Изобретение относится к области черной металлургии и может быть использовано для нагрева заготовок перед горячей прокаткой металла.
Известны способы нагрева металлических слитков и заготовок в нагревательных колодцах, печах с выкатным подом, методических печах различной конструкции и др.
Наиболее близким по технической сути к предлагаемому способу является электрический нагрев металла перед прокаткой индукционным или контактным способом (Линчевский Б.В., Соболевский А.Л., Кальменев А.А. Металлургия черных металлов. - М.: Металлургия, 1999. - с.265).
Способ позволяет нагревать металл с большей скоростью по сравнению с пламенными печами, регулировать скорость нагрева, более равномерно нагревать заготовку по сечению, уменьшить окисление поверхности и угар металла в окалину, увеличить производительность печей.
К недостаткам нагрева металла индукционным способом следует отнести большие капитальные затраты на установку и использование машинного высокочастотного генератора или тиристорного преобразователя, а также значительные потери электрической мощности при рассеивании магнитного потока в воздушном зазоре между заготовкой и индуктором. К недостаткам нагрева металла контактным способом следует отнести большие капитальные затраты на высокомощный источник питания, большие токи, высокий расход электроэнергии, а также возможность нагрева заготовок сечением только до 100×100 мм и длиной до 12000 мм.
Задачей изобретения является уменьшение капитальных затрат на оборудование для нагрева заготовок, текущих затрат на эксплуатацию, увеличение производительности нагревательных печей и размеров нагреваемых заготовок.
Поставленный технический результат достигается тем, что в предлагаемом способе нагрева заготовок, включающем загрузку заготовок в печь, перемещение заготовок внутри печи, нагрев и выдачу заготовок с заданной температурой из печи, причем нагрев заготовок осуществляют сверху и снизу излучением нескольких оптических квантовых генераторов большой плотности энергии - лазеров, расположенных вдоль направления перемещения заготовок, а внутри печи создают вакуум.
Изобретение обладает новизной, что следует из сравнения с прототипом, и изобретательским уровнем, так как явно не следует из существующего уровня техники, практически осуществимо на действующих заводах черной металлургии.
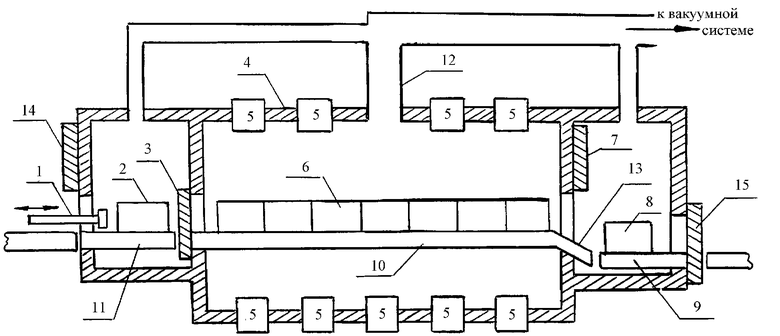
На чертеже показано осуществление предлагаемого способа, где
1 - толкатель;
2 - загружаемая заготовка;
3 - подвижная вакуумная крышка;
4 - нагревательная печь;
5 - лазеры;
6 - нагреваемые заготовки;
7 - подвижная вакуумная крышка;
8 - нагретая заготовка;
9 - приемный стол или приемный рольганг;
10 - подвижные балки или печной рольганг;
11 - загрузочный стол или загрузочный рольганг;
12 - соединительный патрубок;
13 - наклонная плоскость для выдачи заготовок;
14 - вакуумная крышка загрузочного шлюза;
15 - вакуумная крышка шлюза выдачи заготовок.
