создавать поперечные колебания материала достаточно большой для визуального наблюдения амплитуды (а требуются именно такие). Контроль неточен при натяжении струи, при изменении е диаметра и вязкости материа;л;а;,вдольструй.; Способ не позволяет проводить контроль непрерывно.
Известен тШж е сп особ определения продольной вязкости стекломассы в зоне формования волокна, который по технической сущности и достигаемому результату наиболее близок к изобретению. Данный способ заключается в подаче стекломассы дозирующим насосом в виде струи из горизонтального капилляра в вытяжные валки, в изменении (постепенном увеличении) и измерении их скорости вращения, по которой судят о скорости деформации струи стекломассы, в измерении натяжения, и диаметра струи стекломассы, по последнему из которых судят о площади сечения стекломассы, и в вычислении искомой вязкости Я по формулам
(1) - F
о.
1 еаSc
jrdc2
(3)
Sc
Ј fl(VB),
(2) (4)
где а- напряжение растяжения;
Ј - скорость деформации растяжения (или, что то же, продольный градиент скорости);
Sc, dc и F - соответственно площадь сечения, диаметр и измеряемое датчиком натяжение струи стекломассы;
VB - скорость вращения вытяжных валкое.
Способ осуществляют устройством, содержащим датчики скорости вращения вытяжных валков м натяжения струи стекломассы, выходами соединенные с входами регистратора, датчик диаметра струи и блок управления скоростью вращения вытяжных валков. Данный блок включает в себя привод валков и обеспечивает постепенное увеличение скорости их вращения. Объекты прототипа не позволяют вести контроль непрерывно. В них не учитывается влияние на Ј скорости подачи стекломассы в зону формования (скорости штабика уш). В установках по получению оптического волокна протяженность зоны формования незначительна по сравнению с расстоянием L от нее до вытяжных валков, поэтому в переходных режимах, особенно при высокой вязкости стекломассы и малых диаметре de и модуле упругости Е волокна, скорость VB за счет упругого деформирования сформованного (затвердевшего) волокна не отражает истинной скорости
деформации Ј . Как будет показано далее, Ј по формуле (4) нужно находить с учетом Е, L, dB, Vui и F, т. е.
Ј f2(VB, E,L, de, Уш, F).(5) В прототипе не учитывается изменение диаметра струи как по ее длине, так и во времени. При штабиковом способе волокно и штабик располагаются вертикально, поэтому предложенное в прототипе горизонтальное расположение струи для компенсации ее веса не может быть использовано. Применение анализируемых объектов для контроля Я в процессах получения волокон из штабиков приводит к не- 5 точности также из-за приближенности (2). Более точно
Ря(в)
0
(7
Sc
20
25
35
40
45
50
55
где FA - сила внутреннего трения.
При постоянной скорости вытяжки
FA F-Fn.H. + P,(7) где РП.Н. - сила поверхностного натяжения;
Р - вес участка волокна выше датчика натяжения.
Стекломасса в зоне формования характеризуется чрезвычайно большими деформациями, скоростью деформации и интенсивностью механического воздейст- OQ вия (вплоть до разрыва). Поэтому стекломасса может (в зависимости от ее химического состава) проявлять аномалию вязкости. При контроле такой аномально-вязкой стекломассы, у которой Я тз (Ј), прототип имеет невысокую чувствительность изменений Я при изменении к, так как соотношение (1) есть тангенс угла наклона секущей, проведенной из начала координат через данную точку зависимости а(Ј), а не тангенс угла наклона касательной в этой точке зависимости а(Ј).
В способе определения вязкости стекломассы в зоне формования волокна путем измерения диаметра струи на выходе зоны формования для вычисления площади ее поперечного сечения, измерения натяжения волокна и скорости вращения вытяжных валков и определения скорости деформации растяжения стекломассы измеряют скорость подачи штабика, возбуждают колебания скорости вращения вытяжных валков, рассчитывают скорость выхода волокна из зоны формования по значениям площади поперечного сечения струи, натяжения волокна, скорости вращения вытяжных валков и по заданным модулю упругости и длине волокна между зоной формования и вытяжными валками, находят скорость деформации растяжения стекломассы по рассчитанной скорости выхода волокна и скорости подачи штабика, определяют амплитуды колебаний натяжения волокна и произведения площади поперечного сечения струи и скорости деформации растяжения стекломассы, а вязкость рассчитывают по отношению амплитуды колебаний натяжения волокна к амплитуде колебаний произведения площади поперечного сечения струи и скорости деформации растяжения стекломассы..
