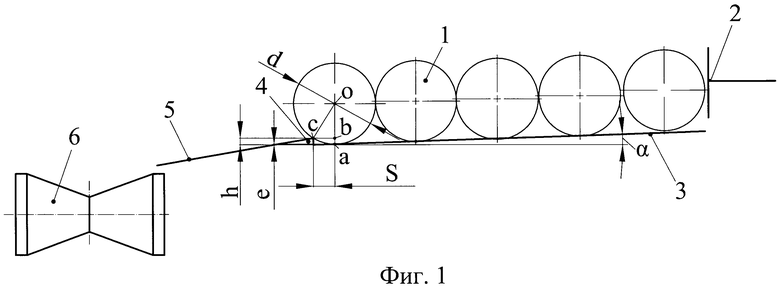
Способ транспортирования круглых заготовок в толкательной методической печи с наклонным подом, включающий перемещение круглых заготовок по указанному поду в направлении, перпендикулярном их оси, поштучную выдачу круглых заготовок из печи, отличающийся тем, что перед поштучной выдачей каждой круглой заготовки из печи их останавливают упором и перемещают на величину, превышающую соотношение {√[(2h-d)tgα]2-4(1+tg2α)[(d/2-h)2-(d/2)2]+(d-2h)tgα}/[2(1+tg2α)], где d - диаметр транспортируемой круглой заготовки, h - высота упора, α - угол наклона пода печи.
| Справочник конструктора печей прокатного производства, под ред | |||
| В.М | |||
| ТЫМЧАКА, Москва, Металлургия, 1972, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| ОКОННОЕ СОЕДИНЕНИЕ ДЛЯ СТРОИТЕЛЬСТВА БОКОВОГО СТВОЛА СКВАЖИНЫ И СПОСОБ ОТКРЫТИЯ ТАКОГО ОКНА | 2012 |
|
RU2570063C2 |
| Устройство для перемещения изделийв печи | 1972 |
|
SU509653A1 |
| Устройство для транспортирования заготовок | 1984 |
|
SU1213335A1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2004 |
|
RU2335720C2 |
| US 10099870 B2, 16.10.2018. | |||