Предлагаемый способ нагрева заготовок осуществляется следующим образом. В нагревательную печь 4 толкателем 1 или загрузочным столом или рольгангом 11 подают заготовку 2, которую необходимо нагреть до требуемой температуры с заданной скоростью, предварительно открыв вакуумную крышку 3. Загружаемая заготовка внутри печи попадает на подвижные балки или печной рольганг 10, с помощью которых происходит перемещение заготовки от входного торца печи к торцу выдачи нагретых заготовок. Во время перемещения осуществляют нагрев заготовок 6 сверху и снизу в зазоре между роликами печного рольганга или подвижных балок излучением нескольких оптических квантовых генераторов большой плотности энергии - лазеров 5 (Физическая энциклопедия. - М: Советская энциклопедия, 1990, том 2. - с.549), которые расположены вдоль направления перемещения заготовок. Очередную нагретую заготовку 8 выдают из печи на приемный стол или приемный рольганг 9 по наклонной плоскости 13, предварительно открыв вакуумную крышку 7. Температуру и скорость нагрева заготовок по ходу перемещения регулируют автоматизированной системой управления температурным режимом, которая изменяет интенсивность излучения лазеров. Температурный режим нагрева заготовок можно регулировать и автоматически с помощью управляющего компьютера, который рассчитывает необходимые параметры нагрева в зависимости от размеров заготовки и химического состава стали. Для предотвращения явления пережога - окисления границ зерен, угара металла, образования окалины и обезуглероживания поверхности заготовки печь подсоединена к форвакуумной системе патрубком 12. После загрузки новой заготовки подвижную вакуумную крышку 3 закрывают, а после выдачи нагретой заготовки 8 закрывают подвижную вакуумную крышку 7. Печь герметизируется и форвакуумные насосы, откачивая попавший в печь воздух, создают в ней вакуум. Для стабилизации вакуума в печи можно оборудовать загрузочный торец и торец выдачи нагретых заготовок шлюзами, поставив еще по одной вакуумной крышке 14, 15. Таким образом, предлагаемый способ позволяет нагревать заготовки любого размера с меньшими капитальными и текущими затратами, а также улучшить качество заготовок и увеличить производительность печей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ ЗАГОТОВОК ПЕРЕД ПРОКАТКОЙ | 2007 |
|
RU2378065C2 |
| СПОСОБ НАГРЕВА СТАЛЬНЫХ ЗАГОТОВОК ИЗ УГЛЕРОДИСТЫХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД ПРОКАТКУ | 2000 |
|
RU2184786C2 |
| СПОСОБ НАГРЕВА ЗАГОТОВОК НА СОРТОВЫХ И ПРОВОЛОЧНЫХ СТАНАХ | 2010 |
|
RU2430977C1 |
| Литейно-прокатный агрегат для производства сортового проката | 2024 |
|
RU2830625C1 |
| Конвейерная печь | 1980 |
|
SU926485A1 |
| Технологическая линия для нагрева заготовок | 2020 |
|
RU2740347C1 |
| ПЕЧЬ ДЛЯ НАГРЕВА ТОНКИХ ДЛИННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2605881C1 |
| Способ загрузки-выгрузки заготовокВ НАгРЕВАТЕльНую пЕчь | 1978 |
|
SU846967A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЛАВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2382084C2 |
| Прокатный стан | 1983 |
|
SU1079316A1 |
Изобретение относится к области черной металлургии и может быть использовано для нагрева заготовок перед горячей прокаткой металла. Заготовки загружают в печь, перемещают их внутри печи, нагревают и выдают с заданной температурой из печи, причем нагрев заготовок осуществляют сверху и снизу излучением нескольких оптических квантовых генераторов большой плотности энергии - лазеров, расположенных вдоль направления перемещения заготовок, а внутри печи создают вакуум. Использование изобретения обеспечит уменьшение капитальных затрат на оборудование для нагрева заготовок, текущих затрат на эксплуатацию, увеличение производительности нагревательных печей и размеров нагреваемых заготовок. 1 ил.
Способ нагрева заготовок, включающий загрузку заготовок в печь, перемещение их внутри печи, нагрев и выдачу заготовок с заданной температурой из печи, отличающийся тем, что нагрев заготовок осуществляют сверху и снизу излучением нескольких оптических квантовых генераторов большой плотности энергии - лазеров, расположенных вдоль направления перемещения заготовок, а внутри печи создают вакуум.
| Индукционная проходная установка | 1981 |
|
SU1096288A1 |
| Способ поверхностного упрочнения деталей | 1965 |
|
SU194130A1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ ЛУЧОМ ЛАЗЕРА | 0 |
|
SU267778A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 4733047 А, 22.03.1988. | |||

