Изобретение относится к термопластичным моноволокнам с высоким денье (весовым номером волокна), а именно к термопластичным моноволокнам с высоким денье, имеющим высокую прочность на разрыв (высокую прочность в узле) и высокую однородность прочностных свойств при растяжении, а также к способу получения таких моноволокон.
Из патента США N 4009511, принятого в качестве прототипа, известны полиамидные моноволокна с высоким денье и способ их получения. Способ предусматривает стадии формования, охлаждения и вытягивания полиамидного моноволокна с высоким денье в первой и второй стадиях вытяжки до общей степени вытяжки, равной по крайней мере 5,5Х. В первой стадии вытяжки моноволокно подвергают воздействию атмосферы водяного пара, в которой волокно вытягивают со степенью по крайней мере 3,5Х. Во второй стадии моноволокно вытягивают со степенью вытяжки по крайней мере 1,3Х в зоне радиационного нагрева. Способ приводит к получению моноволокна, имеющего разупорядоченный поверхностный слой, имеющий ориентацию ниже, чем ориентпция ядра волокна, и имеет показатель преломления п// менее 1,567, а ядро имеет показатель преломления п// выше 1,57.
Несмотря на то, что раскрываемый способ приводит к получению моноволокон с высокой прочностью и высокой прочностью нитей в петле, однородность прочностных свойств все же не столь высока, как это необходимо для некоторых конечных применений. Кроме того, этот способ не просто применить для получения волокон с различными денье при высоких скоростях технологического процесса.
В соответствии с предлагаемым изобретением предлагается способ, предусматривающий стадии формования, закалки в воде и вытяжки термопластичного моноволокна с высоким денье, в первой и второй стадиях вытяжки до общей степени вытяжки 5,5Х. Охлажденное в воде моноволокно продвигают в первой стадии вытяжки через аппарат для обработки острым паром, содержащий зону высокотемпературного парового нагрева, и продвигают во вторую стадию вытяжки через зону, нагреваемую радиационным нагревателем.
В соответствии с одним вариантом осуществления данного способа воду подают на поверхность моноволокна перед его взаимодействием с поверхностями нитеводителей в количестве не менее 10% от массы сухого моноволокна. Предпочтительно воду подают на моноволокно путем регулирования остаточной охлаждающей воды, которая переносится волокном. Более предпочтительное дополнительное количество воды подают к моноволокну после его продвижения от подающих валков и перед вхождением в аппарат для обработки острым паром в количестве более 5 мас.% от массы сухого волокна. Этот вариант способа обеспечивает значительные преимущества в однородности прочностных свойств моноволокна.
В соответствии с другим вариантом температуру охлажденного моноволокна перед вхождением в аппарат для обработки острым паром регулируют с тем, чтобы привести ее в соответствие с заданной степенью вытяжки первой стадии так, чтобы точку вытяжки первой стадии поддерживать в местоположении после подающих валков и перед местом вхождения моноволокна в зону высокотемпературного парового нагрева аппарата для обработки острым паром. Предпочтительно аппарат для обработки острым паром содержит зону парового расширения, содержащее среду низкотемпературного пара, перед высокотемпературной зоной, при этом точку вытяжки поддерживают в зоне парового расширения или чуть впереди нее. Температуру охлажденного моноволокна контролируют путем регулировки времени пребывания моноволокна в закалочной ванне. В отдельности или при использовании вместе с подачей воды на поверхность моноволокна так, что воду прибавляют на поверхность моноволокна в количестве по крайней мере около 5 мас.%, в точке вытяжки и при сохранении контроля точки вытяжки оптимизируют прочность на разрыв, прочность в узле и однородность продукта, а также обеспечивают непрерывность процесса, устанавливая пропускную способность процесса свыше 15,8 кг/ч.
В соответствии с другим усовершенствованием настоящего изобретения, когда аппарат для обработки острым паром содержит входной и выходной герметики для пропуска и выпуска моноволокна при одновременном снижении до минимума потерь пара из зоны высокотемпературного парового нагрева, поверхность моноволокна охлаждают перед его прохождением через выходной герметик. Поверхность моноволокна охлаждают, пропуская моноволокно через водяную баню перед прохождением через выходной герметик. Охлаждение поверхности моноволокна перед прохождением через выходной герметик сводит до минимума механическое повреждение моноволокна с повышением однородности продукта.
В соответствии с другим вариантом осуществления изобретения предлагается способ вытяжки второй стадии, подвергающий моноволокно регулируемому профилю вытяжки с одновременным радиационным нагреванием. Моноволокно продвигают во второй стадии вытяжки с тем, чтобы оно по крайней мере один раз прошло через зону нагрева для радиационного нагрева. Моноволокно контактирует с первым валком изменения направления перед первым пропуском через зону радиационного нагрева и с вторым валком измения направления после первого пропуска, причем моноволокно контактирует с поверхностью каждого из валков под углом обхвата приблизительно 75-200о. Скорость первого и второго валков изменения направления регулируют так, чтобы натяжение, прилагаемое к моноволокну, возрастало с продвижением моноволокна от каждого из валков.
Вытяжка второй стадии предусматривает пропускание моноволокна через второй проход через зону радиационного нагрева, после того как моноволокно движется от второго валка изменения направления, причем первый и второй пропуски осуществляют последовательно так, что температура ядра моноволокна возрастает от первого пропуска до второго пропуска. Способ также предусматривает взаимодействие моноволокна с третьим валком изменения направления после второго пропуска, причем моноволокно взаимодействует с поверхностью третьего валка под углом обхвата приблизительно 75-200о. Скорость третьего валка изменения направления регулируют так, чтобы натяжение моноволокна возрастало, как только моноволокно продвигается от третьего валка изменения направления.
Другой вариант способа вытяжки второй стадии предусматривает продвижение моноволокна через третий проход через зону радиационного нагрева, после того, как моноволокно продвигает от третьего валка изменения направления. Второй и третий пропуски осуществляют последовательно так, что температура ядра моноволокна возрастает после второго пропуска до третьего пропуска. Затем моноволокно подвергают взаимодействию с четвертым валком изменения направления после третьего пропуска, при этом моноволокно взаимодействует с поверхностью четвертого валка под углом обхвата приблизительно 75-200о. Скорость четвертого валка измененения направления можно регулировать так, что напряжение на моноволокно возрастает, как только моноволокно продвигается от четвертого валка направления.
В соответствии с еще одним вариантом осуществления изобретения для усовершенствования вытяжки второй стадии скорость первого валка изменения направления регулируют так, чтобы моноволокну не придать значительную степень вытяжки до тех пор, пока моноволокно не подойдет к первому пропуску через зону радиационного нагрева.
Устройство для вытяжки непрерывного волокна содержит нагреватель для обеспечения по крайней мере одной зоны нагрева для радиационного нагрева непрерывного волокна, а также средства продвижения, обеспечивающие продвижение волокна, подвергая волокно по крайней мере первому прохождению через зону нагрева. Средства продвижения включает начальное валковое средство и конечное валковое средство, а также первый и второй валки изменения направления, причем конечное валковое средство продвигает волокно со скоростью выше скорости начального валкового средства, определяя степень вытяжки для устройства. Первый и второй валки изменения направления определяют путь прохождения волокна во время первого пропуска через зону радиационного нагрева. Поверхность первого и второго валков изменения направления контактирует с волокном под углом обхвата приблизительно 75-200о. Скорость первого и второго валков изменения направления регулируют посредством гидравлического двигателя (насоса) так, что величина напряжения на волокно возрастает, как только волокно продвигается от каждого из валков изменения направления.
В соответствии с настоящим изобретением предлагается моноволокно из упорядоченного термопластичного полимера, имеющее денье (весовой номер) выше чем приблизительно 1000, прочность на разрыв выше чем приблизительно 7,5 г/д, стандартное отклонение в значении прочности на разрыв составляет менее чем приблизительно 0,25, модуль выше чем приблизительно 45 г/д. Термопластичный полимер представляет собой полиамид, моноволокно имеет прочность на разрыв выше чем приблизительно 8,0 г/д, причем стандартное отклонение в прочности на разрыв составляет менее чем приблизительно 0,15.