Устройство для определения вязкости стекломассы в зоне формования волокна, содержащее датчики скорости вращения вытяжных валков, диаметра и натяжения волокна, блок управления скоростью вращения вытяжных валков и регистратор, снабжено датчиком скорости подачи штабика, возбудителем зондирующих колебаний, моделью скорости выхода волокна из зоны формования, элементом сравнения, квадратором, умножителем и двумя блоками деле- ния, полосовыми и сглаживающими фильтрами и выпрямителями, причем возбудитель зондирующих колебаний подключен к входу блока управления скоростью вращения вытяжных валков, датчик скорости вращения вытяжных валков подключен к первому входу модели скорости выхода волокна из зоны формования, датчик натяжения подключен к второму входу модели скорости выхода волокна из зоны формования и через последовательно соединенные первые полосовой фильтр, выпрямитель и сглаживающий фильтр - к первому входу первого блока деления, датчик диаметра волокна через квадратор подключен к первому входу умножителя и третьему входу модели скорости выхода волокна из зоны формования, выход которой подключен к первому входу элемента сравнения, датчик скорости подачи штабика подключен к первому входу второго блока деления и второму входу элемента сравнения, .выход которого подключен к второму входу второго блока деления, выход которого подключен к второму входу умножителя, выход которого через последовательно соединенные вторые полосовой фильтр, выпрямитель и сглаживающий фильтр подключен к второму входу первого блока деления, выход которого соединен с регистратором.
Для осуществления непрерывности определения и повышения чувствительности искомую вязкость предлагается находить путем непрерывного определения отношения
(FA)m
Я
(ScЈ)n
(8)
где (FA)m и (Sc Ј)m - амплитуды зондирующих колебаний соответственно силы внутреннего трения FA и произведения площади сечения Sc и скорости деформации Ё стекломассы. Зона формования оптического волокна труднодоступна для прямых измерений и. наблюдений, поэтому выражают соотношение (8) через несложно определяемые параметры.
0 Как известно, наиболее значительные приращения скорости (в 102 - 103 раз) и ускорения (в 104- 105 раз) стекломассы происходят на конечном участке луковицы (вязкость которого и определяется в данном
5 случае и за очень малый промежуток времени ( - с). Поэтому деформация стекломассы на рассматриваемом участке развивается скачкообразно. Величину этого скачка деформации можно оценить, как
0 V4 - Vui (g)
г УФ - Vu
Уш
Скорость деформации стекломассы на рассматриваемом участке предлагается считать пропорциональной этому скачку, 25 т.е.
. Ј KivVVuj-(ю)
УЩ
Поскольку площади сечения конечного участка луковицы и сформированного во- 30 локна различаются незначительно, то предлагается также считать
Sc k2dB2.(11) В формулах (9-11)
Уф и dB - скорость и диаметр волокна на 35 выходе зоны формования;
ki и k2 - коэффициенты пропорциональности.
Для определения Уф предлагается использовать модель, учитывающую VB, E, L, 40. dB и F. Процесс растяжения продольно движущегося абсолютно упругого материала описывается в наиболее общем виде уравнением Винтера Ю.М., а в частных случаях - уравнениями Васильева Н.А., Файнберга 45 Ю.М. и др. Стеклянное волокно является линейно упругим вплоть до разрыва, поэтому оно наилучшим образом удовлетворяет этим уравнениям. Искомая модель для определения Уф может быть построена исходя 50 из уравнения Васильева НА, которое применительно к формованию волокна записывается как
ТТ7--УФ- L „РЈв. (12) 551 +Јв 0+ев)2
или в преобразованном виде
Lp ЈВ - VB - Уф (1 + ЈВ )Х1 + Јв).(13) где ев - относительное удлинение волокна между зоной формования и вытяжными валками;
Уф
р - оператор дифференцирования.
Уравнение (13) можно записать проще, полагая последний сомножитель 1 + Јв 1.. Тогда получают упрощенное уравнение Файнберга Ю.М.
1р Јв Ув-Уф-УфЈв. (14)
Умножая уравнения (14) на ESB, где
jrdecn2 SB - площадь сечения волокна,
dBcp средний диаметр волокна между зоной формования и вытяжными валками, и используя очевидное
ESB ев F,(15) получают
VBESB-LpF
. ESe + F (16) .
Модель скорости выхода волокна из зоны формования в предложенном устройстве строится в соответствии с (16). Выражение (16) может быть реализовано многообразно. Один из вариантов реализации модели описан далее в примере.
Зондирующие колебания скорости VB вытяжных валков вызывают колебания натяжения F волокна, скорости Уф, силы FA внутреннего трения стекломассы в зоне формования и диаметра dB волокна. Колебания же силы РП.Н. будут незначительными, так как Рп.н. определяется в основном коэффициентом поверхностного натяжения стекломассы и диаметром штабика. При ин- франизкой частоте зондирующих колебаний можно пренебречь силой, придающей волокну ускорение, и баланс сил по- прежнему будет выражаться уравнением (7). Исходя из этого и применяя правила дифференцирования, из выражения (7) находят,
(F$m Fm,(Т7) где Fm - амплитуда зондирующих колебаний натяжения волокна. Подставляя в формулу (8) выражения (10), (11), (17), получают окончательно
Fm
А -
kl(Sc
. Уф - Vu
Vu
%
m
kl k2 (dB 2 V)1
Верхняя граница возбуждаемых зондирующих колебаний обусловливается инер ционностью вытяжных валков и блока управления их скоростью. Эту границу можно охарактеризовать следующим образом. Блок управления скоростью вытяжных валков обычно выполняется электрическим. Наиболее инерционным элементом в этом блоке является исполнительный электро
двигатель, электромеханическая постоянная времени которого составляет 10-150мс, что эквивалентно частоте среза 16-1 Гц. Эта частота и определяет ту максимальную час5 тоту возбудителя, которая еще будет отра- батываться вытяжными валками. Эта частота принадлежит инфранизкочастотно- му диапазону и соответствует ограничению, наложенному на частоту зондирующих ко10 лебаний при выводе соотношения (17).
Предварительное определение длины L требуется потому, что этот параметр фигурирует в алгоритме определения А (см. соотношение (16), и он может меняться при
15 переналадках технологической установки, вызванных, например, изменениями в операциях нанесения защитного покрытия.
В соотношении (16) фигурирует также модуль Е. В связи с распространенностью
20 технологических режимов, характеризующихся высокой однородностью химического состава и стабильностью физических свойств каждого отдельного штабика по его длине, получением волокна постоянного ди25 .аметра, что обусловливает малую изменчивость Е волокна, получаемого из одного штабика, в данном способе предусматривается не непрерывное, а одноразовое определение Е волокна для каждого штабика.
30 При этом Е может определяться (в порядке повышения точности):
а) по справочным данным для продукта, аналогичного контролируемому;
б) по данным измерения образцов во- 35 локна, изготовленного ранее и аналогичного контролируемому;
в) по данным измерения образцов волокна, полученным в начале данного контролируемого процесса формования.
40 Как следует из вышеизложенного, в предлагаемом способе осуществляется непрерывное определение соотношений (16) и (18). Следовательно, способ позволяет проводить определение вязкости непрерывно.
45 Используемые выражения (8) и (18) являются соотношениями дифференциального типа, Следовательно, способ повышает чувствительность определения вязкости. При определении е дополнительно учйтыва50 ются Е, I, dB, Уш, F (уравнения 5, 10, 16); исключается влияние на результаты контроля силы FH.H. и веса Р (уравнения 6, 7, 17). Следовательно, увеличивается точность определения продольной вязкости стекломас55 сы.