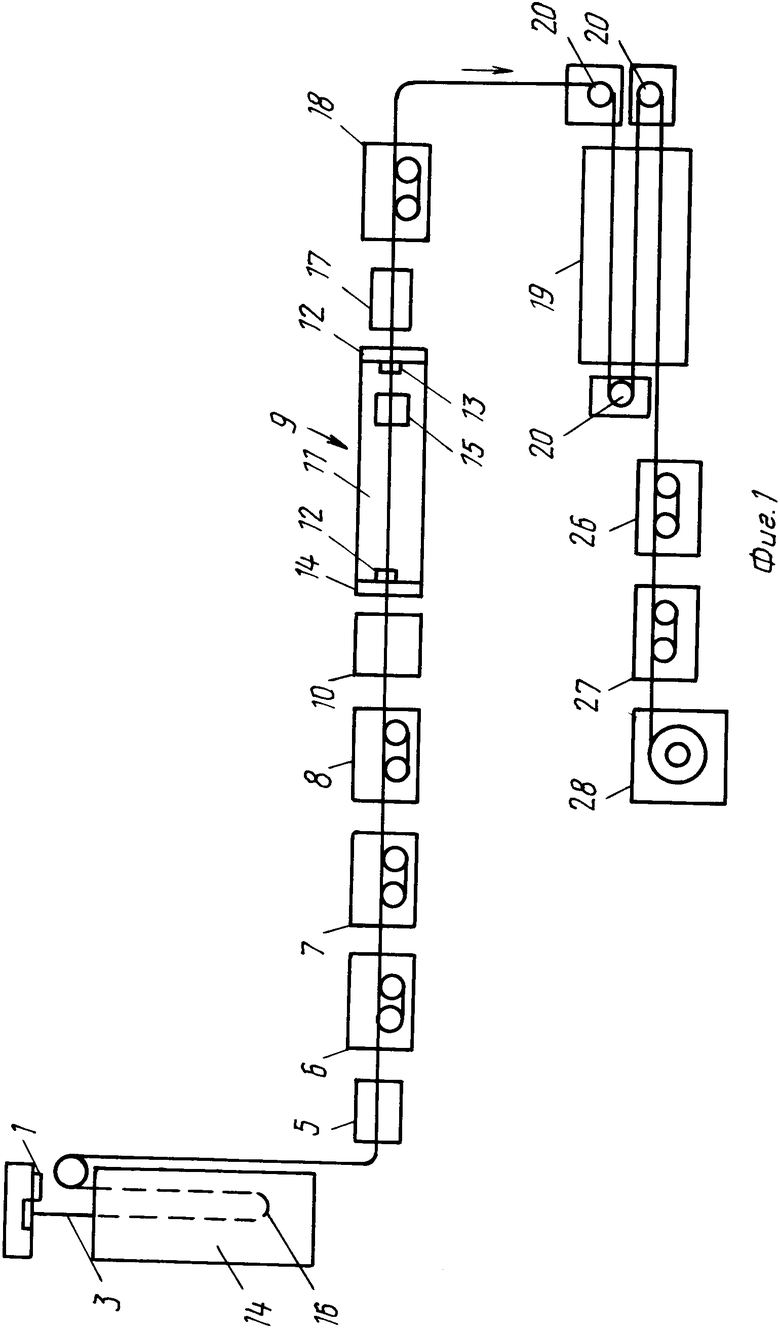
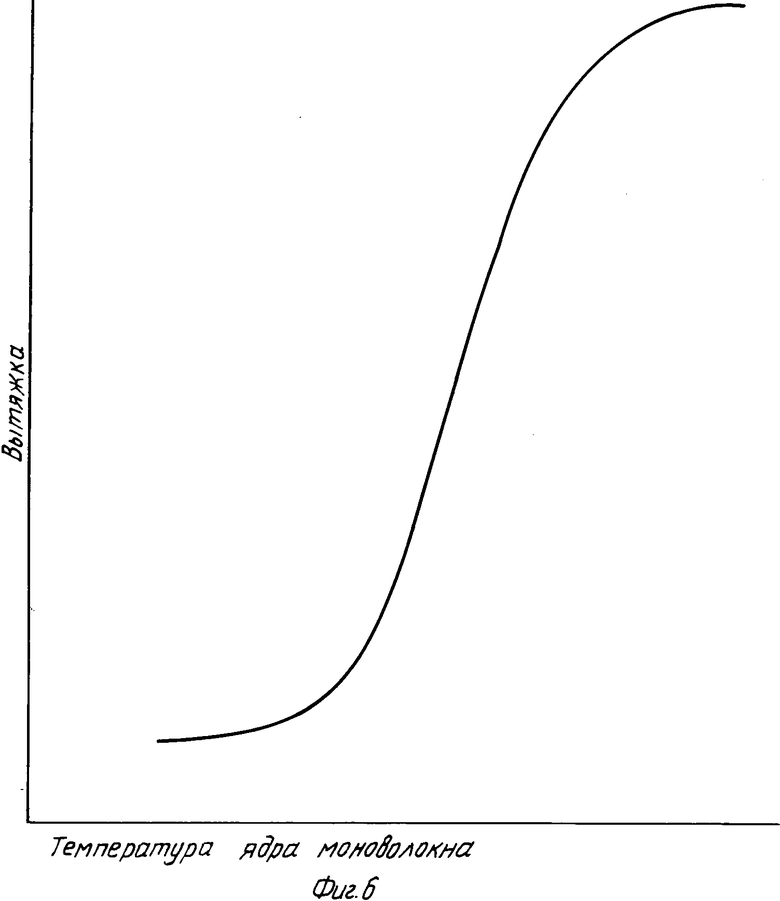
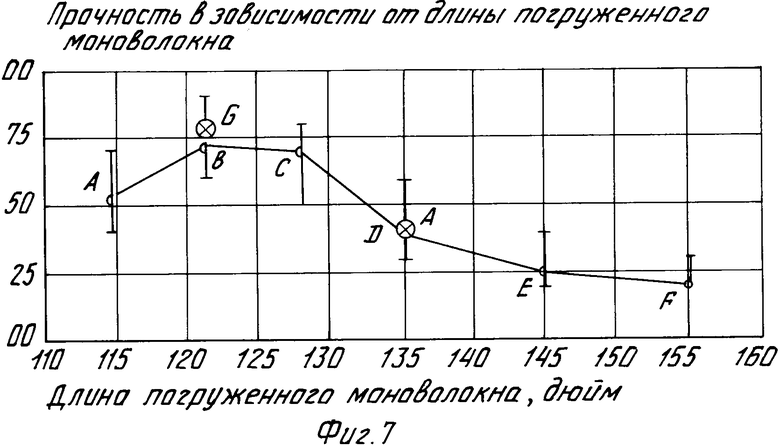
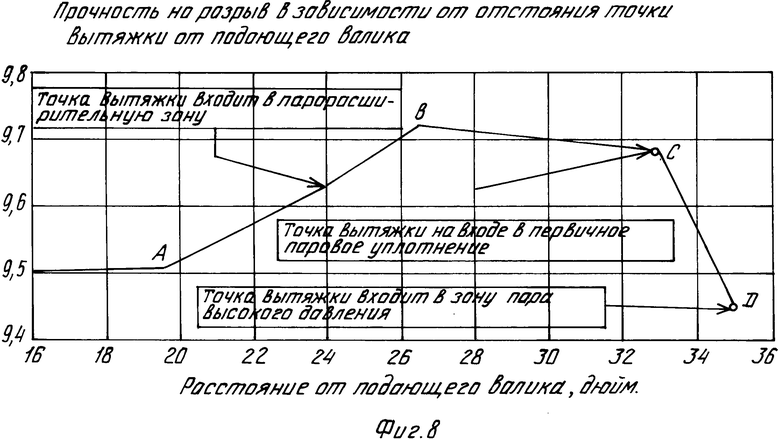
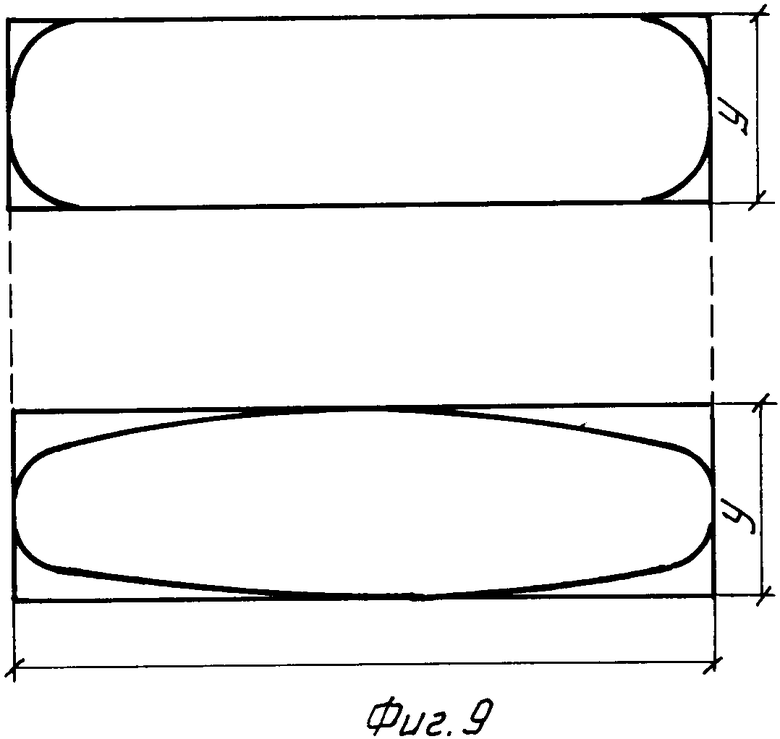
На фиг. 1 показан процесс получения термопластичного моноволокна с высоким денье; на фиг. 2 - устройство для вытяжки на второй стадии, моноволокно совершает четыре прохода для радиационного нагрева; на фиг. 3 - то же, альтернативный путь моноволокна для одного прохода радиационного нагрева; на фиг. 4 - то же, для двух проходов радиационного нагрева; на фиг. 5 - то же, для трех проходов радиационного нагрева; на фиг. 6 - график зависимости вытяжки от температуры ядра моноволокна для идеального профиля вытяжки второй стадии; на фиг. 7 - график прочности на разрыв в зависимости от длины погруженного моноволокна в закалочной ванне; на фиг. 8 - график прочности на разрыв в зависимости от отстояния точки вытяжки от подающего валка; на фиг. 9а и 9в - вид в поперечном разрезе предпочтительных моноволокон в соответствии с настоящим изобретением.