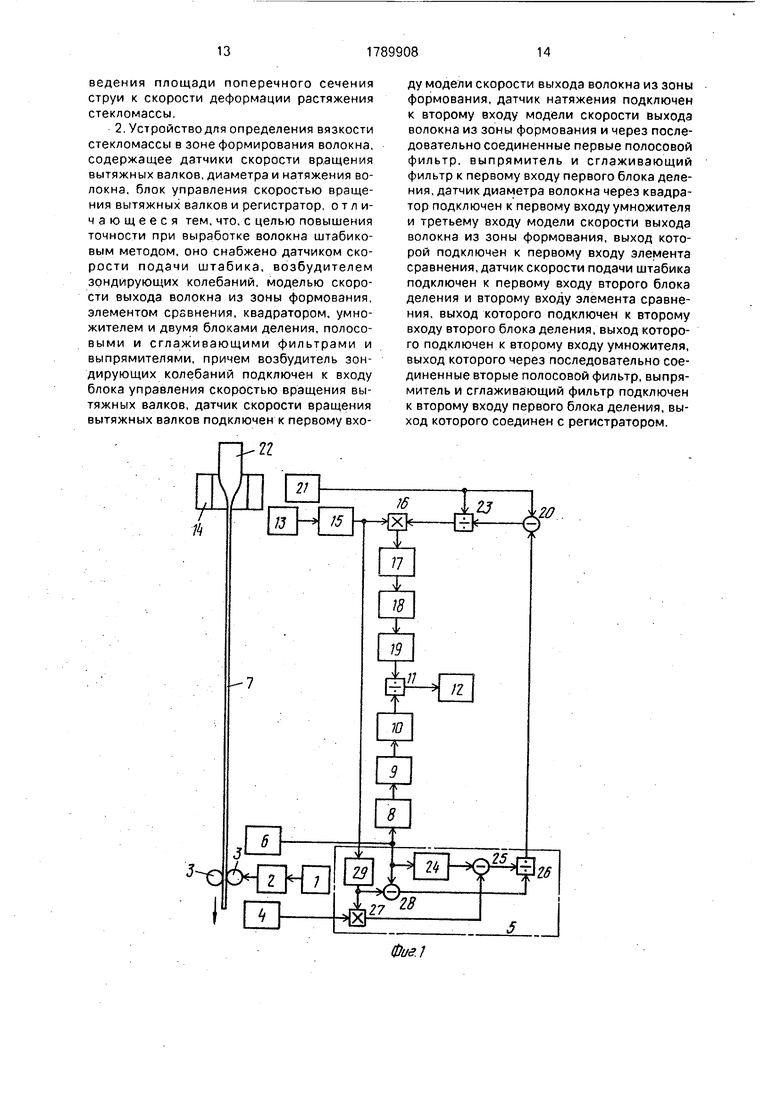
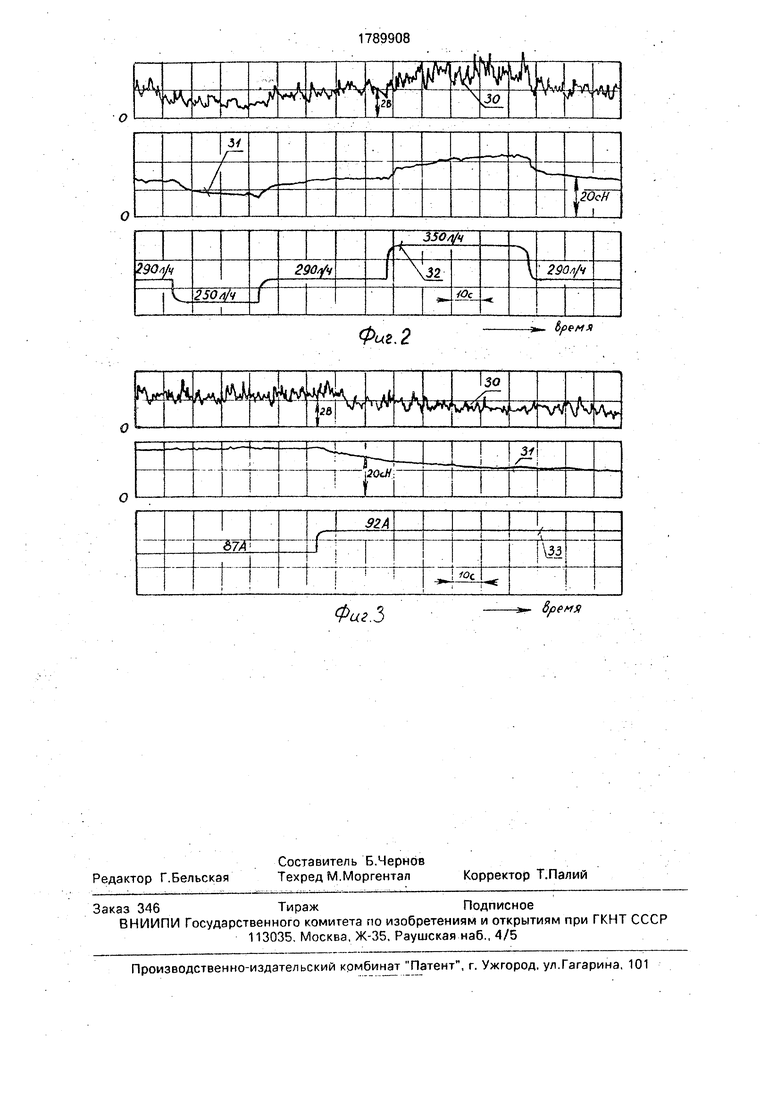
На фиг. 1 представлена блок-схема устройства для реализации способа; на фиг. 2, 3 - фрагменты осциллограмм параметров процесса получения волокна из кварцевого
штабика при опробовании заявляемых объектов.
Пример. Предварительно определяют модуль упругости Е и длину L волокна между зоной формования и вытяжными валками, изменением скорости вытяжных валков возбуждают зондирующие инфра- низкочастотные колебания параметров системы стекломасса-волокно, измеряют скорости VB вытяжных валков и Уш штабика, диаметр dB волокна на выходе зоны формования и натяжения F волокна. По dB судят о площади Sc сечения стекломассы. По Е, L, VB, de и F судят о скорости деформации Ј стекломассы, Определяют амплитуды Fm и (Sc Ј)m зондирующих колебаний соответственно натяжения F и произведения Sc Ји по отношению Fm/(Sc e)m оценивают про- .дольную вязкость стекломассы в зоне формования..
Устройство для определения вязкости стекломассы содержит последовательно соединенные возбудитель 1 зондирующих колебаний и блок управления 2 скоростью вращения вытяжных валков 3, датчик А ско- рости вращения вытяжных валков 3, модель 5 скорости выхода волокна из зоны формования, датчик 6 натяжения волокна 7, первые полосовой фильтр 8, выпрямитель 9 и сглаживающий фильтр 10, первый блок 11 деления, регистратор 12, датчик 13 диаметра волокна на выходе из печи 14, квадратор 15, умножитель 16, вторые полосовой фильтр 17, выпрямитель 18 и сглаживающий фильтр 19, элемент 20 сравнения, датчик 21 скорости подачи штабика 22, второй блок 23 деления.