Полимеры, пригодные для осуществления настоящего изобретения, включают различные термопластичные полимеры и сополимеры, включая полиамиды, сложные полиэфиры, полиолефины и другие такие полимеры. Обычно высоковязкие полимеры (например, характеристическая вязкость выше чем 0,7 для сложных полиэфиров и относительная вязкость выше чем 50 для полиамидов) используют для получения высокопрочных и чрезвычайно долговечных промышленных моноволокон в соответствии с настоящим изобретением. Пригодные полиамиды включают поли(гексаметиленадипамид) (6-6-найлон), поли(ε-капроамид) (6-найлон), поли(тетраметиленадипамид) и т. д. и их сополимеры. Пригодные сложные полиэфиры включают поли(этилентерефталат) (2G-Т), поли(пропилентерефталат), поли(бутилентерефлалат), поли(этилен 2,6-нафтоат), поли(1,4 циклогександиметанолтерефталат) и их сополимеры. Пригодные полиолефины включают полиэтилен, полипропилен, полибутилен и т. д. и их сополимеры. Способ настоящего изобретения преимущественно используют для формования и вытягивания полиамидов и идеально подходит для получения 6-6-найлоновых и 6-найлоновых моноволокон.
На фиг. 1 термопластичный полимер формуют из расплава через мундштук экструдера 1, имеющий, например, относительно большое круглое, округлое или прямоугольное выходное отверстие. Температура расплава, конечно, является подходящей для формуемого полимера. Например, для 6-6-найлона и 2G-Т пригодны температуры расплава от 270 до 295оС. Моноволокно 2 подвергают утончению (разжижению) в воздушном зазоре 3 ниже многоканального мундштука экструдера и закааливают в закалочной ванне 4, содержащей воду при температуре ниже 50оС. Воздушный зазор 3 должен быть длиной приблизительно 50,8-101,6 см перед тем, как волокно входит в закалочную ванну 4. Напряженное состояние в воздушном зазоре и закаалочной ванне сводят до минимума путем регулирования расстояния воздушного зазора с тем, чтобы свести до минимума развитие позитивного двойного лучепреломления и ориентации в поверхности моноволокна перед тем, как моноволокно ориентированно вытянуто. Однако напряженное состояние должно быть достаточным для обеспечения стабильности для линии нити в закалочной ванне.
После того как моноволокно покидает закалочную ванну 4, подают воду в количестве по крайней мере 10% на основе сухого веса моноволокна, перед тем как оно вступит во взаимодействие с любыми поверхностями, например, подающих валков, нитеводителей или других поверхностей. Предпочтительно моноволокно встречается с воздушной струей 5, которой регулирует количество остаточной охлаждающей воды на моноволокне. Предпочтительно количество воды на моноволокне составляет приблизительно 10-25 мас.% на основе сухой массы моноволокна.
Влажное волокно затем направляют к тянущим валкам 6, которые контролируют напряжение на волокно при формовании и при прохождении волокна через закалочную ванну 4. Затем моноволокно направляют через валки 7 предварительного натяжения и подающие валки 8. Валки 7 предварительного натяжения используют для повышения напряженного состояния на моноволокно с тем, чтобы стабилизировать моноволокно на подающих валках.
Моноволокно вытягивамют в две стадии вытяжки. На первой стадии вытяжки моноволокно вытягивают со степенью вытяжки по крайней мере 3,0 Х.
В соответствии с настоящим изобретением в точке вытяжки первой стадии вытяжки моноволокно должно быть влажным для того, чтобы получилось моноволокно с оптимальными механическими свойствами при растяжении. При коммерчески желательных скоротях формования большая часть оставшейся на моноволокне воды охлаждения удаляется с моноволокна, как только оно поступает на тянущие валки, валки предварительного натяжения и подающие валки. Поскольку месторасположение точки вытяжки первой стадии контролируется в предпочтительном варианте настоящего изобретения, воду предпочтительно добавляют перед вхождением моноволокна в аппарат 9 для обработки острым паром на станции 10 добавления воды. Войлочные фитили используют для добавления воды в количестве более 5 мас.% на основе массы сухого моноволокна. Предпочтительно количество прибавляемой воды составляет приблизительно 5-20 мас.%. Дополнительное преимущество достигается в том случае, если воду поставляют равномерно, например дозировкой поставляемой воды или путем подачи воды в избытке, а затем путем изменения направленрия моноволокна с тем, чтобы избыточную воду отвести, оставив равномерный уровень на моноволокне.
Преимущество нахождения увлажненного волокна в точке вытяжки первой стадии обусловлено впитыванием воды в поверхность в точке вытяжки. Когда точка вытяжки находится впереди аппарата для обработки острым паром, а моноволокно является сухим, отсутствие воды или ее недостаточное количество для впитывания оставляет более хрупкое, с меньшим удлинением и с более низкой прочностью волокно. В точке вытяжки количество воды на моноволокне должно быть постоянным и более 5%, предпочтительно 5-20% на основе сухой массы моноволокна.
В течение вытягивания первой стадии моноволокно подвергают воздействию высокотемпературной паровой атмосферы в аппарате 9 для обработки острым паром. Условия проведения вытяжки первой стадии выбирают так, чтобы тепло от водяного пара содействовало вытягиванию, что приводит к ориентации ядра и, кроме того, водяной пар по существу дезориентирует и гидратирует поверхность моноволокна, предотвращая развитие молекулярной ориентации или двойного лучепреломления в поверхности, как только волокно вытягивают. Условия проведения вытяжки первой стадии устанавливают с тем, чтобы привести в соответствие со свойствами определенного полимера. Атмосфера водяного пара в аппарате 9 для обработки острым паром для 6-6-нейлона обычно составляет 5,625-11,95 кг/см2 и водяной пар может быть выбран из диапазона перегрева от 40% влажности до 48,9оС.
В способе настоящего изобретения зону высокотемпературного парового нагрева создают в герметизированной камере 11 парового обогрева аппарата 9. Герметизированная камера имеет удлиненный кожух с входным 12 и выходным 13 уплотнениями, которые минимизируют потерю давления водяного пара, позволяя прохождение моноволокна 2 в камеру 11 и обеспечивая выход для моноволокна с противоположного конца. Аппарат 9 для обработки острым паром также содержит отдельные камеры у каждого конца, создающие входную и выходную зоны парового расширения, которые соединены с вакуумным источником (не показан). Уплотнения с отверстиями, чуть большими, нежели уплотнения 12 и 13, предусмотрены для этих камер с тем, чтобы моноволокно входило и выходило из аппарата для обработки острым паром. Основной целью зон парового расширения является предотвращение утечки пара через уплотнения 12 и 13 в среду промышленной установки. Однако парообогрев моноволокна в аппарате для обработки острым паром начинается в низкотемпературной паровой атмосфере во входной зоне 14 парового расширения.
Поскольку моноволокно на его поверхности нагревается до температуры свыше 110оС в высотемпературной зоне парового нагрева и деформируется при выходе из аппарата 9 для обработки острым паром, есть вероятность того, что моноволокно разрушается по крайней мере периодически, как только оно покидает аппарат для обработки острым паром при взаимодействии с выходным уплотнением 13. В соответствии с настоящим изобретением поверхность моноволокна охлаждают перед прохождением моноволокна через уплотнение 13 на выходе аппарата для обработки острым паром до температуры менее 110оС. Это осуществляют, как показано на фиг. 1, пропусканием моноволокна через водяную баню 15, предусмотренную внутри камеры 11 аппарата 9 для обработки острым паром. Водяная баня имеет температуру менее 80оС. В предпочтительном варианте изобретения водяную баню 15 располагают в камере 11 по соседству с выходным уплотнением 13 так, что моноволокно только кратко подвергается взаимодействию с высокотемпературным паром в камере 11 после водяной бани и по существу не перегревается. Таким образом, водяная баня 15 служит в качестве окончания высокотемпературной зоны парового обогрева.
Температуру охлажденного волокна впереди аппарата 9 для обработки острым паром регулируют для того, чтобы осуществить соотвествие с заданным значением степени вытяжки, при этом точку вытяжки первой стадии поддерживают в месте после подающих валков, перед тем как моноволокно покидает высокотемпературную зану парового обогрева аппарата 9 перед вхождением в водяную баню 15. Педпочтительно, чтобы точка вытяжки была после подающих валков и перед высокотемпературной зоной аппарата для обработки острым паром. Как показано на фиг. 8, оптимальное местоположение для точки вытяжки находится во входной зоне 14 парового расширения или чуть впереди нее аппарата 9 для обработки отстрым паром.
Контроль местоположения точки вытяжки в соответствии с настоящим изобретением обеспечивает повышение в прочностных свойствах моноволокон. Если моноволокно слишком нагрето и точка вытяжки движется на подающих валках 8, прочность можно понизить на 1-2 г/д и прочность нити в узле можно понизить до 2-4 г/д. Прочностные свойства растяжении испытывают отрицательное воздействие, если точка вытяжки движется в водяную баню 15 под влиянием того, что моноволокно является слишком холодным при вытяжке. Хотя хорошие свойства могут быть получены при точке вытяжки в высокотемпературной зоне аппарата для обработки острым паром, полагают, что в результате впитывания очень большое количество водяного пара проникает в поверхность, вызывая более низкий показатель прочности на разрыв, чем в том случае, когда точка вытяжки располагается перед высокотемпературной зоной.
Температуру охлажденного моноволокна регулируют путем доведения времени пребывания моноволокна в закалочной ванне 4 до необходимого уровня путем увеличения или уменьшения пути движения в пределах закалочной ванны. Как показано на фиг. 1 и 7, это достигается путем создания точки 16 изменения направления в пределах закалочной ванны, которая может двигаться, когда процесс находится в эксплуатации, на различную глубину ниже поверхности закалочной ванны 4, увеличивая или уменьшая путь перемещения в ванне и таким образом повышая или понижая время пребывания в ванне. В результате может быть обеспечена компенсация изменениям в качестве полимера, которые могли бы воздействовать на точку вытяжки. Кроме того, благоприятно также отбирать и/или регулировать температуру закалочной ванны с тем, чтобы отрегулировать температуру охлажденного волокна. В наиболее предпочтительном варианте осуществления настоящего изобретения температуру закалочной воды регулируют до ±0,5оС, а длину погруженного маршрута волокна в закалочной воде регулируют до ±5,1 см, при условии, что способ осуществляют в стационарном режиме.
Местоположение точки вытяжки можно контролировать визуально, если она находится за пределами зоны расширения аппарата для обработки острым паром. Если точка вытяжки находится в пределах аппарата для обработки острым паром, поток водяного пара будет большим, чем в высокотемпературной зоне, поскольку моноволокно уменьшенного диаметра позволяет большему количеству водяного пара улетучиться в месте входного уплотнения.
После выхода из аппарата 9 для обработки олстрым паром воздушный отпарной аппарат 17 удаляет большую часть, т. е. оставляет менее 2% поверхностной воды на моноволокне.
После выхода из аппарата 9 и прохождения через отпарной аппарат 17 моноволокно 2 вступает во взаимодействие с вытяжными валками 18 первой стадии. Величину вытяжки в первой стадии вытяжки определяют скоростью вытяжки валков 18 первой стадии относительно подающих валков 8. Вытяжные валки первой стадии предпочтительно нагревают с тем, чтобы начать нагревание моноволокна для вытяжки второй стадии. Нагретые вытяжные ролики обеспечивают возможность использования более короткого маршрута через нагреватель второй стадии и лучшего контроля за вытяжкой второй стадии. Для 6-6-найлона валки нагревают до 110-160оС, предпочтительно около 140оС.
С вытяжных валков 18 первой стадии моноволокно 2 продвигатся в радиационный нагреватель 19, используемый при вытяжке второй стадии. Радиационное нагревание при вытяжке второй стадии включает использование нагревателя 19 при температурах и периодах пребывания, проходящих для полимера моноволокна. Для 6-6-найлона предпочтительно используют температуру от 700 до 1300оС при таком времени выдержки, чтобы температура поверхности волокна оставалась по крайней мере на 10оС ниже температуры плавления полимера.
В настоящем способе вытяжку второй стадии осуществляют так, что вытягивание моноволокна прогрессирует с повышением температуры ядра моноволокна. Обращаясь в фиг. 1-5, которые иллюстрируют предпочтительное устройство для использования при вытяжке второй стадии, можно видеть, что по крайней мере один пропуск через зону нагревания в радиационном нагревателе осуществляют путем транспортировки моноволокна через радиационный нагреватель при помощи валков 20 изменения направления с регулируемой скоростью, которые контактируют с моноволокном перед и после одного или более пропусков его через нагреватель 19.
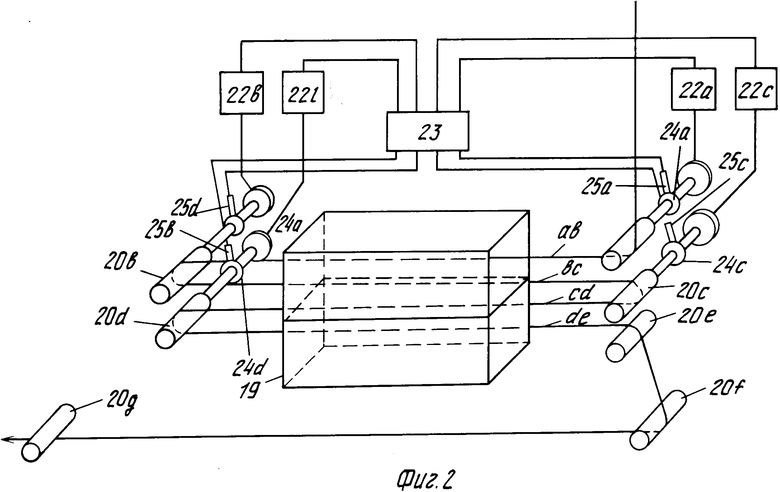
На фиг. 2, которая показывает четыре пропуска моноволокна через нагреватель 19, устройство включает валки 20а и 20d изменения направления. Оси всех валков изменения направления по существу параллельны друг другу и все они приспособлены для вращения.
Скорость валков изменения направления 20а-20d регулируют так, что напряжение на моноволокно возрастает с продвижением моноволокна от каждого из этих валков изменения направления. В этом варианте валки 20а-20d соединены с гидравлическими двигателями, которые действуют как тормоза для валка, повышая напряжение на моноволокно при продвижении последнего от каждого валка. Это осуществляют гидравлические двигатели, соединенные с клапанами 22а-22d, которые соединены и управляются с блока 23 управления процессом. Тахометр предусмотрен для каждого из валков 20а-20d и устанавливается посредством зубчатых колес 24а-24d и смежных датчиков 25а-25d. Блок 23 управления процессом, который может быть аналоговым или цифровым контроллером, принимает сигналы тахометра с датчиков 25а-25d и способен приводить в действие клапаны, соединенные с гидравлическими двигателями с тем, чтобы индивидуально регулировать скорость 20а-20d изменения направления определенным образом. Валок 20с может выполнять функцию валка с управляемой скоростью. Иные устройства нежели гидравлические двигатели, например насосы, могут быть использованы для осуществления контроля за скоростью валков изменения направления, они включают синхронные электродвигатели и фрикционные тормоза, кроме того, дополнительные валки с управляемой скоростью могут быть использованы для обеспечения дополнительных пропусков моноволокна через нагревательный элемент.
В устройстве, изображенном на фиг. 2, моноволокно 2 совершает четыре прохождения через нагреватель 19, например ab, bc, cd и dе, и контактирует с поверхностью валков 20а-20d под углом обхвата от 75 до 200о так, что скорость моноволокна в соприкосновении с валками управляется скоростью валков без контакта с валками в течение периода времени, который существенно охлаждает ядро моноволокна. Валки изменения направления расположены по соседству с нагревателями, так что время за пределами нагревателя ограничено с тем, чтобы температура ядра моноволокна возрастала при каждом последовательном прохождении через нагреватель.
На фиг. 1 видно, что полную вытяжку во второй стадии вытяжки определяют скоростью пары вытяжных валков 26 второй стадии относительно вытяжных валков 18 первой стадии 1. Однако, как показано на фиг. 2, величина вытяжки в каждом пропуске через нагреватель 19 в течение вытяжки второй стадии определяется скоростью валков, определяющих этот конкретный пропуск, управляемый блоком 23 управления процессом. Например, вытяжка при пропуске аb определяется отношением между валком 20а изменения направления и валком 20b изменения направления, пропуск bc - валками 20b и 20с, пропуск сd - валками 20с и 20d и пропуск de - валком 20d и вытяжными валками 26 второй стадии. Предпочтительно, валок 20а имеет скорость относительно вытяжных валков 18 первой стадии такую, что моноволокно не подвергается существенной вытяжке перед вхождением в нагреватель 19, что гарантирует поддержание точки вытяжки в пределах нагревателя.