Фильтры соответственно 8 и 17, 10и19 выполнены с одинаковой амплитудно-частотной характеристикой и настроены на ча- стоту зондирующих колебаний. Параметры фильтров определяются спектром помех и требуемым быстродействием преобразователя.
Модель 5, реализующая соотношение (16), может состоять из последовательно соединенных дифференцирующего звена 24, элемента 25 сравнения и блока 26 деления, выход которого является выходом модели. Модель содержит также умножитель 27 и сумматор 28, первые входы которых соединены с выходом фильтра 29, вторые входы являются соответственно первым и вторым входами модели, а выходы соединены с вторыми входами блоков соответственно 25 и 26, при afoM второй вход блока 28 соединен также с входом звена 24, а вход фильтра 29 является третьим входом модели. Коэффициенты передачи звена 24 (пропорциональный L) и фильтра 29 (пропорциональный Е) перестраиваются в соответствии с изменением конструктивных размеров технологической установки и модуля упругости получаемых волокон. Фильтр 29 предназначен для подавления колебаний в его выходном сигнале, вызванных зондированием, и получения тем самым необходимого соответствия его выходного сигнала не моменоо
тальному de , a dBcp Фильтр может быть выполнен в виде фильтра нижних частот или заграждающего фильтра, настроенного на частоту зондирования.