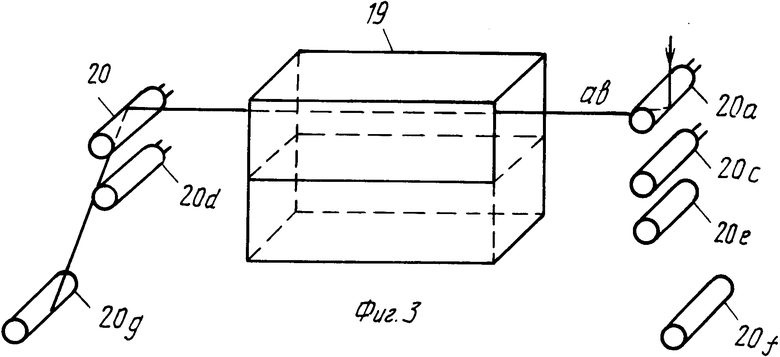
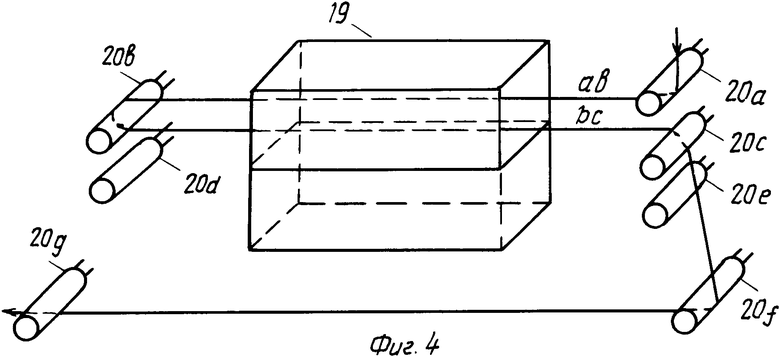
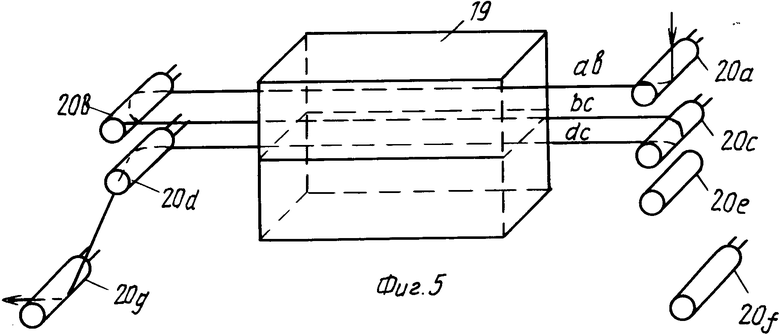
На фиг. 3, 4 и 5 показано, что настоящее изобретение может быть использовано для создания способа, в котором моноволокно подвергают одному, двум, трем или четырем пропускам, показанным на фиг. 2, необходимым для достижения желательного профиля вытяжки для того типа моноволокна, который продуцируется.
Фиг. 3 иллюстрирует один пропуск аb через нагреватель с использованием валков 20а и 20b, применяемый для такого волокна, как моноволокно с низким денье, которое удовлетворительно нагревают без использования многократных пропусков.
Фиг. 4 иллюстрируют два прохода аb и bc с пропуском валков 20d и 20е и применением направляющего валка 20f, как показано на фиг. 2.
Фиг. 5 иллюстрирует три прохода аb, bc и cd с пропуском валка 20е и направляющего валка 20f, причем путь моноволокна проходит от валка 20d непосредственно к направляющему валку 20.
Устройство для вытяжки второй стадии, показанное на фиг. 2, обеспечивает возможность контролировать температуру второй стадии и профиль вытяжки. Для 6-6-найлона, например, оптимальным профилем вытяжки второй стадии является такой, который не превышает полную степень вытяжки 4,0 до тех пор, пока температура ядра моноволокна не станет большей той, при которой происходит трансформация молекулярных кристаллов, например трансформация триклинных кристаллов в гексагональные, которая происходит при 140-160оС. Если вытяжка в избытке 4,0Х происходит ниже этой температуры, молекулярная цепь разрушается, поскольку внутримолекуляоные связи триклинного кристалла являются более высокими, нежели углерод-углеродные связи, которые снижают молекулярную массу и прочность и выносливость (устаностную прочность) волокна. Устройство на фиг. 2 также обеспечивает создание более высокой поверхностной температуры, чем температура ядра в правильной точке профиля вытяжки. Поверхностная температура при вытяжке второй стадии заставляет поверхность моноволокна терять большую часть его ориентации и просто ослабляет ее во время осуществления вытяжки второй стадии. Это желательно для достижения по существу дезориентированной оболочки на моноволокне, которая дает хорошую прочность в узле, адгезию к резине и усталостную прочность при многократных деформациях. Температура, при которой происходит эта аттенюация в зависимости от вытяжки, определяется величиной гидратации поверхностного полимера, которая происходит в аппарате для обработки острым паром первой стадии вытяжки. Например, для 6-6-найлона в данном способе температура поверхности 220оС является пригодной для того, чтобы вызвать желательную низкоповерхостную ориентацию.
Фиг. 6 иллюстрирует идеальный профиль вытяжки второй стадии (вытяжка в зависимости от температуры волокна), который обычно продуцирует желательные свойства моноволокна и минимизирует разрывы моноволокна в процессе вытяжки. Способ и устройство предлагаемого изобретения могут быть использованы для аппроксимирования идеальной вытяжки с меньшей величиной вытяжки и вначале и конце повышения температуры и большей величины вытяжки при промежуточной температуре. Вследствие способности обеспечения более точного управления вытяжкой второй стадии предпочтительно использовать многократные пропуски через зону радиационного нагрева. Наиболее предпочтительно использовать по крайней мере три пропуска.
Устройство для вытяжки второй стадии в соответствии с настоящим изобретением создает многофункциональность с получением широкого круга различных денье моноволокна при различных скоростях процесса и при аналогичном технологическом оборудовании, обеспечивая получение оптимального профиля вытяжки для продукта. Способ и устройство настоящего изобретения устраняют необходимость использования отдельных стадий вытяжки, которые сопровождаются существенным охлаждением моноволокна между отрицательными стадиями и повышенной вероятностью разрушения моноволокна.
На фиг. 1 видно, что моноволокно, выходящее с вытяжных роликов 26 второй стадии вытяжки, пропускают вокруг роликов 27 ослабления натяжения перед намоткой моноволокна на паковку 28.
Предлагаемый способ приводит к получению моноволокна с повышенными прочностными свойствами при растяжении и более высокой однородностью прочностных свойств по сравнению с моноволокнами, описанными в патенте США N 4009511, и может продуцировать такие моноволокна при более высокой производительности и/или более высоких скоростях формования. В предпочтительном варианте осуществления настоящего изобретения моноволокна формуют при скорости прохождения полимера более 16 кг/ч на моноволокно.
Моноволокна могут быть получены с прочностью на разрыв более 7,5 г/д, при высокой однородности прочностных свойств, т. е. стандартное отклонение составляет менее 0,25. Предпочтительно в полиамидных моноволокнах прочность на разрыв составляет выше 8,0 г/д при стандартном отклонении менее 0,15. Модуль моноволокон составляет более 45 г/д, предпочтительно выше 50 г/д, когда моноволокно получают из полиамида. Ударная вязкость моноволокон равна более 0,5 г-см/д-см. Прочность нити в узле составляет выше 5,0 г/д при стандартном отклонении менее 0,6. Кроме того, эти свойства могут быть достигнуты, когда данный способ используют для получения моноволокон с денье 1000-12000 при скорости прохождения выше 35 фунтов в час на моноволокно и/или при скоростях эксплуатации способа, равных 12, ярдов в минуту (около 1097 м/мин) или более.
Моноволокна в соответствии с настоящим изобретением имеют ряд форм поперечного сечения. На фиг. 9а,b, изображающих предпочтительные моноволокна в соответствии с настоящим изобретением, моноволокна а-b имеют удлиненное поперечное сечение с отношением ширины к толщине более 2,0 и шириной в мм выше 1,22 (- плотность)1/2. Под удлиненным сечением следует понимать любую из множества вытянутых форм поперечного сечения, которые описаны прямоугольником, как показано на фиг. 9а, b, причем его ширина (больший размер) х больше его толщины (меньший размер) y.
Моноволокно в соответствии с настоящим изобретением имеет округлое поперечное сечение, как показано на фиг. 9а, т. е. имеет в основном прямоугольное поперечное сечение с закругленными углами или полукруглыми концами, поэтому продуцируется формование через округлую или прямоугольную фильеру. В зависимости от вязкости экструдируемого полимера полученное моноволокно имеет поперечное сечение, которое может варьироваться в некоторой мере от поперечного сечения фильеры и может принимать овальный характер, а "плоские" площадки могут быть отчасти выпуклыми. Термин "округлое" относится к округлым поперечным сечениям или тем, которые приближаются к округлым поперечным сечениям. Другие предпочтительные варианты включают моноволокна с овальным поперечным сечением, как показано на фиг. 9b.
В предпочтительных моноволокнах, имеющих удлиненное поперечное сечение, отношение ширины к толщине моноволокон, т. е. ширина х описывающего прямоугольника, деленная на толщину y, равно более 2. Преимущества настоящего изобретения реализуется в большей степени с повышением отношения ширины в толщине более 2, практически верхний предел для моноволокон в конечном счете достигается для каучуковых применений тогда, когда промежуток, необходимый между смежными кордами, становится таким большим в заклепочной площади с величиной, например, 35%, что отсутствует достаточная основам для резины между кордами и происходит разрушение резины. Как только отношение ширины в толщине становится очень высоким (пленкообразное волокно), высокие напряжения сдвига и высокие напряжения при изгибе в конечном счете приводят к сморщиванию и расщеплению волокна. Поэтому предпочитают, чтобы отношение ширины к толщине моноволокон настоящего изобретения не превышало 2.
Моноволокна настоящего изобретения имеют ширину (в мм) выше 1,22 (плотность)1/2, причем плотность выражается в г/см3. Для полиамидов на основе поли(гексаметиленадипамид) и поли(ε-капроамида) плотность имеет значения в диапазоне 1,13-1,14. Для сложного полиэфира поли(этилентерефталата) плотность составляет 1,38-1,41. Таким образом, ширина полиамидных и полиэфирных моноволокон выше 1,15 и 1,03 мм соответственно. Моноволокна настоящего изобретения с более высокими значениями ширины могут быть изготовлены при высокой производительности, они также снижают плотность кордной нити в тканях, уменьшая стоимость при использовании. Высокая производительность изготовления вытекают из повышения денье продукта путем производства более широких волокон без повышения толщины. Обнаружено, что скорость, при которой моноволокна могут быть сформованы, охлаждены и вытянуты, зависит только от их толщины. Следовательно, более широкие моноволокна продуцируют большее количество фунтов (час) нить, нежели узкие моноволокна той же толщины. Обнаружено, что моноволокна, которые имеют высокую производительность и высокое качество, в прорезиненных тканях имеют ширину (в мм) выше 1,22 (плотность)1/2.
Денье моноволокон в соответствии с настоящим изобретением составляет значение выше чем приблизительно 1000 и может доходить до 12000 или выше. Моноволокна, имеющие денье выше 2000, являются предпочтительными.
Моноволокна, продуцируемые в настоящем способе, имеют дезориентированный (разупрочненный) поверхностный слой, толщина которого для полиамидов составляет около 3-15 мкм при параллельном показателе преломления п// менее чем 1,567 и параллельном показателе преломления ядра п// выше чем 1,57. Вследствие дезориентированного поверхностного слоя, который придает хорошую адгезию к резине, моноволокна идеально подходят для применения в области каучуков.
Настоящее изобретение далее иллюстрируется в примерах, в которых приведенные результаты определяют следующими методами испытания.
Испытание моноволокон на влажность: моноволокна с высоким денье требуют до 10 дн. для того, чтобы влагосодержание полностью уравновесилось атмосферной влагой. При испытании волокон иногда используют различные периоды времени, менее длительные, чем те, которые требуются для достижения полной равновесной влажности. Например, моноволокна с денье 2000, т. е. толщиной около 0,012 дюйма, требуют около 3 дн. для уравновешивания, тогда как моноволокна с денье 6000, т. е., толщиной около 0,018 дюйма, требуют около 5 дн. для этого. Фактическая продолжительность времени зависит от толщины моноволокна. Свойства моноволокон, приведенные в примерах, измеряют через 24 ч после испытания волокон на влажность после формования. Для свойств, приведенных в формуле изобретения, измерение осуществляют при полной равновесной влажности, когда два измерения денье с интервалом 24 ч являются одинаковыми.
Относительная вязкость полиамидов отношения вязкостей раствора и растворителя, измеренных в капиллярном вискозиметре при 25оС. Растворитель представляет собой муравьиную кислоту, содержащую 10 мас.% воды. Раствор представляет собой 8,4 мас.% полиамидного полимера, растворенного в растворителе.
Ширину и толщину измеряют цифровым толщиномером Старрет (модель 722) или эквивалентным прибором. Для измерения ширины удобно складывать моноволокно в V и измерять обе стороны V в одно и то же время, причем следует поддерживать вершину V с наружной стороны измеряемой зоны. Эта методика гарантирует то, что моноволокно не наклоняется между шлаками измерительного прибора, дающего низкие показания.
Денье: моноволокно испытывают на влажность при относительной влажности 55±2% и температуре 75±2о по Фаренгейту (около 24оС) на паковке в течение определенного периода времени, обычно 24 ч, когда моноволокно созревает более 10 дн. после изготовления. Девятиметровый образец моноволокна взвешивают в денье вычисляют как вес 9000-метрового образца в граммах.
Механические (прочностные) свойства при растяжении: перед испытанием на растяжение свежесформованных моноволокон моноволокно испытывают на влажность на паковке в течение минимального установленного периода времени при относительной влажности 55±2% и температуре 75±2о по Фаренгейту. Этот период времени обычно составляет 24 ч, когда волокно созревает более чем 10 дн. после формования. Регистрирующее устройство "Инстрон" используют для определения характеристики напряжения испытанного на влажность моноволокна. Образцы захватывают пневматическими зажимами "Инстрон" (тип 4-D) при давлении по крайней мере 2,812 кг/см2. Образцы вытягивают до разрыва при непрерывной регистрации напряжения моноволокна в зависимости от растяжения. Начальная длина испытываемой части образца составляет составляет 10 дюймов (25, 40), скорость поперечной головки поддерживают постоянной на уровне 15,24 см/мин.
Предел прочности при разрыве представляет собой максимальную нагрузку, достигаемую перед разрушением образца, и выражается в фунтах или килограммах.
Прочность на разрыв вычисляют из предела прочности при разрыве, деленного на денье (после коррекции на любой адгезив на волокне), и выражается в граммах на денье (г/д).
Удлинение представляет собой деформацию в образце, когда он разрывается.
Модуль представляет собой тангенс угла наклона к части начальной прямой линии диаграммы напряжений, т. е. кривой зависимости деформации от напряжения, умноженной на 100 и деленной на безпропиточный денье. Модуль, как правило, регистрирует при менее чем 2% деформации.
Прочность на разрыв в узле измеряют аналогично тому, как это производят при обычных пределах прочности (прямых), за исключением того, что простой, производимый сверху вниз узел завязывают на моноволокне примерно в средней точке испытуемого образца. Простой узел получают перекрещиванием отрезка моноволокна примерно в середине его длины и пропусканием одного когца через образованную таким образом петлю. Поскольку моноволокна склонны принимать некоторую кривизну намотанной паковки, узел завязывают в сторону и против этой кривизны на отдельных образцах, два значения усредняют.
Ударную вязкость измеряют делением площади ниже кривой напряжение - деформация на произведение длины испытуемой части образца ("Инстрон") и откорректированного значения денье.
П р и м е р 1. Получение полигексаметиленадипамидного моноволокна с денье приблизительно 3000.
Высококачественный полигексаметиленадипамидный полимер получают в полимеризаторе непрерывного действия при относительной вязкости 70 и экструдируют в моноволокно со скоростью 21,8 кг через округлый мундштук головки экструдера (прямоугольник, имеющий округленные углы, 2,79х9,65 мм), пропускают вертикально вниз через воздушный зазор размером 67,3 дюйма и охлаждают в воде при 22оС на расстоянии около 348 см. После охлаждения водой количество остаточной охлаждающей воды на волокне регулируют изменением воздушного потока в воздушном эжекторе так, что количество воды на поверхности волокна составляет 10-25 мас.% на основе сухой массы моноволокна. Влажное моноволокно затем направляют на тянущий валок при скорости 196,2 м/мин, валки предварительного натяжения при скорости 196,4 м/мин и подающие валки при скорости 199,3 м/мин. После прохождения через подающие валки моноволокно смачивают водой путем взаимодействия моноволокна с войлочными фитилями, причем воду подают со скоростью 3 л/ч (13% воды на основе сухого веса моноволокна), моноволокно направляют в аппарат для обработки острым паром длиной 49 см и обрабатывают насыщенным водяным парод под давлением 9,62 кг/см2 при 178оС. Моноволокно контактирует с валком изменения направления перед вхождением в аппарат для обработки острым паром, который понижает количество воды на поверхности моноволокна до относительно равномерного уровня около 15%. Аппарат для обработки паром имеет входную и выходную камеры парового расширения, соединенные с вакуумным источником для предотвращения утечки водяного пара в среду установки.
Моноволокно, находясь в аппарате для обработки острым паром и у выходного конца камеры выходного давления указанного аппарата, пропускают через ванну длиной около 3 см, содержащую воду при температуре около 60оС и протекающую со скоростью около 15 л/ч. Поверхность моноволокна охлаждают в ванне, перед тем как оно покинет аппарат для обработки острым паром, с тем, чтобы избежать разрушения моноволокна под воздействием выходного уплотнения аппарата для обработки острым паром. Затем моноволокно направляют в воздушный отпарной аппарат, который удаляет большую часть поверхностной воды с волокна до уровня менее 2% воды на основе массы сухого волокна. Далее моноволокно поступает на вытяжные ролики первой стадии, которые нагревают до 142оС и эксплуатируют при скорости 744 м/мин. При таких условиях точка вытяжки находится в пределах входной зоны расширения непосредственно перед входным уплотнением аппарата для обработки острым паром.