Устройство работает следующим образом. От возбудителя 1 зондирующих колебаний на вход блока управления 2 поступает периодический сигнал. Блок 2, реагируя на сигнал с возбудителя, вызывает зондирующие колебания скорости вытяжных валков 3, что приводит к зондирующим колебаниям натяжения волокна 7, а также скорости и диаметра волокна на выходе зоны формования. Содержащие зондирующие колебания сигналы датчиков 4, 6 (непосредственно) и 13 (через квадратор 15) поступают на входы модели 5. Выходной сигнал модели о скорости /ф волокна на выходе зоны формования преобразуется с помощью блоков 20, 23 и сигнала датчика 21 по алгоритму (10) в сигнал о скорости деформации Ј стекломассы, который поступает на второй вход блока 16. Одновременно на первый вход блока 16 поступает сигнал с выхода квадратора 15 о площади Sc сечения стекломассы. Из выходного сигнала блока 16, прямо пропорционального Sc Ј, фильтром 17 выделяется переменная составляющая, вызванная зондированием. Синусоидальный сигнал с выхода фильтра 17с помощью выпрямителя 18 и сглаживающего фильтра 19 преобразуется в сигнал постоянного тока, прямо пропорциональный (Sc Ј)m. Аналогично этому сигналу сигнал датчика 6 преобразуется цепочкой блоков 8, 9 и 10 в сигнал, прямо пропорциональный величине Fm зондирующих колебаний натяжения волокна. Выходные сигналы фильтров 10 и 19 поступают на входы блока 11, на выходе которого в соответствии с выражением (18) формируется сигнал об искомой вязкости, регистрируемый блоком 12.
При опробовании возбудитель 1 был выполнен в Виде генератора синусоидальных колебаний частотой 3 Гц. Амплитуда зондирующих колебаний скорости VB вытяжных валков 1.5-3%. Полосовые фильтры 8 и 17 реализованы каскадным включением двух активных ФНЧ-звеньев и двух активных ФНЧ-звеньев второго порядка с добротностью 0,5. Максимальный регулируемый коэффициент усиления фильтров в полосе пропускания 1,8-4,4 Гц составлял 3200. Выпрямители 9 и 18 выполнены двухполупери- одными, а сглаживающие фильтры 10 и 19 - в виде активных ФНЧ-звеньев первого порядка с постоянной времени 0,56 с и коэффициентом усиления 1,6. Отношение сигнал-шум на выходе фильтра 10, определяемое как отношение величин этого сигнала при зондировании и без зондирования, в зависимости от режима вытяжки составляло 4-7,3. Датчик 4 выполнен в виде датчика угловой скорости вытяжных валков. Натяжение измерялось перед вытяжными валками по усилию сопротивления, которое оказывало волокно при искривлении его траектории движения. Это усилие воспринималось механртронным преобразователем, выполненным на механотроне 6 MX 7C и используемым в качестве динамометра. Выход датчика 6 для подавления высокочастотных помех оснащен ФНЧ-звеном первого порядка с постоянной времени 0,13 с. Кроме того, натяжение волокна можно было измерять электронным мостом в точке подвеса штабика с учетом веса штабика или резонансным способом.
Датчик 13 представлял собой лазерное измерительное устройство промышленного исполнения. Датчик 21 выполнен в виде датчика угловой скорости (ЭДС) двигателя постоянного тока независимого возбуждения привода подачи штабика.