Затем моноволокно направляют в три пропускам через радиационный нагреватель длиной около 127 см при средней температуре около 870оС, используя аппарат, изображенный на фиг. 2, причем путем прохождения моноволокна приведен на фиг. 5. Величину вытяжки регулируют при каждом пропуске соразмерно с повышением температуры моноволокна путем тщательного управления скоростью валков изменения направления, расположенных между каждым пропуском через нагреватель. Валки изменения направления представляют собой ролики натяжения, в которых скорость регулируют ограничением производительности (выпускного потока) гидравлического насоса, присоединенного к валам роликов. Так, скорость роликов перед первым пропуском составляет 772 м/мин (натяжение на моноволокне перед этим пропуском составляет 4000 г), перед вторым пропуском - 949 м/мин, перед третьим пропуском - 1015 м/мин и после третьего пропуска - 1120 м/мин (натяжение составляет приблизительно 10400 г). Затем моноволокно направляют на вытяжные валки второй стадии, вращающиеся со скоростью около 1143 м/мин, валки ослабления натяжения, вращающиеся со скоростью около 1122 м/мин, и на намотанную паковку. Натяжение при намотке составляет около 500 г, которое регулируют для получения хорошей паковки.
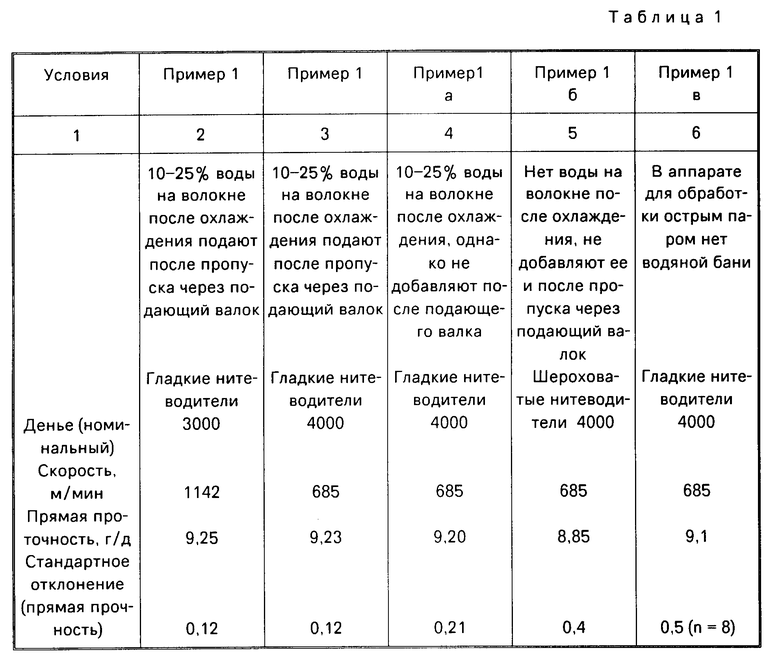
Продукт настоящего способа представялет собой округлое в поперечном сечении моноволокно с денье 3000 и свойствами, приведенными в табл. 1.
П р и м е р 2. Получение полигексаметиленадипамидного моноволокна, имеющего приблизительно 4000 денье. Этот пример иллюстрирует: а) улучшенные прочностные свойства при растяжении, полученные при подаче дополнительного количества воды к моноволокну после прохождения через подающие валки; б) улучшенные свойства, получаемые в результате подачи воды на моноволокно перед взаимодействием нитеводителей и поверхностей; в) улучшенные свойства, полученные в результате охлаждения моноволокна перед входом в аппарат для обработки острым паром; г) управляют точкой вытяжки в первой стадии вытяжки при различных местоположениях; д) изменяют профиль вытяжки во второй стадии вытяжки.
Высококачественный полигексаметиленадипамидный полимер получают в полимеризаторе непрерывного действия при относительной вязкости 70 и экструдируют в волокно при скорости 17,6 кг/ч через круглое отверстие мундштука экструдера (прямоугольник, имеющий округленные углы, 2,79х9,65 мм), пропускают вертикально вниз через воздушный зазор размером 71,8 см и охлаждают в воде при 22оС на расстоянии около 313,7 см. После охлаждения водой количество остаточной охлаждающей воды на волокне регулируют путем установки воздушного потока в воздушном эжекторе так, что количество воды на поверхности волокна составляет от 10 до 25 мас.% на основе сухой массы моноволокна. Влажное моноволокно затем направляют последовательно на тянущий валок со скоростью 119,4 м/мин, валки предварительного натяжения со скоростью 120,25 м/мин и подающие валки со скоростью 122,7 м/мин. После прохождения через подающие валки на моноволокно подают воду путем взаимодействия моноволокон с войлочными фитилями, подаваемыми со скоростью около 2,24 л/ч (12,9% воды на основе сухой массы моноволокна). Моноволокно направляют в аппарат для обработки острым паром длиной 49 см и обрабатывают насыщенным водяным паром под давлением 9,84 кг/см2 при 180оС. Моноволокно контактирует с валками изменения направления перед входом в аппарат для обработки острым паром, который приводит воду на моноволокне к относительно равномерному уровню около 15% . Аппарат для обработки острым паром содержит входную и выходную камеру парового расширения, соединенные с вакуумным источником для предотвращения утечки водяного пара в окружающую среду установки.
Моноволокно, находясь в аппарате для обработки острым паром у выходного конца, пропускают через ванну длиной около 3 см, содержащую воду при температуре около 60оС и протекающую со скоростью около 4 около 14,8 л/ч. Поверхность моноволокна охлаждают в ванне перед тем, как оно покинет аппарат для обработки острым паром, с тем, чтобы избежать разрушения волокна под действием выходного уплотнения аппарата для обработки острым паром и под действием мономерных отложений на выходном уплотнении. Затем моноволокно направляют к воздушному отпарному аппарату, который удаляет большую часть поверхностной воды с волокна до уровня менее 2% воды на основе массы сухого моноволокна. Далее моноволокно поступает на вытяжные валки первой стадии, которые нагревают до 142оС и эксплуатируют со скоростью 453,9 м/мин. При таких условиях точка вытяжки находится в пределах входной зоны парового расширения аппарата для обработки острым паром.
Затем моноволокно направляют в три пропуска через радиационный нагреватель длиной около 127 см при средней температуре около 870оС, используя аппарат, приведенный на фиг. 2, причем моноволокно имеет маршрут, изображенный на фиг. 5. Величину вытяжки регулируют при каждом пропуске соразмерно с повышением температуры моноволокна путем тщательного регулирования скорости валков изменения направления, расположенных между каждым пропуском через нагреватель. Валки изменения направления представляет собой ролики натяжения, в которых скорость регулируют ограничением производительности гидравлического насоса, присоединенного к валкам роликов. Так, скорость роликов перед первым пропуском составляет 471,2 м/мин (напряжение на моноволокно перед этим пропуском составляет 5300 г), перед вторым пропуском - 541,5 м/мин, перед третьим пропуском - 621,3 м/мин и после третьего пропуска - 674,8 м/мин (напряжение на моноволокно составляет приблизительно 13800 г). Затем моноволокно направляют на вытяжные валки второй стадии, вращающиеся со скоростью около 685,8 м/мин, валки ослабления натяжения, вращающиеся со скоростью около 673 м/мин, и на намотанную паковку. Натяжение при намотке составляет около 750 г, которое регулируют с тем, чтобы получить хорошо намотанную паковку.
Продукт настоящего способа представляет собой моноволокно округлого поперечного сечения, имеющее денье 4000 и свойства, приведенные в табл. 1.
Пример 2, а.
Поли(гексаметиленадипамидное) моноволокно, имеющее денье 4000, получают, как в примере 2, за исключением того, что после прохождения через подающие валки не подают дополнительного количества воды. Вода на моноволокне после охлаждения составляет около 20 мас.% на основе сухой массы моноволокна. Свойства моноволокна приведены в табл. 1 и показывают большее стандартное отклонение в прочности, чем в примере 2.
Пример 2, б.
Поли(гексаметиленадипамидное) моноволокно, имеющее денье 4000, получают по примеру 2, за исключением того, что вода не остается на моноволокно после выхода из резервуара с охлаждающей водой и ее не подают после прохождения моноволокна через подающие валки. Отпарной аппарат с воздушным эжектором и войлок используют для удаления по существу всей воды после охлаждения. Свойства моноволокна приведены в табл. 1. Прямая прочность на разрыв и прочность на разрыв в узле имеют более лучшие значения, нежели в примере 2. Кроме того, стандартные отклонения (сигма) в значениях прочности на разрыв весьма сходны с теми, которые получены в примере 2.
Пример 2, в.
Моноволокно получают по примеру 2 за исключением того, что моноволокно не охлаждают водой перед выходом из высокотемпературной, находящейся под высоким давлением зоны аппарата для обработки острым паром. Свойства моноволокна приведены в табл. 1. Прямая прочность, а особенно прочность нити в узле испытывают отрицательное воздействие из-за отсутствия охлаждения моноволокна перед выходом из зоны аппарата для обработки острым паром. Кроме того, на выходном уплотнении осаждается материал, если не охлаждают водой. Эти осаждения вызывавют механическое повреждение и низкие механические свойства при растяжении.
Пример 2, г.
Моноволокна А-Н появляют эффект управления точкой вытяжки первой стадии вытяжки путем управления временем пребывания посредством регулирования длины моноволокна, погруженного в закалочную ванну. Используют способ, описанный в примере 2, за исключением того, что длину погруженного волокна в закалочной ванне варьируют от 292 до 394 см. Полученные прочности моноволокон показаны на фиг. 7 в зависимости от длины погруженного моноволокна. Фиг. 8 представляет собой график прочности в зависимости от расстояния точки вытяжки от подающего валка.
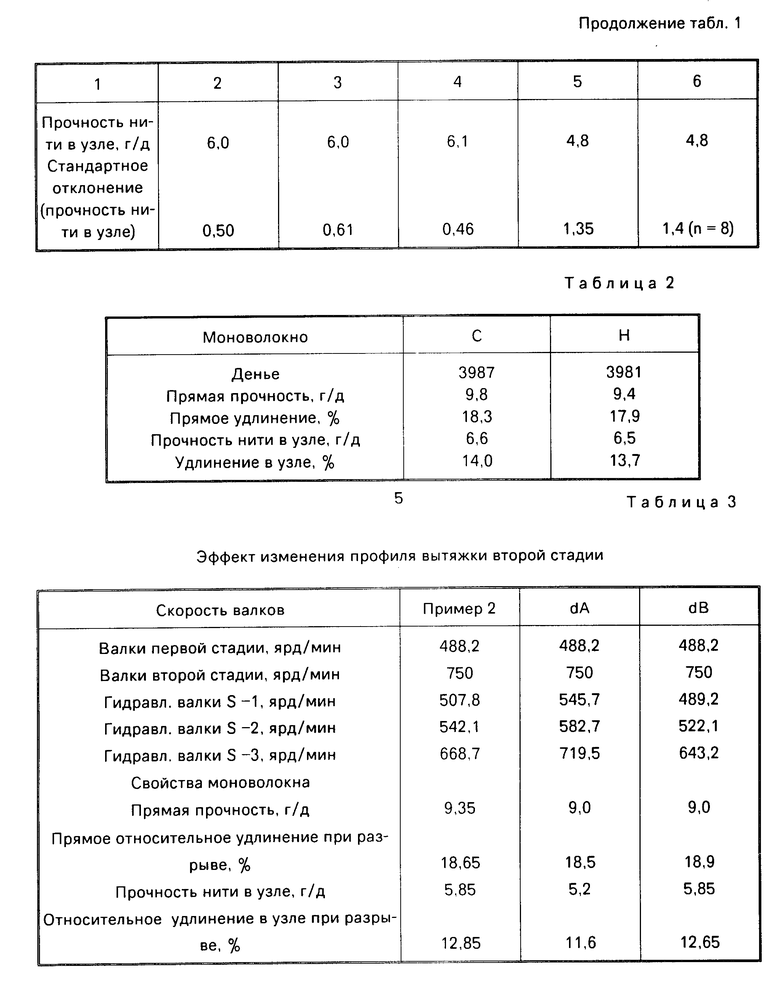
Кроме того, моноволокна G и Н также получают в течение продолжительного периода времени, как в примере 2, за исключением того, что используют длину погруженных моноволокон 307 и 343 см соответственно. Прочностные свойства при растяжении производственных партий этих моноволокон приведены в табл. 2.
Почность моноволокон А-Н варьируется приблизительно от 9,2 до 9,8 г/д при длине погруженной части моноволокон от 291 до 393 см. Однако существует оптимальная длина закалочной среды около 307-325 см, при которой прочность моноволокна достигает максимального значения приблизительно 9,7-9,8 г/д, при этом точка вытяжки располагается перед высокотемпературной зоной парового обогрева высокого давления аппарата для обработки острым паром - перед или в самой зоне парового расширения (входной) аппарата для обработки острым паром.
Пример 2, д.
Моноволокно получают, как в примере 2, за исключением того, что скорости валков изменения направления в радиационном нагревателе второй стадии вытяжки изменяют, как описано в табл. 3, с тем, чтобы получить следующие два условия: (А) вызвать более раннюю вытяжку в радиационном нагревателе и (В) вызвать более позднюю вытяжку в радиационном нагревателе. В обоих случаях получены результаты, показанные в табл. 3, которые лучше результатов примера 2. Эти результаты показывают, что скорость изменения направляющих роликов в радиационном нагревателе контролируется так, что приращение вытяжки за каждый пропуск соответствует повышению температуры моноволокна за этот пропуск с достижением максимальной прочности.
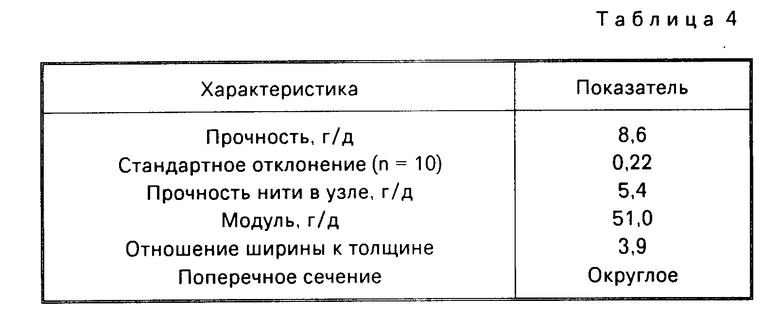
П р и м е р 3. Получение полигексаметиленадипамидного моноволокна с денье приблизительно 8000 и отношением ширины к толщине 3,9 путем высокопроизводительного способа.
Высококачественный полигексаметиленадипамидный полимер получают в полимеризаторе непрерывного действия при относительной вязкости 70 и экструдируют в волокно со скоростью 34,1 кг/ч через круглое отверстие мундштука экструдера (прямоугольник, имеющий округленные углы, 3,18х14,4 мм), пропускают вертикально вниз через воздушный зазор размером 71,8 см и охлаждают в воде при 22оС на расстоянии около 441 см. После охлаждения водой количество остаточной охлаждающей воды на волокне регулируют установкой воздушного потока в воздушном эжекторе так, что количество воды на поверхности волокна составляет 10-25 мас.% на основе сухой массы моноволокна. Влажное моноволокно затем направляют последовательно на тянущий валок при скорости 117,7 м/мин, валки предварительного натяжения при скорости 117,8 м/мин и подающие валки со скоростью 120 м/мин. После прохождения через подающие валки моноволокно подвергают взаимодействию с водой, которую подают с помощью войлочных фитилей при скорости 3 л/ч (13% воды прибавляют на основе сухой массы моноволокна). Моноволокно направляют в аппарат для обработки острым паром длиной 49 см и обрабатывают насыщенным водяным паром под давлением около 10 кг/см2 182оС. Моноволокно контактирует с валками изменения направления перед вхождением в аппарат для обработки острым паром, который приводит воду на моноволокне к относительно равномерному уровню около 15%. Аппарат для обработки острым паром содержит входную и выходную камеры парового расширения, соединенные с вакуумным источником для предотвращения утечки водяного пара в среду промышленной установки.
Моноволокно, находясь в аппарате для обработки острым паром, около выходного конца, пропускают через ванну длиной около 3 см, содержащую воду при температуре около 60оС, которая течет со скоростью около 15 л/ч. Здесь поверхность моноволокна охлаждают до температуры менее 110оС, перед тем как оно покинет аппарат для обработки острым паром. Затем моноволокно направляют в воздушный отпарной аппарат, который удаляет большую часть поверхностной воды с моноволокна до уровня менее 2% на основе сухой массы моноволокна. Затем волокно направляют на вытяжные валки первой стадии, которые нагревают до 146оС и эксплуатируют со скоростью 454 м/мин. При таких условиях точка вытяжки находится в пределах зоны парового расширения аппарата для обработки острым паром.
Затем моноволокно направляют за три пропуска через радиационный нагреватель длиной около 127 см при средней температуре около 870оС. Скорость валков изменения направления регулируют следующим образом: перед первым пропуском скорость составляет 463 м/мин, перед вторым пропуском - 532 м/мин, перед третьим пропуском - 609 м/мин и после третьего пропуска - 672 м/мин. Затем моноволокно направляют на вытяжные валки второй стадии, вращающиеся со скоростью около 686 м/мин, валки ослабления натяжения, вращающиеся со скоростью около 673 м/мин, и на намотанную паковку. Натяжение при намотке составляет около 850 г, которое регулирует с тем, чтобы получить хорошо намотанную паковку.
Продукт настоящего способа представляет собой моноволокно округлого поперечного сечения, имеющее денье 8000 и свойства 24-часового периода доведения до кондиционного состояния, приведенного в табл. 4.
Использование: при изготовлении моноволокон с высоким номером. Сущность изобретения: на первой стадии вытяжки при получении волокна во время продвижения в зоне вытяжки на поверхность моноволокна подают воду в количестве не менее 5% от массы сухого моноволокна. 6 з.п. ф-лы, 9 ил., 4 табл.
| Патент США N 4009511, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