На фиг. 2, 3 приняты следующие обозначения: 30 - выходной сигнал (электрическое напряжение) блока 10; 31 - сигнал датчика 6; 32 - расход верхнего аргона; 33 - электрический ток нагревателя печи. Уровни остальных параметров процесса получения волокна для приведения осциллограмм постоянны: dB 146 мкм; VB 0,1 м/с; Уш
5 -10 м/с; расход нижнего аргона 50 л/ч; ток нагревателя (для фиг. 2) 89 А; расход верхнего аргона (для фиг. 3) 290 л/ч.
Активными изменениями расхода аргона и тока нагревателя достигалось изменение режима охлаждения и нагрева стекломассы в зоне формирования волокна; в результате изменялась продольная вязкость А стекломассы. При увеличении расхода аргона (см. фиг. 2) А увеличивается, свидетельством чему является и увеличение натяжения волокна (кривая 31). Из фиг. 2 видно, что сигнал 30 о Fm при этом также увеличивается. При увеличении тока нагревателя (см. фиг. 3) А уменьшается, о,виде- тельством чему является и уменьшение натяжения волокна (кривая 31). Из фиг. 3 видно, что сигнал 30 о Fm при этом уменьшается. Таким образом, увеличению или
уменьшению А соответствует также увеличение или уменьшение числителя Fm соотношения (18). Это, а также показанная принципиальная возможность возбуждения инфранмзкочастотных колебаний натяжения волокна вытяжными валками доказывают осуществимость заявляемых объектов % реальных условиях.
..-...-. о
Использование изобретения обеспечи- вает достижение непрерывности определения продольной вязкосш стекломассы, что позволяет строить системы автоматического управления физико-механическими и оптическими свойствами стекломассы и получаемого волокна; увеличение точности; повышение чувствительности определения изменений продольной вязкости аномально-вязкой стекломассы при изменений ее скорости деформации. 



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выработки оптического волокна | 1988 |
|
SU1680649A1 |
| Способ вытяжки стеклянного волокна | 1990 |
|
SU1784597A1 |
| Способ определения вязкости стекла | 1986 |
|
SU1390566A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИАМИДНОГО МОНОВОЛОКНА С ВЫСОКИМ ДЕНЬЕ | 1989 |
|
RU2020194C1 |
| Устройство для контроля продольной жесткости основы в выпускной части шлихтовальной машины | 1991 |
|
SU1802315A1 |
| Лазерная система измерения паросодержания в теплоносителе ядерного энергетического реактора | 2017 |
|
RU2652521C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНОЙ НЕПРЕРЫВНОЙ ФИЛАМЕНТНОЙ НИТИ ИЗ ПОЛИТРИМЕТИЛЕНТЕРЕФТАЛАТА, КОВРОВОЕ ПОКРЫТИЕ | 1996 |
|
RU2109861C1 |
| Устройство для контроля продольной жесткости образцов текстильного материала | 1987 |
|
SU1631349A1 |
| Способ оценки качества технологической смазки при волочении проволоки | 1988 |
|
SU1547911A1 |
| Способ управления процессом холодной прокатки полосы на реверсивном стане | 1988 |
|
SU1576216A1 |
Формула изобретения 1. Способ определения вязкости стекломассы в зоне формования волокна путем измерения диаметра струи на выходе зоны формования для вычисления площади ее поперечного сечения, измерения натяжений волокна и скорости вращений вытяжных валков и определения скорости деформации растяжения стекломассы, отличающийся тем, что, с целью повышения точности при выработке волокна штабико- аым методом, измеряют скорость подачи штабика, возбуждают колебания скорости вращения вытяжных валков, рассчитывают скорость выхода волокна из зоны формования по значениям площади поперечного сечения струи, натяжения волокна, скорости вращения вытяжных валков и по заданным модулю упругости и длине волокна между зоной формования и вытяжными валками, определение скорости деформации растяжения стекломассы осуществляют по рассчитанной скорости выхода волокна и скорости подачи штабика, определяют амплитуды колебаний натяжения волокна и произведения площади поперечного сечения струи и скорости деформации растяжения стекломассы, а вязкость рассчитывают по отношению амплитуды колебаний натяжения волокна к амплитуде колебаний произведения площади поперечного сечения струи к скорости деформации растяжения стекломассы.
Фиг.З
ofwe
